
إنتاج سبائك الألومنيوم هو عمل عالي الحجم وحساس للهامش حيث كل نقطة مئوية من المردود مهمة. ومع ذلك، تفقد العديد من ورش الصهر 5-15% من معدنها كخبث، وترفض 2-5% من السبائك بسبب مسامية الهيدروجين أو عيوب السطح، وتكافح من أجل الاتساق التركيبي عبر الصبات. هذه الخسائر ليست حتمية - فهي قابلة للحل من خلال ممارسة الصهر المنضبطة، والتدفق المناسب وإزالة الغازات، والتحكم الدقيق في السبك.
تقدم هذه المقالة استراتيجيات عملية ومثبتة لتعظيم المردود والجودة في صب سبائك الألومنيوم، مع التركيز على الرافعات الثلاثة الحرجة: تقليل الخبث، والقضاء على مسامية الهيدروجين، واتساق التركيب الكيميائي.
الركائز الثلاث لجودة سبائك الألومنيوم
يعتمد إنتاج سبائك الألومنيوم الناجح على ثلاث ركائز جودة مترابطة:
- الحد الأدنى من تكوين الخبث — الحفاظ على المعدن الذي قد يصبح نفايات
- الخلو من المسامية — القضاء على الفراغات الناتجة عن الهيدروجين التي تسبب مشاكل إعادة الصهر ورفض العملاء
- كيمياء ثابتة — تلبية حدود المواصفات صبة بعد صبة بأقل تباين
كل ركيزة تتطلب ممارسات محددة، لكنها معًا تشكل نظام جودة متكامل.
الركيزة #1: تقليل تكوين الخبث
الخبث - الطبقة الغنية بالأكسيد التي تتشكل على الألومنيوم المنصهر - يمثل أكبر مصدر منفرد لفقدان المعدن في ورش صهر الألومنيوم. اعتمادًا على السبيكة ونوع الفرن والممارسة، يتراوح توليد الخبث من 1% إلى أكثر من 10% من وزن الذوبان. يتكون الخبث من أكسيد الألومنيوم (Al₂O₃) والألومنيوم المعدني المحتجز. المفتاح هو تقليل الجزء المعدني المسترد من الخبث ومنع تكوينه تمامًا.
آليات تكوين الخبث
- الأكسدة السطحية: يتفاعل الألومنيوم المنصهر مع جو الفرن لتكوين طبقة Al₂O₃
- الاضطراب: التناثر والتحريك أثناء الشحن والتقليب والتفريغ يحبس الهواء ويزيد الأكسدة
- درجة الحرارة: درجات الحرارة الأعلى تسرع الأكسدة بشكل كبير - كل 50 درجة مئوية فوق الحد الأدنى تزيد الخبث بنسبة 30-50%
- الشوائب: المغنيسيوم والعناصر التفاعلية الأخرى تزيد من ميل تكوين الخبث
استراتيجيات مثبتة لتقليل الخبث
- استخدم تدفقات التغطية (تدفق الملح): طبقة من تدفق الملح (خليط NaCl-KCl مع إضافات الفلوريدات) على سطح الذوبان تفصل الألومنيوم عن الهواء، مما يقلل الأكسدة. طبق 3-8 كجم لكل طن من الذوبان.
- قلل درجة حرارة الفرن: اعمل عند أدنى درجة حرارة عملية للسبيكة. بالنسبة لمعظم سبائك الصب، احتفظ بها عند 700-730 درجة مئوية بدلاً من 750-780 درجة مئوية.
- تجنب التحريك غير الضروري: كل دورة تحريك تكسر طبقة الأكسيد الواقية وتولد سطحًا جديدًا للأكسدة. حرك فقط عند الضرورة لتعديل التركيب أو توحيد درجة الحرارة.
- استخدم التغطية بالغاز الخامل: بالنسبة للسبائك عالية القيمة، قم بتغطية الفرن بالنيتروجين أو الأرجون لإزاحة الأكسجين. يمكن أن يقلل هذا الخبث بنسبة 40-60%.
- معالجة الخبث: استخدم مكبس خبث أو فرن ملح دوار لاسترداد 60-80% من الألومنيوم المعدني من الخبث المتولد.

الركيزة #2: التحكم في مسامية الهيدروجين
مسامية الهيدروجين هي العيب الداخلي الأكثر شيوعًا في صبات الألومنيوم. يذوب الهيدروجين بسهولة في الألومنيوم المنصهر (الذوبان ~0.65 سم³/100 جم عند 700 درجة مئوية) ولكنه غير قابل للذوبان تقريبًا في الألومنيوم الصلب (الذوبان ~0.036 سم³/100 جم عند 660 درجة مئوية). عندما يتصلب الألومنيوم، يشكل الهيدروجين الزائد فقاعات غازية تصبح محاصرة كمسامية. هذه الفراغات تقلل الخواص الميكانيكية، وتخلق تسريبات في الصبات المحكمة الضغط، وتسبب تقشر السطح أثناء المعالجة الحرارية.
مصادر الهيدروجين
- بخار الماء: المصدر الأساسي - من الهواء الرطب، الخردة الرطبة، الرطوبة في التدفقات، أو المواد الحرارية الرطبة
- تلوث الهيدروكربون: الزيت، الشحوم، أو البقايا العضوية على شحنة الخردة
- الأكاسيد المائية: هيدروكسيد الألومنيوم على أسطح الخردة يطلق بخار الماء عند التسخين
طرق فعالة لإزالة الغازات
| الطريقة | تقليل الهيدروجين النموذجي | الأفضل لـ | القيود |
|---|---|---|---|
| إزالة الغازات بالرمح (N₂ أو Ar) عبر رمح من الجرافيت | تخفيض بنسبة 40–60% | أفران صغيرة، عمليات دفعات | غير متسقة، تعتمد على المشغل |
| إزالة الغازات بالمروحة الدوارة | تخفيض بنسبة 70–90% | أفران متوسطة إلى كبيرة، صب مستمر | تكلفة معدات أعلى، نتائج ممتازة |
| إزالة الغازات في الخط (دوار أو سدادة مسامية) | تخفيض بنسبة 75–90% | صب مستمر عالي الإنتاجية | كثيف رأس المال، يتطلب نظام مجرى |
أفضل ممارسات إزالة الغازات الدوارة: استخدم الأرجون (المفضل) أو النيتروجين بمعدل 10–20 لتر/دقيقة لمدة 10–20 دقيقة حسب حجم الصبة. حافظ على سرعة المروحة 300–500 دورة في الدقيقة. بعد إزالة الغازات، اترك 5–10 دقائق لصعود الفقاعات وهروب الهيدروجين قبل الصب.
قياس الهيدروجين عبر الإنترنت
لا يمكنك التحكم فيما لا يمكنك قياسه. استثمر في أجهزة تحليل الهيدروجين عبر الإنترنت (مثل ALSCAN، ALSPEK، أو اختبار الضغط المنخفض) للتحقق من مستويات الهيدروجين قبل الصب. المستويات المستهدفة:
- تطبيقات الفضاء/السيارات الممتازة: <0.10 مل/100غ ألومنيوم
- المسبوكات الهندسية العامة: <0.15 مل/100غ ألومنيوم
- سبائك لإعادة الصهر: <0.20 مل/100غ ألومنيوم
الركيزة رقم 3: التركيب الكيميائي المتسق
الوفاء بحدود المواصفات لعناصر السبائك (Si، Fe، Cu، Mn، Mg، Zn، Ti، إلخ) مع الحد الأدنى من التباين أمر ضروري لقبول العميل والمعالجة اللاحقة. يتطلب الاتساق إضافة دقيقة للسبائك الأم ومعالجة فعالة للصهر.
أفضل ممارسات إضافة السبائك الأم
السبائك الأم (مثل AlSi، AlCu، AlMn، AlTiB، AlSr) توفر إضافة فعالة ودقيقة لعناصر السبائك مقارنة بالمعادن النقية. تشمل أفضل الممارسات:
- سخّن السبائك الأم إلى 200–300 درجة مئوية قبل الإضافة لتجنب الصدمة الحرارية والرطوبة
- أضف عند درجة الحرارة الصحيحة: 720–750 درجة مئوية لمعظم السبائك الأم؛ درجات الحرارة الأعلى تزيد الأكسدة، ودرجات الحرارة المنخفضة تبطئ الذوبان
- حرّك جيدًا بعد الإضافة — 5–10 دقائق من التحريك الميكانيكي أو الكهرومغناطيسي يضمن التجانس
- عيّن وتحقق قبل الصب؛ خذ عينات من ثلاثة مواقع فرن على الأقل
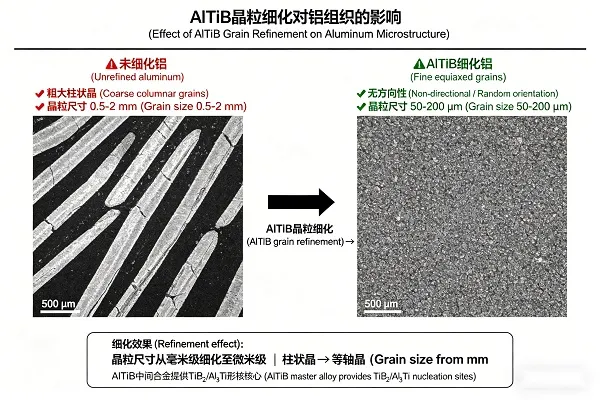
تنقية الحبيبات باستخدام AlTiB
سبيكة أم AlTiB (ألومنيوم-تيتانيوم-بورون) هو المعيار الصناعي لتنقية الحبيبات في سبائك الألومنيوم. تعمل الحبيبات الدقيقة متساوية المحاور على تحسين التغذية وتقليل التشقق الساخن وتعزيز الخواص الميكانيكية. معدلات الإضافة النموذجية:
- AlTi5B1 (5% Ti، 1% B): 1–3 كغ/طن للتطبيقات العامة
- AlTi3B3 (3% Ti، 3% B): 0.5–1.5 كغ/طن لحساسية البورون الأعلى
- أضف أثناء الصب (في الخط) أو 5–10 دقائق قبل الصب (الفرن)
- تجنب المعالجة الزائدة — يمكن أن يشكل Ti أو B الزائد مركبات بين فلزية خشنة
تعديل السيليكون اليوتكتيكي (سبائك Al-Si)
لسبائك صب Al-Si (مثل A356، A380)، تعديل السترونتيوم (AlSr10) أو الصوديوم يحول رقائق السيليكون الخشنة الهشة إلى سيليكون يوتكتيكي ليفي ناعم، مما يحسن الليونة بشكل كبير. أفضل الممارسات:
- إضافة AlSr10: 0.2–0.5 كغ/طن (استهداف 100–300 جزء في المليون Sr)
- أضف بعد إزالة الغازات (يمكن أن يتفاعل السترونتيوم مع غازات إزالة الغازات)
- يحدث التلاشي خلال 30–60 دقيقة — اصب فورًا بعد التعديل
سير عمل ممارسة الصهر المتكامل
للحصول على جودة متسقة لسبائك الألومنيوم، اتبع هذا التسلسل المثبت:
- تحضير الشحنة: خردة جافة ونظيفة وألومنيوم أولي. أزل الزيت والطلاء والتلوث العضوي.
- الصهر: قلل السخونة الزائدة — أذب إلى 720–740 درجة مئوية، وتجنب تجاوز 760 درجة مئوية.
- إضافة تدفق الغطاء: أضف تدفق غطاء الملح (3–5 كغ/طن) فورًا بعد الصهر لمنع الأكسدة.
- السبك: أضف السبائك الأم (AlSi، AlCu، AlMn، إلخ) عند 730–750 درجة مئوية مع تحريك شامل.
- أخذ العينات والتحليل: تحقق من التركيب؛ اضبط إذا لزم الأمر.
- إزالة الغازات: أزل الغازات دوارًا بالأرجون لمدة 10–20 دقيقة. قس الهيدروجين بعد ذلك.
- تنقية الحبيبات: أضف AlTiB (1–2 كغ/طن) في غضون 10 دقائق من الصب.
- التعديل (إذا كانت سبيكة Al-Si): أضف AlSr10 (0.2–0.5 كغ/طن) بعد إزالة الغازات، اصب في غضون 30 دقيقة.
- الكشط النهائي: أزل الخبث فورًا قبل الصب.
- الصب: حافظ على درجة حرارة ومعدل صب ثابتين.
العيوب الشائعة والإجراءات التصحيحية
| العيب | المؤشر البصري/الحسي | السبب الجذري | الإجراء التصحيحي |
|---|---|---|---|
| خبث أكسيد (مفرط) | طبقة خبث سميكة جافة؛ استرداد منخفض | درجة حرارة عالية، تعرض للهواء، عدم وجود تدفق غطاء | قلل درجة الحرارة، أضف تدفق غطاء، استخدم غطاء غاز خامل |
| مسامية الهيدروجين | ثقوب دقيقة على سطح الكسر أو الصورة الإشعاعية | خردة رطبة، جو رطب، إزالة غازات غير كافية | سخّن الخردة، جفف التدفقات، أزل الغازات دوارًا بالأرجون، قياس H₂ عبر الإنترنت |
| بنية حبيبية خشنة | حبيبات عمودية كبيرة على السطح المحفور | لا تنقية حبيبات، معدل تبريد منخفض | أضف سبيكة أم AlTiB (1–2 كغ/طن) |
| تقرح السطح | تقرح بعد المعالجة الحرارية | تمدد الهيدروجين المذاب أثناء المعالجة بالمحلول | قلل الهيدروجين قبل الصب، تحقق باستخدام اختبار الضغط المنخفض |
| التركيب خارج المواصفات | التركيب الكيميائي خارج حدود العميل | خلط ضعيف، إضافة سبيكة أم غير صحيحة، انعزال | تحسين التحريك، سبائك أم مسخنة مسبقًا، تحقق باستخدام مطياف |
مثال حالة: تحويل المردود من 88% إلى 95%
مصهر ألومنيوم ثانوي ينتج 40,000 طن/سنة من سبائك A356 كان يعمل بمردود صهر 88% — 12% مفقودة في الخبث وعوامل أخرى. بعد تنفيذ برنامج تحسين شامل يشمل:
- زيادة تطبيق تدفق غطاء الملح من 2 إلى 6 كغ/طن
- خفض درجة حرارة الفرن من 760 درجة مئوية إلى 720 درجة مئوية كدرجة حرارة حفظ
- استبدال إزالة الغازات بالرمح بإزالة الغازات الدوارة
- توحيد تنقية الحبيبات باستخدام AlTiB
- تنفيذ كبس الخبث لاستعادة المعدن من الخبث
النتائج بعد ستة أشهر:
- زيادة مردود الصهر من 88% إلى 94.5% (تحسن بنسبة 6.5%)
- معدن إضافي قابل للبيع سنويًا: 2,600 طن
- انخفاض رفض العملاء للمسامية من 4.2% إلى 0.7%
- توفير سنوي: 4.5 مليون دولار بأسعار الألومنيوم السائدة
- فترة استرداد جهاز إزالة الغازات ومكبس الخبث: 8 أشهر
يتطلب تعظيم المردود والجودة في إنتاج سبائك الألومنيوم اهتمامًا منهجيًا بتقليل الخبث والتحكم في الهيدروجين واتساق التركيب. من خلال تنفيذ أفضل الممارسات الموضحة هنا — تدفقات الغطاء، درجات الحرارة المنخفضة، إزالة الغازات الفعالة، دقة السبائك الأم، وتنقية الحبيبات — يمكن لمصاهر الألومنيوم تقليل فقدان المعدن، والقضاء على عيوب المسامية، وتقديم سبائك تلبي أكثر المواصفات تطلبًا. تورد شركة Bright Alloys السبائك الأم للألومنيوم (AlSi، AlCu، AlMn، AlTiB، AlSr10، AlB)، ومنقيات الحبيبات، وتدفقات إزالة الغازات لدعم كل جانب من جوانب إنتاج سبائك الألومنيوم عالية الجودة.