تُكلّف عيوب الصب مصانع الصب ملايين الدولارات سنويًا في شكل خردة وإعادة تصنيع وإرجاع المنتجات من العملاء. ومع ذلك، تتشابه العديد من العيوب في مظهرها - فقد تُشابه المسامية الانكماش، وقد يُخطئ البعض في اعتبار الشوائب ثقوبًا غازية. ويتطلب التشخيص الفعال اتباع نهج منهجي. حدد العيب بصريًا، وتتبعه إلى سببه الجذري، ثم نفذ إجراءً تصحيحيًا محددًا..
يركز هذا الدليل العملي على أكثر ثلاث مجموعات من العيوب شيوعاً — المسامية والانكماش والشوائب — توفير الخصائص المرئية، وتحليل الأسباب الجذرية، والتدابير التصحيحية المثبتة لسبائك الحديد والصلب.
مجموعة العيوب رقم 1: المسامية (المتعلقة بالغاز)
تشير المسامية إلى الفراغات الناتجة عن انطلاق الغازات أثناء التصلب. تصبح الغازات (الهيدروجين، النيتروجين، أول أكسيد الكربون، البخار) أقل قابلية للذوبان مع تصلب المعدن، وتشكل فقاعات محصورة.
التعرف البصري
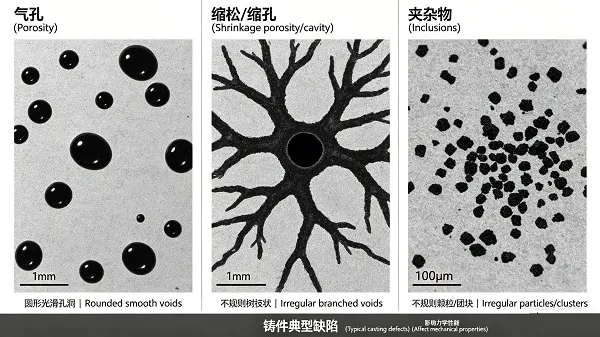
- مظهر: تجاويف ذات جدران ملساء، مستديرة أو كروية الشكل
- سطح: غالباً ما تكون الأسطح الداخلية لامعة أو مؤكسدة قليلاً
- توزيع: عادة ما تكون منتشرة في جميع أنحاء عملية الصب أو مركزة في النقاط الساخنة
- مقاس: يمكن أن تتراوح من ثقوب دقيقة مجهرية إلى تجاويف كبيرة مرئية

الأسباب الجذرية الشائعة
| نوع الغاز | مصدر | المظهر النموذجي | الإجراء التصحيحي الأساسي |
|---|---|---|---|
| الهيدروجين (H₂) | مواد الشحن الرطبة، والرطوبة في المواد المقاومة للحرارة، والخردة الملوثة بالزيت، والبيئة الرطبة | ثقوب دقيقة في جميع أنحاء المقطع | جفف مواد الشحن جيدًا، وسخن الفرن مسبقًا، وتحكم في الرطوبة. |
| النيتروجين (N₂) | زيادة في سبائك الحديد المعالجة بالنتردة، ودخول الهواء، وارتفاع نسبة النيتروجين في فحم الكوك | ثقوب صغيرة مستديرة، غالباً ما تكون متجمعة. | قلل من استخدام السبائك المحتوية على النيتروجين، وحسّن تغطية المصهور، واستخدم أجهزة إعادة الكربنة منخفضة النيتروجين. |
| أول أكسيد الكربون (CO) | إزالة الأكسدة غير الكاملة (الفولاذ)، محتوى الأكسجين العالي، التفاعل بين الكربون والأكسجين | ثقوب تحت سطحية، غالباً ما تكون مستطيلة | تحسين ممارسات إزالة الأكسدة، إضافة عوامل قوية لإزالة الأكسدة (الألومنيوم، السيليكون والكالسيوم)، التحكم في نشاط الأكسجين |
ملخص الإجراءات التصحيحية
- بالنسبة للمسامية الهيدروجينية: جفف جميع مواد الشحن، وسخن المغارف والأدوات مسبقًا، وتجنب الملوثات العضوية، واستخدم ضخ الغاز الخامل (Ar أو N₂) للصلب.
- بالنسبة للمسامية النيتروجينية (الحديد الرمادي/الحديد المطاوع): قلل من استخدام مواد إعادة الكربنة المحتوية على النيتروجين، وتحول إلى مواد رفع الكربون منخفضة النيتروجين، وتجنب سبائك الحديد عالية النيتروجين.
- بالنسبة لمسامية ثاني أكسيد الكربون (الفولاذ): تأكد من إزالة الأكسدة بشكل كامل - إضافة كمية كافية من الألومنيوم أو السيليكون والمنغنيز، والتحقق من ذلك باستخدام مستشعر الأكسجين، وفكر في معالجة الكالسيوم.
- المسامية العامة للغاز: تحسين تغطية المعدن المنصهر لمنع ملامسته للهواء، والتحكم في درجة حرارة الصب (تجنب التسخين الزائد)، وضمان تصميم مناسب للبوابات من أجل تدفق سلس للمعدن.
المجموعة الثانية من العيوب: الانكماش (انكماش التصلب)
تحدث عيوب الانكماش عندما ينكمش المعدن السائل أثناء التصلب ولا تتوفر كمية كافية من المعدن الخام للتعويض. وعلى عكس المسامية، تتميز تجاويف الانكماش بأسطح غير منتظمة وخشنة مع تفرعات مكشوفة.
التعرف البصري
- مظهر: تجاويف غير منتظمة أو زاوية أو متفرعة
- سطح: مظهر خشن، متفرع، بلوري (ليس أملسًا)
- توزيع: تتركز في المناطق التي تتصلب أخيرًا - الأقسام السميكة، أسفل أنابيب الرفع، في المراكز الحرارية
- الأنواع: الانكماش المفتوح (المرئي على سطح الصب) والانكماش الدقيق (الداخلي، الذي يتم اكتشافه عن طريق التصوير الإشعاعي أو التشغيل الآلي)

الأسباب الجذرية الشائعة
- ارتفاع غير كافٍ: قد تكون الرافعات صغيرة جدًا، أو موضوعة بشكل غير صحيح، أو تتجمد قبل اكتمال التغذية.
- ضعف التصلب الاتجاهي: النقاط الساخنة معزولة عن مسارات التغذية، ولا يوجد تدرج حراري باتجاه الأنابيب الصاعدة
- تلقيح منخفض (حديد الزهر): يؤدي ضعف تمدد الجرافيت إلى تقليل قدرة التغذية الذاتية
- ارتفاع درجة الحرارة بشكل مفرط: تؤدي درجات حرارة الصب المرتفعة إلى زيادة حجم الانكماش الكلي
- تركيبة السبيكة غير صحيحة: مكافئ الكربون منخفض جدًا (الحديد الرمادي)، أو عناصر تعزيز الكربيد الزائدة
ملخص الإجراءات التصحيحية
- تصميم القاعدة الصاعدة: قم بزيادة حجم الأنابيب الصاعدة، وأضف أكمامًا عازلة أو مواد طاردة للحرارة، وأعد وضع الأنابيب الصاعدة لتغذية الأجزاء الثقيلة.
- تعديل البوابات: استخدم المبردات لتعزيز التصلب الموجه، وأضف وسائل مساعدة على التغذية، وأعد تصميم النظام للتخلص من النقاط الساخنة المعزولة.
- التطعيم (الحديد الرمادي/الحديد المطاوع): قم بزيادة مستوى التلقيح أو استخدم مُلقِّحًا يحتوي على الباريوم (FeSiBa) لتعزيز تغذية التمدد الجرافيتي. تُعدّ مستويات الباريوم التي تتراوح بين 2 و4% فعّالة بشكل خاص في تقليل الانكماش.
- درجة حرارة الصب: خفض درجة الحرارة الزائدة إلى أدنى مستوى عملي ممكن لقسم الصب.
- تعديل التركيبة: بالنسبة للحديد الرمادي، قم بزيادة مكافئ الكربون إلى 3.9-4.1%؛ بالنسبة للحديد المطاوع، تأكد من مستوى المغنيسيوم المناسب ومكافئ الكربون.
مجموعة العيوب رقم 3: الشوائب (الرمل، الخبث، الخبث)
الشوائب هي مواد غريبة عالقة في المسبوكات - الرمل الناتج عن تآكل القالب، والخبث الناتج عن معالجة المصهور، أو الخبث (الأكاسيد) الناتج عن التفاعلات السطحية.
التعرف البصري
- شوائب الرمل: جزيئات حبيبية فاتحة اللون (بنية أو رمادية أو بيضاء)، غالباً ما تتجمع بالقرب من الأسطح أو في الزوايا
- شوائب الخبث: كتل زجاجية غير منتظمة، داكنة أو فاتحة اللون، غالباً ذات حواف مستديرة، وعادة ما تكون بالقرب من الجزء العلوي من المسبوكة
- شوائب الخبث/الأكسيد: طبقات سطحية رقيقة، غشائية، مجعدة (غالباً داكنة أو معدنية)، أو أغشية داخلية مطوية

الأسباب الجذرية الشائعة
| نوع الإدراج | مصدر | الإجراء التصحيحي الأساسي |
|---|---|---|
| شوائب رملية | تآكل القالب/اللب نتيجة لتدفق المعدن المضطرب، وضعف قوة القالب، والدك غير السليم، وارتفاع درجة حرارة الصب | تقليل الاضطراب (تصميم البوابات)، وزيادة صلابة القالب، واستخدام درجة حرارة صب منخفضة، وتطبيق طلاءات القالب. |
| شوائب الخبث | ضعف إزالة الخبث، وعدم كفاية تغطية الخبث في المغرفة، وإعادة الأكسدة، وانتقال الخبث من المغرفة، وعدم كفاية احتجاز الخبث في البوابات | حسّن ممارسات الكشط، واستخدم أغطية مغارف تقلل من الخبث، وقم بتركيب مصائد للخبث في نظام البوابات، واستخدم مرشحات رغوية خزفية. |
| شوائب الخبث/الأكسيد | التعرض للهواء عند الصهر، وعدم كفاية إزالة الأكسدة (الصلب)، وانخفاض التلقيح (الحديد)، وكسر طبقات السطح أثناء التعبئة المضطربة | تحسين تغطية المصهور، إضافة مواد مزيلة للأكسدة قوية (الألومنيوم، سيليكات الكالسيوم للصلب؛ سيليكات الحديد للحديد)، استخدام التلقيح بالتيار، تقليل اضطراب الصب |
ملخص الإجراءات التصحيحية
- شوائب الرمل: قم بتحسين عملية التعبئة لضمان عدم حدوث اضطرابات (تجنب السقوط الحر، استخدم قنوات مدببة)، وقم بزيادة صلابة القالب، وقم بتطبيق الغسيل أو الطلاء، وخفض درجة حرارة الصب إن أمكن.
- شوائب الخبث: استخدم مرشحات الرغوة الخزفية في نظام البوابات (10-30 نقطة في البوصة)، وصمم مصائد الخبث (امتداد المجرى، مصائد الدوامة)، وحسّن عملية كشط المغرفة، واستخدم مواد تخثر الخبث.
- الخبث (مسبوكات الحديد): زيادة التلقيح (خاصة باستخدام FeSiCa أو FeSiBa)، وتحسين تغطية الذوبان، وتقليل درجة حرارة الصب، واستخدام التلقيح بالتيار لمنع إعادة الأكسدة.
- الخبث (مسبوكات الصلب): تأكد من إزالة الأكسدة بالكامل (معالجة الألومنيوم أو السيليكون والمنغنيز + الكالسيوم)، صب تحت غطاء من الغاز الخامل، استخدم مركبات طاردة للحرارة / ساخنة.
جدول مرجعي بصري سريع
استخدم جدول المرجع السريع هذا للتمييز بين أنواع العيوب في أرضية المصنع:
| السمة | مسامية الغاز | انكماش | شوائب (رمل/خبث) |
|---|---|---|---|
| شكل تجويف | مستدير، كروي، أملس | غير منتظم، زاوي، متفرع | متغيرة - كتل حبيبية أو زجاجية |
| سطح التجويف | ناعم، لامع، مؤكسد | خشن، متفرع، بلوري | غير قابل للتطبيق (جسيمات صلبة) |
| توزيع | متناثرة، موحدة | تتركز في المناطق الساخنة | بالقرب من الأسطح أو في مناطق البوابات |
| المعدغرافيا دراسة المعادن | فراغات مستديرة بدون تفرعات شجرية | فراغات خشنة ذات تفرعات شجرية مكشوفة | جسيمات ذات تركيبات مختلفة |
| كومون فيكس | مواد جافة، إزالة الأكسدة | رافعات، قشعريرة، تطعيم | الفلاتر، الكشط، جودة العفن |
سير عمل منهجي لحل المشكلات
عند مواجهة عيب، اتبع هذا التسلسل:
- افحص العيب بصريًا — أملس ومستدير؟ ← غاز. خشن ومتشعب؟ ← انكماش. جزيئات مضمنة؟ ← شوائب.
- حدد موقع العيب — أعلى المسبوكة؟ ← خبث أو انكماش. أسفل المسبوكة أو الأجزاء الرقيقة؟ ← مسامية غازية. الأجزاء السميكة؟ ← انكماش.
- معايير عملية المراجعة — درجة حرارة الصب، كيمياء الذوبان، ممارسة التلقيح/إزالة الأكسدة، تصميم البوابات.
- إجراء اختبارات تأكيدية - التحليل الحراري (التبريد الفائق)، اختبار التبريد، التصوير الإشعاعي، أو SEM/EDS لتحديد الشوائب.
- تنفيذ الإجراءات التصحيحية — قم بتغيير متغير واحد في كل مرة، وتحقق من النتائج من خلال تشغيل اختبار الصب.
مثال توضيحي: التشخيص الخاطئ للمسامية مقابل الانكماش
واجهت مسبكة تنتج أجسام الصمامات نسبة رفض بلغت 15% بسبب وجود تجاويف داخلية ظاهرة بعد التشغيل. افترض التشخيص الأولي وجود مسامية غازية؛ فقام المشغلون بزيادة إزالة الأكسدة وتجفيف المواد دون جدوى. أظهرت إعادة فحص الصور الشعاعية أن التجاويف غير منتظمة ذات أسطح متفرعة - وهو انكماش نموذجي، وليس غازًا. الإجراء التصحيحي: إضافة مبردات للأجزاء السميكة وزيادة حجم أنبوب الرفع بنسبة 30%. انخفضت نسبة الرفض إلى 3%. الدرس المستفاد: يُعدّ التحديد الصحيح الخطوة الأولى والأكثر أهمية في عملية استكشاف الأخطاء وإصلاحها..
يُحوّل التشخيص الفعال للعيوب إدارة الخردة التفاعلية إلى مراقبة جودة استباقية. فمن خلال التحديد المنهجي لنوع العيب، سواء كان مسامية أو انكماشًا أو شوائب، وتتبعه إلى سببه الجذري، تستطيع مصانع الصب تنفيذ إجراءات تصحيحية مُوجّهة تُقلل من الخردة، وتُحسّن سلامة المسبوكات، وتُخفض التكاليف. تُقدّم شركة برايت ألوويز الدعم لمصانع الصب في مواد تلقيح عالية الجودة من الفيروسليكون، وسبائك إزالة الأكسدة (الألومنيوم، والسيليكون والمنغنيز، وسيليكات الكالسيوم)، ومحاليل الترشيح للمساعدة في القضاء على عيوب الصب الشائعة هذه.