
في صناعة الصلب الحديثة، الخبث هو أكثر بكثير من مجرد طبقة واقية تطفو على الفولاذ المنصهر - إنه مفاعل كيميائي تفاعلي الذي يتحكم في إزالة الكبريت، وامتصاص الشوائب، ومنع إعادة الأكسدة. المعلمة الأكثر أهمية التي تتحكم في أداء الخبث هي القاعدية، والتي يتم التعبير عنها عادةً كنسبة الأكاسيد القاعدية (CaO, MgO) إلى الأكاسيد الحمضية (SiO₂, P₂O₅). الفهم العميق لكيمياء الخبث يسمح لمهندسي المعادن بتصميم خبث يزيد من إزالة الكبريت مع تقليل تآكل البطانة الحرارية والعيوب المرتبطة بالشوائب.
تستكشف هذه المقالة الكيمياء الأساسية لخبث صناعة الصلب، وتفاعلها مع سبائك إزالة الأكسدة، والاستراتيجيات العملية لتحسين القاعدية عبر درجات الصلب المختلفة ومسارات العملية.
ما هي قاعدية الخبث؟ تعريف نسبة CaO/SiO₂
يتم التعبير عن القاعدية (B) بشكل شائع على أنها نسبة الكتلة من CaO إلى SiO₂ في الخبث. تحدد هذه النسبة توفر أيونات الأكسجين الحرة (O²⁻) في مصهور الخبث، والتي تدفع بشكل مباشر تفاعلات إزالة الكبريت وإزالة الفوسفور. تصنف الخبث على النحو التالي:
- الخبث الحمضي (B < 1.0): SiO₂ عالي، CaO منخفض. إزالة كبريت ضعيفة، ولكنها أقل عدوانية على المواد الحرارية الحمضية. نادرًا ما تستخدم في تكرير البوتقة الحديث.
- الخبث المتعادل (B = 1.0–2.0): قدرة معتدلة على إزالة الكبريت. تستخدم أحيانًا لبعض درجات الفولاذ الكربوني.
- الخبث القاعدي (B > 2.0): توفر عالي لـ CaO. إزالة كبريت ممتازة وامتصاص الشوائب. المعيار لإنتاج الفولاذ النظيف.
معظم تطبيقات الفولاذ النظيف، يتراوح نطاق القاعدية المستهدف من 2.5 إلى 4.5، مع قيم أعلى مخصصة لدرجات الفولاذ فائقة الانخفاض في الكبريت (مثل خطوط الأنابيب، المحامل، والفولاذ عالي القوة المتقدم للسيارات).
تفاعل إزالة الكبريت: كيف تقود القاعدية إزالة الكبريت
تتم إزالة الكبريت من الفولاذ عبر تفاعل الخبث-المعدن. يمكن كتابة تفاعل إزالة الكبريت الكلي على النحو التالي:
[S] + (O²⁻) → (S²⁻) + [O]
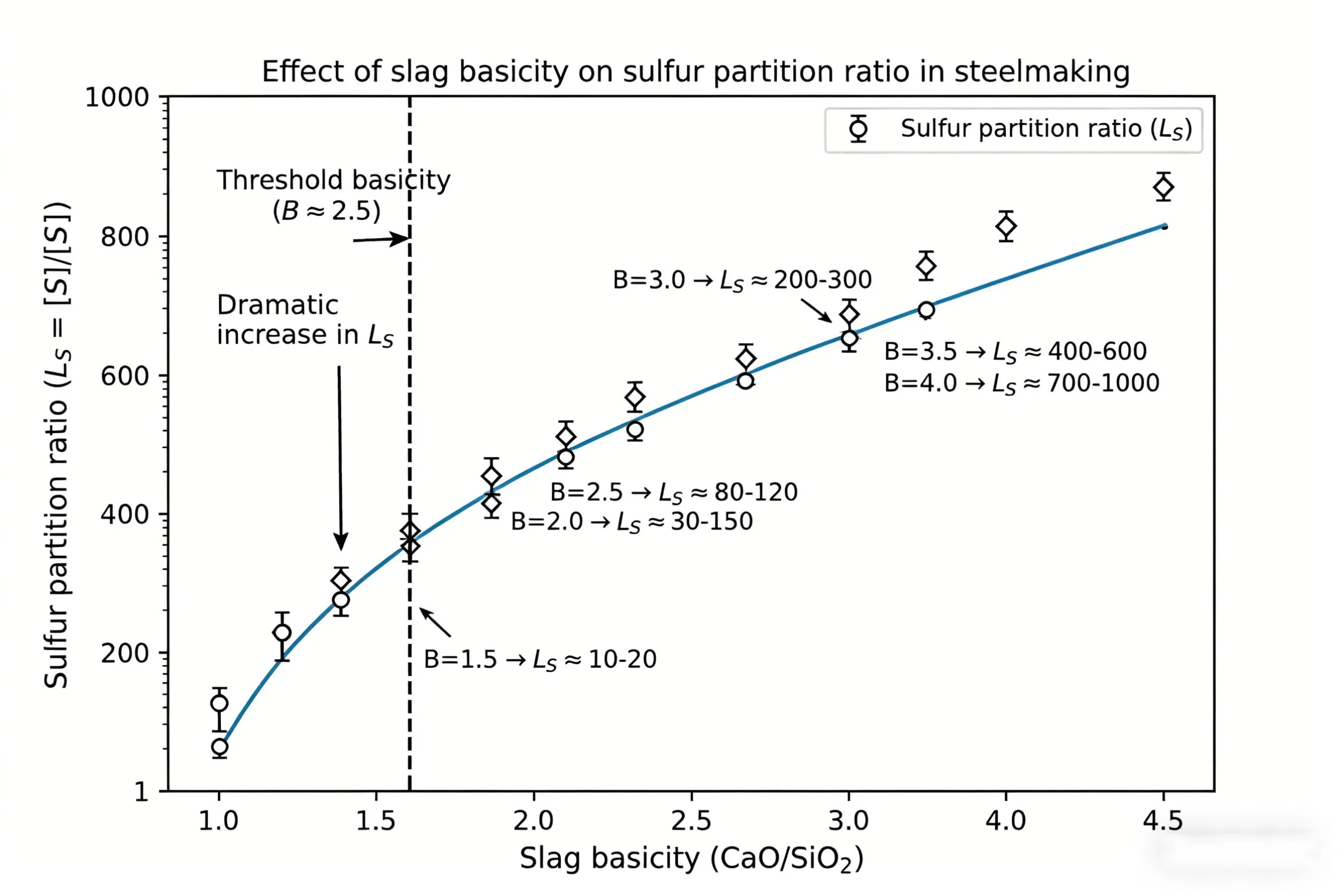
يتم توفير أيونات الأكسجين الحرة (O²⁻) بواسطة الأكاسيد القاعدية، وفي المقام الأول CaO. يزداد معامل توزيع الكبريت (Ls = [%S]الخبث / [%S]الفولاذ) بشكل أسي مع زيادة قاعدية الخبث. تظهر البيانات التجريبية:
- عند B = 1.5، Ls ≈ 20–50 → كبريت نهائي 0.015–0.030%
- عند B = 2.5، Ls ≈ 80–150 → كبريت نهائي 0.008–0.015%
- عند B = 3.5، Ls ≈ 200–400 → كبريت نهائي 0.003–0.008%
ومع ذلك، القاعدية وحدها غير كافية. انخفاض FeO في الخبث (أقل من 1%) والسيولة العالية للخبث ضروريان بنفس القدر لنقل الكبريت السريع إلى واجهة الخبث-المعدن.
تفاعل الخبث-الشوائب: امتصاص نواتج إزالة الأكسدة
عند إضافة مزيلات الأكسدة مثل الألومنيوم أو السيليكون-المنجنيز، فإنها تشكل شوائب أكسيدية (Al₂O₃, MnO·SiO₂). يجب امتصاص هذه الشوائب بواسطة الخبث لمنع احتجازها في الفولاذ المتصلب. تحدد قاعدية الخبث سعة امتصاص الشوائب وكيمياء الشوائب الناتجة.
امتصاص الألومينا (Al₂O₃): الخبث عالي القاعدية (B > 3.0) يذيب الألومينا بسرعة، مكونًا ألومينات الكالسيوم في الخبث. تتبع سعة الامتصاص: يمكن للخبث الغني بـ CaO الاحتفاظ بما يصل إلى 30-40% من Al₂O₃ قبل التشبع، بينما تصبح الخبث الحمضية مشبعة بسرعة، تاركة شوائب الألومينا في الفولاذ.
لإزالة الأكسدة بالسيليكون-المنجنيز: شوائب MnO·SiO₂ الناتجة تكون سائلة ويتم امتصاصها بسهولة أكبر، لكن الخبث القاعدي لا يزال يتفوق على الخبث الحمضي في الإزالة الكلية للشوائب. الحفاظ على خبث قاعدي يمنع أيضًا ارتداد الكبريت والفوسفور من الخبث إلى الفولاذ.
تحسين القاعدية عبر درجات الصلب
تتطلب درجات الصلب المختلفة أهدافًا مختلفة لقاعدية الخبث. فيما يلي دليل عملي:
| درجة الصلب | القاعدية المستهدفة (CaO/SiO₂) | الأهداف الرئيسية | الكبريت النهائي النموذجي (جزء في المليون) |
|---|---|---|---|
| البناء / حديد التسليح | 1.8–2.5 | إزالة الكبريت الأساسية، كفاءة التكلفة | 150–300 |
| هيكلي / HSLA | 2.5–3.5 | إزالة كبريت جيدة + التحكم في الشوائب | 50–120 |
| فولاذ AHSS / DP للسيارات | 3.0–4.0 | نسبة كبريت منخفضة، شوائب نظيفة للتشكيل | 20–50 |
| خطوط الأنابيب (API X70+) | 3.5–4.5 | نسبة كبريت فائقة الانخفاض لمقاومة التشقق الناتج عن الهيدروجين | <15 |
| فولاذ المحامل / اليايات | 3.5–4.5 | أقصى درجات النظافة، عمر إجهاد | <10 |
استراتيجيات عملية للتحكم في القاعدية
يتطلب تحقيق القاعدية المستهدفة والحفاظ عليها هندسة منهجية للخبث. تشمل الممارسات الرئيسية ما يلي:
- التحكم في انتقال خبث البوتقة: تقليل انتقال خبث فرن القوس الكهربائي/محول الأكسجين أثناء الصب (الهدف < 5 كجم/طن). الخبث المؤكسد الذي يحتوي على نسبة عالية من FeO يستهلك مزيلات الأكسدة ويقلل القاعدية.
- إضافة الخبث العلوي: إضافة الجير (CaO) والمواد المكررة الاصطناعية لتحقيق القاعدية المستهدفة. لكل زيادة بنسبة 1% في CaO، ترتفع القاعدية بحوالي 0.3–0.5 وحدة اعتمادًا على مستوى SiO₂.
- إضافة الألومنيوم: إزالة الأكسدة بالألومنيوم تقلل FeO في الخبث وتزيد القاعدية الفعالة بشكل غير مباشر عن طريق خفض الجهد المؤكسد.
- تحسين السيولة: إضافة الفلورسبار (CaF₂) أو الألومينا لضبط لزوجة الخبث عند القاعدية العالية — فالخبث شديد اللزوجة يعيق انتقال الكبريت.
- المراقبة في الوقت الفعلي: استخدام أجهزة XRF أو محللات الخبث المحمولة للتحقق من القاعدية أثناء معالجة البوتقة؛ وضبط إضافات الجير وفقًا لذلك.

المفاضلة: القاعدية مقابل عمر البطانة الحرارية
الخبث عالي القاعدية (B > 4.0) تآكلي للبطانات الحرارية MgO-C و MgO-spinel. التفاعل الكيميائي: MgO(s) + CaO·SiO₂(l) يُشكل سيليكات مغنيسيوم منخفضة نقطة الانصهار، مما يسرع التآكل. لتحقيق التوازن بين عمر البطانة والأداء المعدني:
- للدرجات الروتينية، حافظ على B = 2.5–3.0 — إزالة كبريت كافية مع تآكل معتدل للبطانة.
- للدرجات فائقة الانخفاض في الكبريت، استخدم أوقات معالجة قصيرة وفكر في استخدام خبث مشبع بـ MgO (أضف جير دولوميتي) لتقليل ذوبان MgO.
- طبق رش الخبث بعد الصب لتغليف البطانة بطبقة قاعدية واقية.
دراسة حالة: تحسين خبث فولاذ خطوط الأنابيب
واجه مصنع صلب ينتج خطوط أنابيب API X70 مستويات كبريت غير متناسقة (25–60 جزء في المليون) وفشل عرضي في التشقق الناتج عن الهيدروجين (HIC). تراوحت قاعدية الخبث الأولية بين 2.0 و 3.2 بسبب عدم تناسق إضافة الجير وانتقال خبث محول الأكسجين. بعد تطبيق بروتوكول هندسة الخبث المستهدف — الحد من انتقال الخبث إلى 4 كجم/طن، إضافة 8 كجم/طن من الخبث الاصطناعي عالي CaO، والحفاظ على B = 3.8–4.2 — استقرت مستويات الكبريت تحت 12 جزء في المليون. اجتاز اختبار HIC بدون تشققات، وانخفض عمر البطانة بنسبة 8% فقط، وهي مفاضلة مقبولة مقابل تحسين الجودة.
تحسين قاعدية الخبث ليس مجرد تمرين كيميائي — بل هو رافعة استراتيجية يربط بين ممارسة إزالة الأكسدة، وهندسة الشوائب، وإزالة الكبريت، وإدارة البطانة الحرارية. من خلال فهم التفاعل بين نسبة CaO/SiO₂، وتقسيم الكبريت، وامتصاص الشوائب، يمكن لصانعي الصلب إنتاج صلب أنظف وأقوى وأكثر موثوقية باستمرار. توفر Bright Alloys فيروسيليكون عالي النقاء، وسيليكون منجنيز، وإضافات خبث اصطناعية لدعم كل جانب من جوانب تعدين البوتقة الحديث.