Ferro Silicon 72 (FeSi72) has established itself as the workhorse grade for carbon and low-alloy steel production worldwide. With 72% minimum silicon content and a cost structure that typically runs 8-12% lower than its FeSi75 counterpart, FeSi72 delivers outstanding deoxidation performance for the vast majority of structural, rebar, and commercial steel grades. Understanding how to specify the right trace element profile, match particle size to the metallurgical vessel, and optimize addition practices is the key to unlocking maximum value from this economical alloy. For a broader comparison across the FeSi grade spectrum, see our comprehensive guide on Ferro Silicon Deoxidation: Grade Selection.
While FeSi75 is often specified for premium cleanliness applications, FeSi72 handles an estimated 60-70% of global silicon deoxidation demand. Its slightly lower silicon content is offset by competitive pricing per effective kilogram of silicon, and its trace element profile—particularly the naturally lower calcium levels—can be advantageous in certain continuous casting operations. This guide provides a complete technical framework for specifying, procuring, and optimizing FeSi72 across electric arc furnaces (EAF), basic oxygen furnaces (BOF), ladle furnaces (LF), and foundry applications.
Trace Element Chemistry in FeSi72: What to Specify
The 28% non-silicon fraction in FeSi72 is composed primarily of iron plus a suite of residual elements that profoundly influence steel cleanliness, castability, and final mechanical properties. Unlike FeSi75 where tighter specifications are common, FeSi72 offers a wider—but still controllable—chemistry window that buyers must understand to avoid quality surprises.
Aluminum (Al): The Double-Edged Deoxidizer
Aluminum in FeSi72 typically ranges from 1.0% to 2.5%, and it is both a powerful auxiliary deoxidizer and a potential source of harmful alumina (Al₂O₃) inclusions. For general rebar and structural steel production, aluminum levels of 1.5-2.0% are perfectly acceptable—and in fact beneficial—because the aluminum provides supplementary deoxidation, reducing the need for separate aluminum shot additions. However, for wire rod, cold-heading quality, and HSLA plate grades destined for critical applications, specifying low-Al FeSi72 (Al ≤ 1.0%) is strongly recommended. At this level, the risk of solid alumina cluster formation and subsequent submerged entry nozzle (SEN) clogging is dramatically reduced. When ordering from Bright Alloys, our FeSi72 product specification includes certified aluminum ranges so you can match the chemistry to your cleanliness requirements.
Carbon (C): Low Baseline, Consistent Delivery
Standard FeSi72 carries a carbon content of 0.1-0.3%. For the majority of carbon steel grades (0.15-0.50% C in the final product), this carbon contribution is negligible—a 10 kg/ton FeSi72 addition contributes at most 0.003% to the final carbon level. However, for ultra-low-carbon (ULC) and interstitial-free (IF) steels, even this trace carbon must be accounted for in the overall carbon budget. FeSi72's carbon level is inherently lower than that of some silicon-manganese and ferro-manganese alloys, making it a preferred silicon source when minimizing carbon pickup is a priority.
Calcium (Ca): Natural Advantages of FeSi72
One of the most significant chemical distinctions between FeSi72 and FeSi75 is the calcium content. FeSi72 typically contains 0.3-0.8% Ca, which is substantially lower than the 0.5-1.5% Ca range common in FeSi75. This lower calcium baseline arises from differences in raw material selection and furnace practice during production. The metallurgical implication is twofold: first, there is reduced risk of calcium sulfide (CaS) formation when treating resulfurized free-machining grades; second, there is less calcium-driven modification of alumina inclusions, which can be beneficial when a foundry or steel plant prefers to manage inclusion morphology through separate calcium treatment. For operations that have experienced CaS-related surface quality issues on peritectic-grade slabs, switching from a high-Ca FeSi75 to a standard FeSi72 has resolved the problem without additional process changes.
Phosphorus (P) and Sulfur (S): Purity Standards
High-quality FeSi72 maintains P ≤ 0.05% and S ≤ 0.03% as standard. These limits are adequate for virtually all commercial steel grades. For critical applications—such as sour service line pipe (HIC-resistant) or cryogenic steels—tighter specifications (P ≤ 0.04%, S ≤ 0.02%) can be supplied upon request. The economic advantage of FeSi72 is that these standard purity levels are achieved without the premium pricing associated with FeSi75's often tighter default specifications. For operations producing API line pipe or pressure vessel steels, our FeSi72 material is supplied with full mill test certificates documenting every heat's phosphorus and sulfur levels, ensuring full traceability.
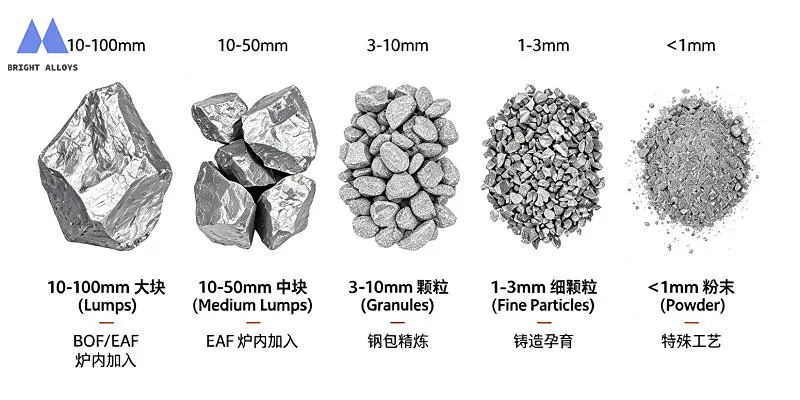
Particle Size Selection: Five Industrial Fractions for FeSi72
FeSi72 is crushed and screened into five primary particle size ranges, each optimized for a specific metallurgical addition method. Selecting the wrong size can cause oxidation losses exceeding 15 percentage points, while the right size routinely achieves recovery rates above 90%.
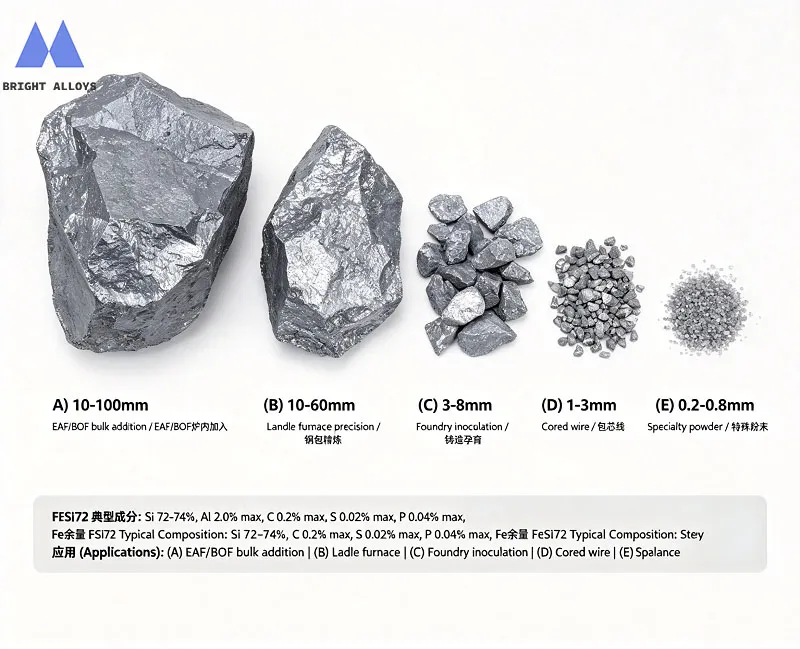
10-100mm: EAF and BOF Bulk Addition
The 10-100mm fraction is the standard for large-scale additions into EAF and BOF vessels where bath depth exceeds 1.5 meters. The larger mass ensures the alloy penetrates through foamy slag layers and reaches the metal bath before dissolving. In EAF operations producing rebar grades, 10-100mm FeSi72 achieves typical silicon recoveries of 85-90%. The key process variable is addition timing: adding FeSi72 after the oxygen blow and after the reducing slag has formed minimizes oxidation by residual FeO in the slag.
10-60mm: Ladle Furnace Precision
For ladle furnace (LF) and BOF tapping additions, the tighter 10-60mm range is the preferred specification. Compared to 10-100mm, this narrower distribution provides more predictable dissolution kinetics under argon stirring. The pieces are large enough to penetrate the ladle slag cover (typically 50-80mm thick) but dissolve completely within 3-5 minutes of gentle argon bubbling at 150-250 NL/min. This size consistently delivers 90-94% recovery for structural and HSLA grades treated in the ladle furnace.
3-8mm: Foundry Inoculation Grade
The 3-8mm fine fraction is the inoculation workhorse in gray and ductile iron foundries. Its uniform, controlled size distribution ensures rapid dissolution in the molten iron stream (typically within 1-2 seconds at 1400-1450°C), promoting consistent nucleation of graphite. For gray iron, FeSi72 at 3-8mm with controlled Ca (0.3-0.6%) and Al (1.0-1.5%) reliably achieves Type A graphite structures. For ductile iron post-magnesium treatment, this size range supports nodule counts exceeding 200 nodules/mm².
1-3mm: Cored Wire Injection
The 1-3mm fraction is packed into cored wire for precision ladle and tundish trimming. The small, uniform particle size allows for consistent wire filling density (typically 230-280 g/m of wire), which in turn ensures predictable feed rates and dissolution behavior. Cored wire injection with 1-3mm FeSi72 achieves 95-100% silicon recovery because the alloy is delivered deep into the steel bath, completely bypassing the slag layer. This method is particularly valuable for final chemistry trim additions where target windows are ±0.02% Si.
0.2-0.8mm: Specialty Powder Applications
The finest 0.2-0.8mm powder is a niche product used in tundish powder formulations for continuous casting and in exothermic riser compounds for foundries. In tundish applications, FeSi72 powder is blended into the covering powder to provide a localized silicon boost that helps prevent reoxidation at the meniscus. This size is not intended for direct bath addition due to high dust losses, but when properly formulated into powder blends, it provides targeted metallurgical benefits at the solidification front.
FeSi72 vs FeSi75: A Practical Comparison for Purchasing Decisions
The decision between FeSi72 and FeSi75 comes down to specific steel grade requirements, cleanliness targets, and economics. The table below provides a direct technical and commercial comparison to guide procurement strategy. For an in-depth look at FeSi75 optimization, see our companion guide on FeSi75 Particle Size & Chemistry Selection.
| Parameter | FeSi72 | FeSi75 | Decision Guidance |
|---|---|---|---|
| Silicon Content | 72-75% | 75-78% | FeSi75 preferred when tight ±0.03% Si aim requires minimum slag dilution |
| Cost per Metric Ton | Base (index) | +8 to 12% | FeSi72 saves $120-180/t; annual savings of $60K-120K for mid-size mill |
| Cost per Effective kg Si | Base (index) | +3 to 6% | FeSi72 wins on pure economic silicon delivered in most market conditions |
| Aluminum Content | 1.0-2.5% | 0.5-2.0% | FeSi75 easier to source at ≤0.5% Al for critical cleanliness grades |
| Calcium Content | 0.3-0.8% | 0.5-1.5% | FeSi72's lower Ca is advantage for peritectic grades; FeSi75 better for Ca-treated heats |
| Carbon Content | 0.1-0.3% | 0.1-0.2% | Both suitable for carbon steels; FeSi75 marginally better for ULC grades |
| Global Availability | Widely available | Widely available | FeSi72 supply chain broader in emerging markets; shorter lead times |
| Best Steel Grades | Rebar, structural, commercial plate, gray/ductile iron | HSLA, automotive sheet, spring steel, bearing steel, tire cord | Choose based on inclusion sensitivity and cleanliness specification |
Application Matrix: FeSi72 Across Steel and Foundry Operations
The following matrix maps eight common industrial scenarios to the optimal FeSi72 specification, covering vessel type, recommended particle size, critical chemistry parameters, and target silicon recovery rates.
| Application / Grade | Vessel | Recommended Size | Chemistry Focus | Target Recovery |
|---|---|---|---|---|
| Rebar (B500B, Grade 60) | EAF / BOF Ladle | 10-100mm | Standard Al (1.5-2.0%), Low P/S | 85-90% |
| Structural Steel (S355, A572) | BOF Tapping / LF | 10-60mm | Moderate Al (1.0-1.5%), Ca 0.3-0.6% | 90-94% |
| EAF Carbon Steel Plate | EAF with LF | 10-100mm | Std Al (1.5-2.0%), S ≤ 0.03% | 87-92% |
| Gray Iron (FC250, GG25) | Pouring Ladle | 3-8mm | Consistent Al (1.0-1.5%), Ca 0.3-0.6% | 94-98% |
| Ductile Iron (GGG40, 65-45-12) | Post-Mg Treatment | 3-8mm | Controlled Ca (0.3-0.5%), Low Al variants | 95-99% |
| Cored Wire Trim Addition | LF / Tundish | 1-3mm | Custom per grade, tight sizing critical | 95-100% |
| Ladle Trim (Final Chemistry) | LF Argon Station | 10-60mm | Low variability Al and Ca batch-to-batch | 92-95% |
| Tundish Powder Blend | Continuous Caster | 0.2-0.8mm | Low P/S, consistent fines percentage | As blended* |
* Tundish powder recovery is not measured as a stand-alone addition; the FeSi72 powder contributes to the overall tundish flux metallurgical function.
Recovery Optimization: Maximizing Silicon Yield with FeSi72
Achieving high silicon recovery is the difference between a cost-effective FeSi72 program and an expensive one. A 5-percentage-point improvement in recovery on a 100-ton heat at 1.5 kg FeSi72 per ton translates to 7.5 kg less alloy per heat—worth approximately $9-12 per heat at current pricing. Across 20 heats per day, 300 operating days, that is $54,000-72,000 in annual savings from a single furnace.
Slag Carryover Control
The single largest controllable factor in silicon recovery is slag carryover from the primary furnace to the ladle. BOF slag typically contains 15-25% FeO, and EAF slag can exceed 30% FeO during oxygen injection. When FeSi72 is added to a ladle with excessive carryover slag, the silicon reacts preferentially with FeO rather than dissolving into the steel:
Si + 2FeO → SiO₂ + 2Fe (ΔG° = −315 kJ/mol at 1600°C)
This reaction is thermodynamically favored and kinetically rapid. Implementing slag dart or slag stopper technology on the BOF, or EBT (eccentric bottom tapping) on the EAF, typically limits carryover slag to less than 3 kg per ton of steel. Operations that reduce carryover from 8 kg/t to 2 kg/t routinely see FeSi72 recovery improvements of 4-7 percentage points.
Addition Timing and Sequence
For BOF tapping, FeSi72 should be added after 20-30% of the tap weight has entered the ladle, ensuring a sufficient heel of steel is present to submerse the alloy. Adding too early risks the alloy landing on the ladle bottom refractory and forming a low-melting fayalite (2FeO·SiO₂) reaction layer. Adding too late—after the slag begins to carry over—exposes the FeSi72 to the oxidizing slag at the worst possible moment. The optimal addition window is 60-120 seconds during the tap, when the ladle is one-third to two-thirds full.
Argon Stirring Protocol
After ladle arrival at the LF or argon station, a soft argon stir (150-250 NL/min through a porous plug) for 3-5 minutes is sufficient to homogenize the silicon distribution. Excessive stirring (>400 NL/min) opens the slag eye and exposes the steel surface to atmospheric reoxidation, counteracting the deoxidation work the FeSi72 has just performed. The stirring intensity should be just enough to create a slight bulge in the slag surface without breaking through.
Process Integration: FeSi72 Across the Steelmaking Flow Path
Upstream: Scrap and Hot Metal Preparation
The quality of FeSi72 performance begins before the alloy ever reaches the steel plant. Scrap quality and hot metal chemistry set the initial oxygen potential of the bath. High-rust scrap or scrap with significant attached scale introduces additional FeO that must be reduced. In BOF operations, hot metal silicon content (typically 0.3-0.8%) provides an in-situ silicon source during the blow; higher hot metal silicon reduces the FeSi72 addition requirement at tapping, but excessive silicon (>1.0%) increases slag volume and refractory wear. The optimal hot metal silicon target for plants using FeSi72 as the primary ladle deoxidizer is 0.4-0.6%.
Mid-Process: The Tapping Addition Window
During BOF tapping, the FeSi72 addition at the 60-120 second mark (as described above) is complemented by adding ferro-manganese and/or silico-manganese later in the tap sequence. Since silicon is a stronger deoxidizer than manganese, adding FeSi72 first establishes the initial deoxidation, and the manganese addition follows to achieve the final Mn specification without competing for dissolved oxygen. For EAF operations, FeSi72 is typically added during tapping after the reducing slag (FeO + MnO < 2%) has been established, or directly into the ladle during tap.
Downstream: Continuous Casting Compatibility
FeSi72's lower calcium content (0.3-0.8%) compared to FeSi75 provides a distinct advantage for peritectic steel grades (0.09-0.17% C). These grades are notoriously sensitive to longitudinal surface cracking during continuous casting, and calcium aluminates with high CaO/Al₂O₃ ratios can exacerbate the problem by altering mold flux properties at the meniscus. Using FeSi72 as the primary silicon source, with its naturally lower calcium contribution, reduces the risk of unfavorable CaO enrichment in the mold flux. Several slab caster operations have documented a 30-40% reduction in peritectic crack index after switching from high-Ca FeSi75 to standard FeSi72, attributing the improvement to more stable mold flux viscosity throughout the casting sequence.
Foundry Operations: FeSi72 in Cast Iron Production
Gray Iron Inoculation with FeSi72
For gray iron production (FC200-FC300 / GG20-GG30 equivalent), FeSi72 at 3-8mm with 1.0-1.5% Al and 0.3-0.6% Ca serves as an effective and economical inoculant. The addition rate is typically 0.2-0.4% by weight of the treated iron, added to the metal stream during transfer from the treatment ladle to the pouring ladle, or directly into the pouring stream at the mold. The key metallurgical functions are: promoting uniform Type A graphite flake distribution, reducing the chilling tendency in thin sections (below 6mm wall thickness), and stabilizing the pearlite/ferrite ratio in the as-cast microstructure. Compared to premium barium-containing inoculants, FeSi72 provides adequate inoculation for general engineering castings at roughly 60-70% of the cost.
Ductile Iron Post-Magnesium Treatment
In ductile iron production, FeSi72 is added as a post-inoculant after magnesium treatment (typically FeSiMg or pure Mg wire injection). The 3-8mm FeSi72 is added at 0.3-0.5% to the metal stream during transfer from the Mg-treatment ladle to the pouring ladle. The inoculation counters the carbide-promoting effect of magnesium and ensures high nodule counts (>150 nodules/mm² for GGG40 / 65-45-12 grades). For critical ductile iron components—such as automotive safety parts and wind turbine castings—a low-aluminum variant of FeSi72 (Al 0.8-1.2%) is recommended to minimize the risk of pinhole defects associated with hydrogen pickup from aluminum-water reactions in the mold.
Troubleshooting Common FeSi72 Performance Issues
Even with proper specification, operational variables can degrade FeSi72 performance. The table below identifies five common symptoms encountered in steel plants and foundries, along with their root causes and corrective actions.
| Symptom | Likely Cause | Corrective Action |
|---|---|---|
| Low silicon recovery (<80%) | Excessive slag carryover; FeSi72 addition too early or too late in tap; undersized particles floating in slag | Implement slag dart/stopper; optimize addition to 60-120s window; switch to 10-100mm for deep bath penetration |
| High silicon variability (±0.05% Si) | Inconsistent particle size distribution; wide batch-to-batch chemistry variation; insufficient argon stirring | Specify tighter size range (e.g. 10-60mm); source from certified supplier with batch traceability; increase argon flow to 200-250 NL/min for 5 min |
| SEN clogging during casting | Aluminum content too high for grade; solid Al₂O₃ cluster formation | Switch to low-Al FeSi72 (Al ≤ 1.0%); consider calcium wire injection for inclusion modification |
| Peritectic surface cracking | CaO enrichment in mold flux from high-Ca ferroalloy; unstable mold flux viscosity | Switch from high-Ca FeSi75 to standard FeSi72 (Ca 0.3-0.8%); monitor mold flux CaO/SiO₂ ratio daily |
| Low nodule count in ductile iron | Incomplete dissolution of oversized FeSi72 particles; late inoculation timing | Use 3-8mm screened fraction; ensure addition within 60 seconds of Mg treatment; verify stream inoculation is hitting the metal stream center |
Economic Analysis: The FeSi72 Value Proposition
The financial case for FeSi72 is compelling when examined through the lens of total cost of ownership rather than simple purchase price. Consider a mid-sized EAF operation producing 500,000 metric tons annually of rebar and structural grades:
Scenario: 5% Recovery Improvement
At a base addition rate of 1.5 kg FeSi72 per ton of steel and a silicon recovery of 85%, the plant consumes 882 metric tons of FeSi72 annually. Improving recovery to 90% reduces consumption to 833 metric tons—a savings of 49 metric tons. At a market price of approximately $1,500 per metric ton for FeSi72, this represents $73,500 in annual direct material savings. When factoring in reduced freight, handling, and inventory carrying costs for 49 fewer tons, the total annual benefit often exceeds $100,000.
Dual-Grade Inventory Strategy
Many progressive steel plants now adopt an 80/20 inventory model: 80% of silicon demand met with FeSi72 (for rebar, structural, commercial plate), and 20% met with FeSi75 (for HSLA, automotive, and cleanliness-critical grades). This strategy captures the unit cost advantage of FeSi72 on the bulk of production while reserving premium FeSi75 for the grades that genuinely require its tighter chemistry and lower aluminum content. Procurement departments implementing this approach report overall ferroalloy cost reductions of 5-8% without any quality degradation. To evaluate this strategy for your specific product mix, visit our FeSi72 product page for current pricing and availability.
Conclusion: A Strategic Approach to FeSi72
FeSi72 is far more than a lower-cost alternative to FeSi75—it is a strategically distinct alloy with its own optimal application space. The key takeaways for metallurgists, purchasing managers, and operations teams are:
Chemistry drives value. Understanding and specifying the aluminum, calcium, carbon, phosphorus, and sulfur levels in FeSi72 is the difference between a commodity purchase and an engineered solution. Standard FeSi72 chemistry is well-suited to 70% of steel production; knowing when to tighten specifications (or switch to FeSi75) is where expertise pays off.
Size matters as much as chemistry. Matching FeSi72 particle size to the metallurgical vessel—10-100mm for EAF, 10-60mm for ladle furnaces, 3-8mm for foundries, 1-3mm for cored wire—directly determines silicon recovery and process stability. A size mismatch can cost 10+ percentage points of recovery.
Recovery is where the money is. A 5-percentage-point improvement in silicon recovery on a mid-size operation delivers six-figure annual savings. Slag carryover control, optimized addition timing, and proper argon stirring are the three highest-return operational improvements.
FeSi72 and FeSi75 are complementary, not competing. An 80/20 inventory strategy captures the economic benefits of FeSi72 while ensuring premium FeSi75 is available when cleanliness demands it. This dual-grade approach is the industry best practice for cost-effective silicon deoxidation.
For a detailed discussion of your specific application requirements—including certified chemistry, particle size availability, and logistics support—visit the Bright Alloys FeSi72 product page or contact our technical team directly.