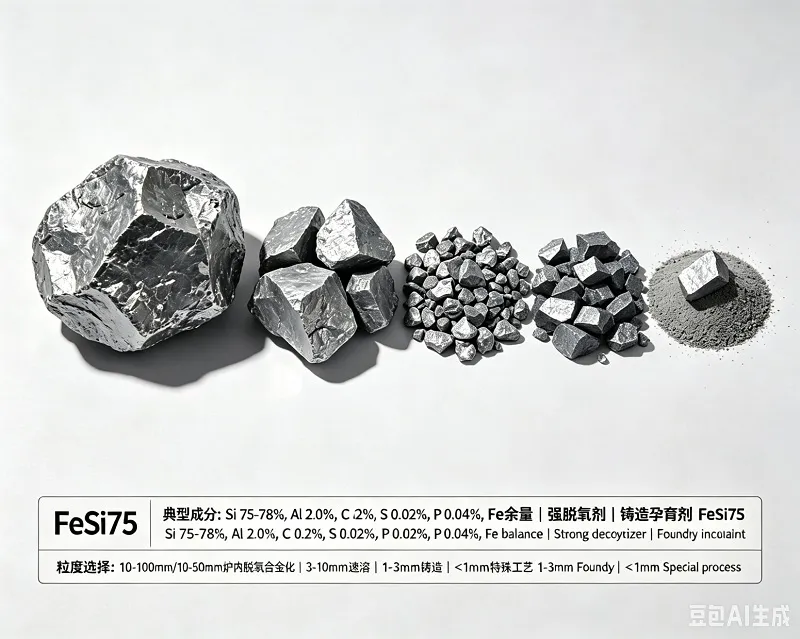
Ferro Silicon 75 (FeSi75) is a cornerstone alloy in steel deoxidation and alloying, but treating it as a simple commodity ignores the significant influence of its residual elements and physical sizing. Achieving maximum silicon recovery isn't just about adding the right weight of alloy — it's about matching the precise aluminum, carbon, calcium, phosphorus, and sulfur levels, along with the correct particle size distribution, to the specific metallurgical vessel and steel grade. A poorly chosen particle size for an electric arc furnace (EAF) can lead to premature oxidation, while the wrong aluminum content in a ladle furnace (LF) can create harmful alumina inclusions in bearing steels. For detailed product specifications including exact chemical composition, particle size options, and packaging details, visit the Bright Alloys FeSi75 product page.
For a foundational understanding of the differences between FeSi grades, refer to our detailed guide on Ferro Silicon Deoxidation: Grade Selection. This article builds on that by focusing specifically on the FeSi75 spectrum, dissecting how its chemical tolerances and particle sizing (10-50mm, 10-100mm, and 3-8mm) interact with different steelmaking equipment and foundry inoculation processes.
The Critical Role of Impurity Elements in FeSi75
While 75% silicon is the primary specification, the remaining 25% is dominated by iron and critical trace elements. Each of these "impurities" plays a distinct metallurgical role that steelmakers can leverage or must mitigate.
Aluminum (Al) Content: Deoxidation Power vs. Inclusion Control
Aluminum is a much stronger deoxidizer than silicon. In FeSi75, aluminum content typically ranges from 0.5% to 2.0%. Higher Al content can boost initial deoxidation efficiency, reducing the need for separate aluminum shots in structural steel production. However, for high-cleanliness steels such as tire cord or spring steel, the formation of solid Al₂O₃ clusters is unacceptable. For these grades, low-aluminum FeSi75 (Al ≤ 0.5%) is mandatory to prevent nozzle clogging and to meet strict inclusion rating requirements.
Carbon (C) Content: A Balancing Act in Alloying
The carbon level in standard FeSi75 is usually low (typically 0.1-0.2%), which makes it suitable for low-carbon steel grades without risking unwanted carburization. In foundry applications, however, a slightly higher and controlled carbon content can be beneficial. When using FeSi75 as an inoculant, the carbon level must be consistent to avoid introducing variability into the cast iron's carbon equivalent, which could affect chill depth and graphite morphology.
Calcium (Ca), Phosphorus (P), and Sulfur (S)
Calcium (typically 0.5-1.5%) is generally beneficial in ladle metallurgy as it modifies alumina inclusions into liquid calcium aluminates, improving castability. However, excess Ca combined with sulfur can generate CaS precipitates, which are detrimental to the corrosion resistance of certain grades. Phosphorus and Sulfur are generally undesirable and are strictly controlled. High-quality FeSi75 maintains P ≤ 0.04% and S ≤ 0.02% to prevent embrittlement or hot shortness in the final steel product. Suppliers like Bright Alloys certify these levels for consistency.
Particle Sizing Strategy: Matching Size to the Metallurgical Vessel
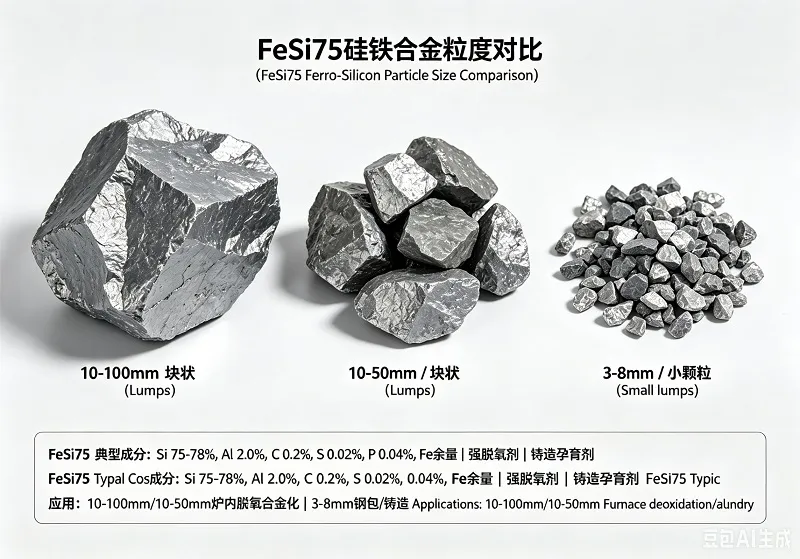
The same FeSi75 chemistry can perform drastically differently if the particle size is incorrect. Size influences dissolution rate, floatation losses, and homogeneity. The three most common industrial particle sizes are 10-50mm, 10-100mm, and 3-8mm.
10-50mm: The Ladle Furnace & Converter Standard
The 10-50mm size range is the workhorse for ladle furnaces (LF) and converter (BOF) tapping. When added to a ladle during tapping or argon rinsing, this size range offers an optimal balance. The pieces are large enough to penetrate the liquid slag layer without floating and oxidizing prematurely, yet small enough to melt rapidly within 3-5 minutes of gentle stirring. This minimizes recovery losses typically associated with fines being carried away by the off-gas system. For general structural steels (S235, S355) requiring FeSi75, 10-50mm is the gold standard for achieving 90-95% silicon recovery.
10-100mm: Electric Arc Furnace (EAF) and Large Converters
For electric arc furnaces and large-scale converters where addition is done into a deep bath with massive energy input, the 10-100mm sizing is preferred. The larger mass ensures the ferroalloy sinks deep into the melt before dissolving, preventing oxidation by the furnace atmosphere or the oxidizing slag above. This is critical in EAF operations where scrap variability leads to fluctuating slag FeO levels. Using a larger, bulkier FeSi75 minimizes the surface area exposed to aggressive, high-FeO slags during the melting phase, safeguarding the silicon recovery rate which can otherwise drop below 85% if fines are used.
3-8mm: Precision Foundry Inoculation and Wire Feeding
The 3-8mm fine size is not typically used for bulk ladle addition due to high dust losses and instant oxidation. However, it is indispensable in foundries and for cored wire injection in secondary metallurgy. In gray iron or ductile iron foundries, FeSi75 in 3-8mm is a premium inoculant. Its fine, consistent size ensures a rapid and uniform dissolution in the molten iron stream, promoting high nodule counts in ductile iron. For precise ladle trimming in steel plants, this size is packed into cored wire, allowing the alloy to be injected deep into the steel bath with pinpoint accuracy and near-100% recovery, avoiding any slag contact whatsoever.
Application Matrix: FeSi75 Across Different Steel Grades and Processes
The following matrix provides a technical reference for selecting the right combination of chemistry and sizing based on the application scenario.
| Application / Steel Grade | Vessel | Recommended Size | Key Chemistry Focus (FeSi75) | Recovery Target |
|---|---|---|---|---|
| Construction / Rebar | EAF / BOF Ladle | 10-100mm or 10-50mm | Standard Al (1.0-1.5%), Low P/S | 88-92% |
| Structural Steel (S355, A572) | LF / BOF Tapping | 10-50mm | Moderate Al (0.5-1.0%), Ca 0.5-1.0% | 90-95% |
| HSLA / Automotive Sheet | LF with argon rinsing | 10-50mm | Low Al (≤0.5%), Controlled Ca | 92-95% |
| Spring Steel (60Si2Mn, 55Cr3) | LF / Vacuum Degassing | 10-50mm or Cored Wire (3-8mm) | Strict Low Al (≤0.5%), Low P (≤0.035%) | 93-96% |
| Bearing Steel (100Cr6, SAE 52100) | LF / RH Degasser | 10-50mm | Ultra-Low Al (≤0.3%), Low Ti/Ca traces | 92-94% |
| Foundry Inoculation (Gray/Ductile Iron) | Pouring stream / Ladle | 3-8mm | Consistent C (~0.1%), Specific Ca and Ba levels | 95-100% |
| Precision Wire Feeding | LF / Tundish | 3-8mm (crushed and screened) | Custom chemistry as per grade need | 98-100% |
Optimizing Recovery: Process Integration with FeSi75
Beyond chemistry and sizing, the addition technique seals the deal. For a 100-ton heat at a typical structural steel mill, upgrading from a generic bulk addition to a precisely sized 10-50mm FeSi75 added during the late-phase of ladle argon stirring can increase recovery by 4-6 percentage points. This is because the right size ensures that the alloy neither floats into the slag layer nor sinks to the ladle bottom before dissolving. For an operation producing 500,000 tons annually, a 5% improvement in silicon recovery translates to tens of thousands of dollars in raw material savings, while simultaneously stabilizing the final silicon chemistry within a tighter range.
Case Example: Ductile Iron Foundry Shift
A foundry producing ductile iron pipes switched from using generic 10-50mm FeSi75 to a dedicated 3-8mm inoculant grade FeSi75 with controlled aluminum (1.2%) and calcium (0.8%). The finer, narrower particle size distribution allowed for more uniform dissolution in the magnesium-treated iron stream. The result was a 15% increase in stable nodule counts and a significant reduction in carbide formation defects, demonstrating that casting applications demand the physical precision that 3-8mm material provides.
The takeaway for steelmaking and foundry professionals is clear: maximizing the value from FeSi75 requires moving beyond a one-size-fits-all approach. By carefully specifying the aluminum, carbon, and calcium content, and matching the particle size to the specific furnace or ladle process, operations can unlock significant cost savings, higher productivity, and superior product quality. As detailed in our comprehensive Ferro Silicon Deoxidation: Grade Selection guide, the strategic choice of alloy pays dividends across the entire steel production chain. To review our complete FeSi75 product line with certified chemical specifications and available particle sizes for your specific application, visit the Bright Alloys FeSi75 product page.