Die Kornfeinung ist eines der kosteneffektivsten metallurgischen Verfahren, die Herstellern von Aluminiumbarren zur Verfügung stehen. Die Zugabe von Al-Ti-B-Vorlegierungen Durch die Umwandlung grober, säulenförmiger Körner (typischerweise AlTi5B1 oder AlTi3B3) werden diese in feine, gleichachsige Strukturen überführt – was die mechanischen Eigenschaften deutlich verbessert, Heißrisse reduziert und die Weiterverarbeitung optimiert. Dennoch schöpfen viele Schmelzbetriebe das volle Potenzial der Kornfeinung nicht aus, da sie ungeeignete Zugabetechniken anwenden, unzureichend rühren oder den Fading-Effekt übersehen.
Dieser Artikel bietet einen praktischen Leitfaden zur Optimierung der Kornfeinung mit Al-Ti-B-Vorlegierungen und behandelt die Auswahl, bewährte Verfahren bei der Zugabe, das Fading-Management sowie die daraus resultierenden Eigenschaftsverbesserungen, die jedes Kilogramm zugesetzter Vorlegierung rechtfertigen.
Warum die Getreideraffination wichtig ist
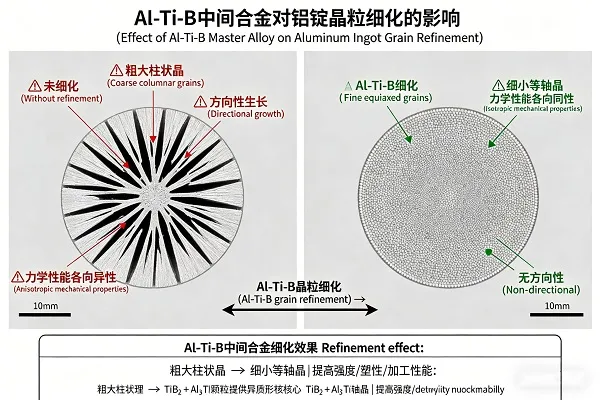
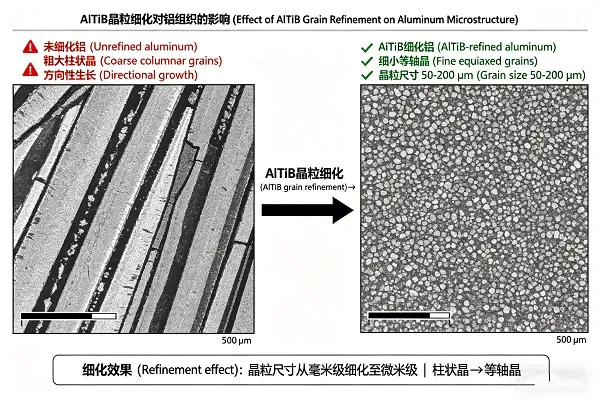
Unraffiniertes Aluminium erstarrt mit großen, säulenförmigen Körnern, die gerichtet von der Formwand aus wachsen. Diese Struktur weist mehrere Nachteile auf:
- Schlechte mechanische Eigenschaften: Grobe Körner verringern die Streckgrenze und die Dehnung.
- Anfälligkeit für Heißrisse: Die säulenförmigen Körner verzahnen sich schlecht, was während der Erstarrung zu Rissen führt.
- Abgrenzung: Große Körner fördern die Mikroseigerung von Legierungselementen
- Uneinheitliches Anodisierungsverhalten: Abweichungen in der Faserorientierung verursachen ein ungleichmäßiges Oberflächenbild.
- Reduzierte Fütterung: Eine mangelhafte intergranulare Zufuhr erhöht die Schrumpfungsporosität
Feine, gleichachsige Körner (typischerweise 100–300 μm Durchmesser) lösen all diese Probleme und führen zu festeren, duktileren und gleichmäßigeren Blöcken.
Der Mechanismus: Wie Al-Ti-B funktioniert
Al-Ti-B-Vorlegierungen enthalten zwei wichtige intermetallische Phasen, die als Keimbildungsstellen für Aluminiumkörner dienen:
- TiB₂ (Titandiborid)-Partikel: Dies sind die primären Keimbildungszentren. TiB₂ besitzt eine ähnliche Kristallstruktur wie Aluminium und eine geringe Gitterfehlanpassung, wodurch es sich hervorragend als heterogenes Keimbildungssubstrat eignet. Die typische TiB₂-Partikelgröße liegt zwischen 0,5 und 3 μm.
- TiAl₃ (Titantrialuminid)-Partikel: Diese lösen sich während der Haltezeit auf und setzen Titan in Lösung frei. Das gelöste Titan verringert die Wachstumsrate der Aluminiumkörner und bietet TiB₂-Partikeln mehr Möglichkeiten zur Keimbildung neuer Körner.
Die Effizienz der Kornfeinung hängt von der Anzahl aktiver TiB₂-Partikel und die gelöster TitangehaltUngeeignete Zugabeverfahren können TiB₂-Partikel deaktivieren (durch Agglomeration oder Sedimentation) oder dazu führen, dass Titan als Oxidschlacke verloren geht.
Auswahl der richtigen Al-Ti-B-Sorte
Zwei kommerzielle Sorten dominieren den Markt für Aluminiumkornfeinung:
| Grad | Zusammensetzung | Ti:B-Verhältnis | Typische Hinzufügungsrate | Beste Anwendungen |
|---|---|---|---|---|
| AlTi5B1 (am häufigsten) | 5 % Ti, 1 % B | 5:1 | 1–3 kg/Tonne | Allgemeine Aluminiumlegierungen, Gießereilegierungen, Strangpressblöcke, Walzblöcke |
| AlTi3B3 (hoher Boranteil) | 3 % Ti, 3 % B | 1:1 | 0,5–1,5 kg/Tonne | Hochsiliziumlegierungen (>7 % Si), Legierungen mit Herausforderungen bei der Kornfeinung, Dünnwandgussteile |
| AlTi5B0.6 (niedriger Bor-Gehalt) | 5 % Ti, 0,6 % B | 8.3:1 | 1–3 kg/Tonne | Speziallegierungen, bestimmte Strangpresslegierungen |
Auswahlrichtlinie: Beginnen Sie für die meisten Anwendungen mit AlTi5B1. Sollten Sie bei hochsiliziumhaltigen Legierungen (>7 % Si) ein Verblassen oder eine unzureichende Oberflächenveredelung feststellen, wechseln Sie zu AlTi3B3. Der höhere Boranteil liefert mehr TiB₂-Partikel für die Keimbildung.
Richtige Additionstechniken: Der Schlüssel zum Erfolg
Das Hinzufügen der Al-Ti-B-Vorlegierung ist nicht einfach nur das Hineinschütten von Stäben oder Waffeln in den Ofen. Befolgen Sie diese bewährten Verfahren:
Zugabetemperatur
- Optimaler Bereich: 710–740 °C
- Zu niedrig (<690°C): Unvollständige Auflösung der Vorlegierung; TiB₂-Partikel dispergieren möglicherweise nicht.
- Zu hoch (>760°C): Beschleunigte Partikelvergröberung (Ostwald-Reifung), verringerte Effizienz, erhöhte Oxidation
Additionsform und Platzierung
- Stabform (19–25 mm Durchmesser): Beim Transfer in den Schmelzstrom geben oder in den Ofen eintauchen. Vermeiden Sie es, das Material auf die Schmelze zu tropfen, wo es auf der Schlackenschicht liegt.
- Waffel- oder Plattenform: Während des Legierens in den Ofen geben. Sicherstellen, dass die Vorlegierung schnell eingetaucht wird; gegebenenfalls eine Tauchglocke verwenden.
- Spulenform (für die Inline-Addition): Während des Gießvorgangs wird kontinuierlich Material in die Gießrinne zugeführt. Dadurch werden unmittelbar vor der Erstarrung frische TiB₂-Partikel bereitgestellt – minimaler Materialverlust.
Rühranforderungen
Umrühren ist unerlässlich. Nach der Zugabe die Schmelze gründlich umrühren. 5–10 Minuten durch mechanisches oder elektromagnetisches Rühren. Unzureichendes Rühren führt zu:
- Agglomeration und Sedimentation von TiB₂-Partikeln
- Ungleichmäßige Korngröße im gesamten Block
- Uneinheitliche Verfeinerung von Hitze zu Hitze
Verblassen verstehen und managen
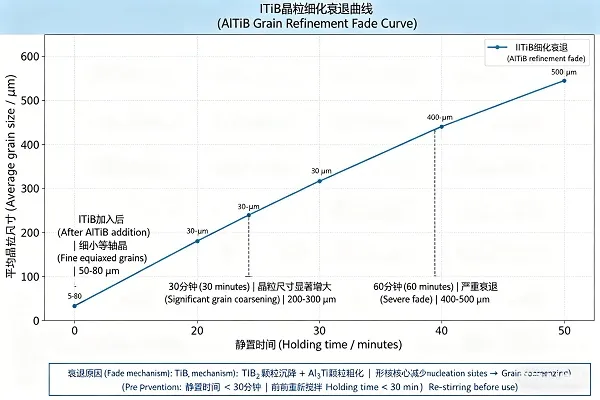
Verblassen ist der fortschreitende Verlust der Kornfeinungswirkung im Laufe der Zeit nach Zugabe der Vorlegierung. Die Wirkungsdauerabnahme ist bedingt durch:
- Partikelsedimentation: TiB₂-Partikel (Dichte 4,5 g/cm³) sind schwerer als Aluminium (2,7 g/cm³) und setzen sich mit der Zeit am Ofenboden ab.
- Partikelagglomeration: TiB₂-Partikel kollidieren und bilden Cluster, wodurch die Anzahl aktiver Nukleationsstellen verringert wird.
- Vergiftung: Bestimmte Elemente (Zr, Cr, Mn, Si in hohen Konzentrationen) können die Oberflächen von TiB₂-Partikeln deaktivieren.
- Verlust an gelöstem Titan: Titan oxidiert zur Schlackenschicht
Zeitlicher Ablauf und Managementstrategien
| Zeit nach der Zugabe | Erwartete Korngröße | Empfohlene Maßnahmen |
|---|---|---|
| 0–15 Minuten (Peakverfeinerung) | 100–200 μm (ausgezeichnet) | Für beste Ergebnisse sofort gießen. |
| 15–30 Minuten | 200–300 μm (gut) | Für die meisten Anwendungen geeignet |
| 30–60 Minuten | 300–500 μm (mittel) | Vor dem Gießen erneut umrühren; gegebenenfalls zusätzliche Vorlegierung erwägen |
| >60 Minuten | 500–1000+ μm (schlecht) | Frisches Vorlegierungsmaterial hinzufügen; Verfahren zur Verkürzung der Haltezeit überarbeiten |
Bewährte Verfahren für das Fade-Management:
- Innerhalb von 15 Minuten gießen der Zugabe von Al-Ti-B, wann immer möglich
- Für längere Haltezeiten: Verwenden Sie die Inline-Zufuhr (Drahtzuführung) direkt in die Wäsche, um ein Ausbleichen vollständig zu verhindern.
- Vor dem Gießen erneut umrühren. Wird die Haltezeit auf über 30 Minuten verlängert, werden abgesetzte TiB₂-Partikel erneut aufgewirbelt.
- Für hochsiliziumhaltige Legierungen (>7 % Si): Verwenden Sie AlTi3B3, das aufgrund seiner höheren Partikeldichte eine bessere Farbbeständigkeit aufweist.
Auswirkungen auf die mechanischen Eigenschaften
Die Hall-Petch-Beziehung (σ_y = σ_0 + k·d^{-1/2}) quantifiziert den Einfluss der Korngröße auf die Streckgrenze. Feinere Körner führen zu festeren Werkstoffen. Bei Aluminiumlegierungen wird durch eine geeignete Kornfeinung typischerweise Folgendes erreicht:
- Erhöhung der Streckgrenze: 15–25 % im Vergleich zu unraffiniertem Material
- Verbesserung der Dehnung: 20–40% Steigerung der Duktilität
- Reduzierung von Tränenfluss: 50–80 % weniger Risse
- Verlängerung der Ermüdungslebensdauer: 2–5-mal längere Laufzeit unter zyklischer Belastung
Bei gegossenen Aluminiumlegierungen (z. B. A356) verbessert die Kornfeinung auch die Zufuhr während der Erstarrung und verringert die Mikroschrumpfungsporosität.
Vergiftung: Was sie ist und wie man sie vermeiden kann
Vergiftung durch Getreideraffination Dies geschieht, wenn bestimmte Elemente in der Legierung die TiB₂-Keimbildungsstellen deaktivieren. Bekannte Eisengifte sind:
- Zirkonium (Zr): Bildet (Ti,Zr)B₂-Partikel mit schlechter Gitteranpassung an Aluminium
- Chrom (Cr): Ähnlicher Vergiftungsmechanismus wie bei Zr
- Mangan (Mn): Leichte Vergiftung bei hohen Konzentrationen (>0,5 %)
- Silizium (Si) in sehr hohen Anteilen (>10%): Kann die Benetzung von TiB₂ reduzieren
Lösungen für vergiftete Legierungen:
- Um Vergiftungen zu überwinden, muss die Zugaberate um 50–100 % erhöht werden.
- Wechsel zu AlTi3B3 (mehr TiB₂-Partikel pro kg)
- Verwenden Sie die Inline-Zugabe (Drahtvorschubgerät), um die Zeit zwischen Zugabe und Erstarrung zu minimieren.
- Bei stark vergifteten Systemen sollten alternative Raffinationsmittel (z. B. Al-Ti-C) in Betracht gezogen werden.
Kornfeinung für verschiedene Aluminiumlegierungsfamilien
| Legierungsfamilie | Zielkorngröße | Empfohlene Al-Ti-B-Qualität | Zugaberate (kg/Tonne) | Besondere Überlegungen |
|---|---|---|---|---|
| 1xxx (reines Al) | 100–200 μm | AlTi5B1 | 1–2 | Leicht zu verfeinern; geringe Zugabe genügt |
| 3xxx (Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Mangan kann leichte Vergiftungen verursachen. |
| 5xxx (Al-Mg) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Keine besonderen Probleme |
| 6xxx (Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | Hervorragendes Ansprechverhalten; verwendet für Strangpressblöcke |
| 7xxx (Al-Zn-Mg) | 120–220 μm | AlTi5B1 | 1.5–3 | Höhere Zr-Werte erfordern möglicherweise eine erhöhte Zugabe |
| Al-Si-Gusslegierungen (A356, A380) | 100–250 μm | AlTi5B1 oder AlTi3B3 | 1–2 (AlTi5B1) oder 0,5–1 (AlTi3B3) | AlTi3B3 bevorzugt für >7% Si |
Qualitätskontrolle: Überprüfung der Effektivität der Getreideraffination
Um eine gleichbleibende Kornfeinung zu gewährleisten, führen Sie folgende Überprüfungsschritte durch:
- Macroetch-Test: Die Barren werden geschnitten und mit 10–20%iger NaOH-Lösung geätzt, um die Kornstruktur sichtbar zu machen. Anschließend werden sie mit Referenzstandards verglichen.
- Lineare Schnittmethode: Messen Sie die durchschnittliche Korngröße gemäß ASTM E112. Die Zielkorngröße hängt von der Legierung und der Anwendung ab, aber im Allgemeinen ist <300 μm für die meisten Blockprodukte akzeptabel.
- Thermische Analyse: Überwachen Sie das Temperaturplateau während der Erstarrung. Raffiniertes Aluminium weist aufgrund der größeren Anzahl an Keimbildungsstellen ein längeres, flacheres Plateau auf.
- Heißrissprüfung: Die verringerte Heißrissbildung bei Gießversuchen bestätigt die effektive Veredelung.
Fallbeispiel: Umwandlung eines Strangpress-Rohlings
Ein Strangpressbetrieb, der 6063-Aluminiumbarren für architektonische Anwendungen herstellt, hatte aufgrund der variierenden Korngröße (300–800 μm) zwischen den Schmelzen mit ungleichmäßigen Strangpressgeschwindigkeiten und einer mangelhaften Oberflächengüte zu kämpfen. Bisher wurde AlTi5B1 mit 1,5 kg/Tonne ohne standardisierte Rühr- oder Fading-Kontrollen zugesetzt.
Nach der Implementierung eines optimierten Kornfeinungsprotokolls:
- Die Zugabe von AlTi5B1 wurde bei 1,5 kg/Tonne beibehalten.
- Die mechanische Rührzeit wurde nach der Zugabe von 2 Minuten auf 8 Minuten erhöht.
- Die Haltezeit vor dem Gießen ist auf maximal 20 Minuten begrenzt.
- Inline-Drahtvorschubgerät für kritische Aufträge installiert
Ergebnisse nach drei Monaten:
- Die Korngröße stabilisierte sich bei 120–180 μm (Variationskoeffizient um 70 % reduziert).
- Die Extrusionsgeschwindigkeit wurde um 18 % erhöht (gleiche Presse, gleiche Düse).
- Die Oberflächenbeschaffenheit wurde auf die Eloxalqualität der Klasse A verbessert.
- Der Ausschuss aufgrund von Oberflächenfehlern sank von 5,2 % auf 1,1 %.
- Jährliche Einsparungen durch weniger Ausschuss und höhere Produktivität: 320.000 US-Dollar
Die Lektion: Die richtige Technik vervielfacht den Wert der Einbettmasse.
Behebung häufiger Probleme bei der Getreideraffination
| Problem | Mögliche Ursachen | Lösungen |
|---|---|---|
| Grobe Körner (>500 μm) | Unzureichende Zugabe, fehlendes Umrühren, übermäßiges Verblassen, Vergiftung | Zugabegeschwindigkeit erhöhen, 5–10 Minuten rühren, innerhalb von 15 Minuten gießen, Zr/Cr-Gehalt prüfen |
| Uneinheitliche Korngröße (bimodale Verteilung) | Schlechte Durchmischung, Partikelagglomeration, lokale Untervermischung | Rührmuster verbessern, Masterlegierung an mehreren Stellen zugeben, elektromagnetisches Rühren verwenden |
| Keine Verbesserung trotz Hinzufügung | Vergiftete Legierung (Zr, Cr), TiB₂-Partikelablagerung, zu niedrige Temperatur | Legierungszusammensetzung prüfen, vor dem Gießen erneut umrühren, Schmelztemperatur >710°C sicherstellen |
| Der Übergang erfolgt zu schnell (<15 Minuten). | Schlechte Partikelverteilung, hoher Siliziumgehalt, niedriger Boranteil | Wechseln Sie zu AlTi3B3, verwenden Sie die Inline-Zugabe und rühren Sie vor jedem Gießvorgang erneut um. |
Al-Ti-B-Vorlegierungen sind die leistungsstärksten und kostengünstigsten Mittel zur Kornfeinung bei der Aluminiumblockherstellung. Ihre Wirksamkeit hängt jedoch maßgeblich von der korrekten Anwendung ab. Durch die Auswahl der richtigen Sorte (AlTi5B1 für die meisten Legierungen, AlTi3B3 für hochsiliziumhaltige oder anspruchsvolle Anwendungen), die Zugabe bei der korrekten Temperatur (710–740 °C), gründliches Rühren (5–10 Minuten), die Kontrolle des Nachschmelzens (innerhalb von 15 Minuten gießen oder erneut rühren) und die Überprüfung der Ergebnisse mittels Makroätztests können Schmelzbetriebe feine, gleichachsige Kornstrukturen erzielen. Diese gewährleisten überlegene mechanische Eigenschaften, reduziertes Heißreißen und eine gleichbleibende Qualität der Chargen. Bright Alloys bietet diese Produkte an. AlTi5B1-, AlTi3B3- und AlTi5B0,6-Vorlegierungen in Stangen-, Waffel- und Spulenform, unterstützt durch metallurgische Expertise zur Optimierung Ihrer Kornfeinungsprozesse.