
Die Produktion von Aluminiumbarren ist ein margensensitives Geschäft mit hohen Stückzahlen, bei dem jeder Prozentpunkt Ausbeute zählt. Dennoch verlieren viele Schmelzbetriebe 5–15 % ihres Metalls durch Krätze, lehnen 2–5 % der Barren aufgrund von Wasserstoffporosität oder Oberflächenfehlern ab und kämpfen mit der Zusammensetzungskonsistenz über die Chargen hinweg. Diese Verluste sind nicht unvermeidbar – sie sind durch disziplinierte Schmelzpraxis, geeignetes Fluxen und Entgasen sowie präzise Legierungskontrolle lösbar.
Dieser Artikel bietet bewährte, praktische Strategien zur Maximierung von Ausbeute und Qualität beim Aluminiumbarrengießen, mit Fokus auf die drei kritischen Hebel: Krätzereduzierung, Beseitigung von Wasserstoffporosität und chemische Zusammensetzungskonsistenz.
Die drei Säulen der Aluminiumbarren-Qualität
Eine erfolgreiche Aluminiumbarren-Produktion ruht auf drei miteinander verbundenen Qualitätssäulen:
- Minimale Krätzbildung — Erhaltung von Metall, das sonst zu Abfall würde
- Freiheit von Porosität — Beseitigung wasserstoffinduzierter Hohlräume, die Umschmelzprobleme und Kundenreklamationen verursachen
- Konsistente Chemie — Einhaltung der Spezifikationsgrenzen Charge für Charge mit minimaler Abweichung
Jede Säule erfordert spezifische Praktiken, aber zusammen bilden sie ein integriertes Qualitätssystem.
Säule #1: Reduzierung der Krätzbildung
Krätze – die oxidreiche Schicht, die sich auf geschmolzenem Aluminium bildet – stellt die größte einzelne Quelle für Metallverluste in Aluminiumschmelzbetrieben dar. Abhängig von Legierung, Ofentyp und Praxis liegt die Krätzebildung zwischen 1 % und über 10 % des Schmelzgewichts. Krätze besteht aus Aluminiumoxid (Al₂O₃) und eingeschlossenem metallischem Aluminium. Der Schlüssel liegt darin, den aus der Krätze zurückgewonnenen Metallanteil zu minimieren und ihre Entstehung ganz zu verhindern.
Mechanismen der Krätzbildung
- Oberflächenoxidation: Geschmolzenes Aluminium reagiert mit der Ofenatmosphäre und bildet eine Al₂O₃-Haut
- Turbulenz: Spritzer und Bewegung beim Chargieren, Rühren und Abstich schließen Luft ein und erhöhen die Oxidation
- Temperatur: Höhere Temperaturen beschleunigen die Oxidation exponentiell – jede 50°C über dem Minimum erhöht die Krätze um 30–50 %
- Verunreinigungen: Magnesium und andere reaktive Elemente erhöhen die Neigung zur Krätzbildung
Bewährte Strategien zur Krätzereduzierung
- Verwenden Sie Deckflussmittel (Salzflussmittel): Eine Schicht Salzflussmittel (NaCl-KCl-Gemisch mit Zusätzen von Fluoriden) auf der Schmelzoberfläche trennt Aluminium von der Luft und reduziert die Oxidation. 3–8 kg pro Tonne Schmelze auftragen.
- Ofentemperatur minimieren: Arbeiten Sie bei der niedrigsten praktikablen Temperatur für die Legierung. Für die meisten Gusslegierungen bei 700–730°C halten, nicht bei 750–780°C.
- Unnötiges Rühren vermeiden: Jeder Rührzyklus zerstört die schützende Oxidhaut und erzeugt neue Oberfläche für Oxidation. Nur rühren, wenn es für die Zusammensetzungsanpassung oder Temperaturgleichmäßigkeit notwendig ist.
- Inertgas-Abdeckung verwenden: Bei hochwertigen Legierungen den Ofen mit Stickstoff oder Argon fluten, um Sauerstoff zu verdrängen. Dies kann die Krätze um 40–60 % reduzieren.
- Krätzenverarbeitung: Verwenden Sie eine Krätzenpresse oder einen rotierenden Salzofen, um 60–80 % des metallischen Aluminiums aus der erzeugten Krätze zurückzugewinnen.

Säule #2: Kontrolle der Wasserstoffporosität
Wasserstoffporosität ist der häufigste innere Fehler bei Aluminiumgussstücken. Wasserstoff löst sich leicht in geschmolzenem Aluminium (Löslichkeit ~0,65 cm³/100g bei 700°C), ist aber in festem Aluminium praktisch unlöslich (Löslichkeit ~0,036 cm³/100g bei 660°C). Beim Erstarren des Aluminiums bildet überschüssiger Wasserstoff Gasblasen, die als Porosität eingeschlossen werden. Diese Hohlräume verringern die mechanischen Eigenschaften, verursachen Undichtigkeiten in druckdichten Gussteilen und führen zu Oberflächenblasen während der Wärmebehandlung.
Quellen von Wasserstoff
- Wasserdampf: Die primäre Quelle – aus feuchter Luft, nassem Schrott, Feuchtigkeit in Flussmitteln oder feuchten Feuerfestmaterialien
- Kohlenwasserstoff-Kontamination: Öl, Fett oder organische Rückstände auf dem Schrotteinsatz
- Hydratisierte Oxide: Aluminiumhydroxid auf Schrottoberflächen setzt beim Erhitzen Wasserdampf frei
Effektive Entgasungsmethoden
| Methode | Typische Wasserstoffreduktion | Am besten geeignet für | Einschränkungen |
|---|---|---|---|
| Lanzenspülung (N₂ oder Ar) durch Graphitlanze | 40–60% Reduktion | Kleine Öfen, Chargenbetrieb | Uneinheitlich, bedienerabhängig |
| Rotationsentgasung | 70–90% Reduktion | Mittelgroße bis große Öfen, Strangguss | Höhere Anschaffungskosten, hervorragende Ergebnisse |
| Inline-Entgasung (rotierend oder poröser Stopfen) | 75–90% Reduktion | Großserien-Strangguss | Kapitalintensiv, erfordert Rinnensystem |
Best Practices für die Rotationsentgasung: Verwenden Sie Argon (bevorzugt) oder Stickstoff mit 10–20 L/min für 10–20 Minuten, abhängig von der Schmelzgröße. Halten Sie die Rührerdrehzahl bei 300–500 U/min. Lassen Sie nach der Entgasung 5–10 Minuten Zeit, damit die Blasen aufsteigen und der Wasserstoff entweichen kann, bevor Sie gießen.
Online-Wasserstoffmessung
Sie können nicht kontrollieren, was Sie nicht messen können. Investieren Sie in Online-Wasserstoffanalysatoren (z. B. ALSCAN, ALSPEK oder Unterdruckprüfung), um den Wasserstoffgehalt vor dem Gießen zu überprüfen. Zielwerte:
- Premium-Luftfahrt/Automobil: <0,10 mL/100g Al
- Allgemeine technische Gussstücke: <0,15 mL/100g Al
- Barren zum Umschmelzen: <0,20 mL/100g Al
Säule #3: Gleichbleibende chemische Zusammensetzung
Die Einhaltung der Spezifikationsgrenzen für Legierungselemente (Si, Fe, Cu, Mn, Mg, Zn, Ti usw.) mit minimalen Abweichungen ist für die Kundenakzeptanz und die nachgelagerte Verarbeitung unerlässlich. Konsistenz erfordert eine präzise Vorlegierungszugabe und eine effektive Schmelzebehandlung.
Best Practices für die Vorlegierungszugabe
Vorlegierungen (z. B. AlSi, AlCu, AlMn, AlTiB, AlSr) ermöglichen im Vergleich zu Reinstmetallen eine effiziente und genaue Zugabe von Legierungselementen. Zu den Best Practices gehören:
- Vorlegierungen vorwärmen auf 200–300°C vor der Zugabe vorwärmen, um Thermoschock und Feuchtigkeit zu vermeiden
- Bei korrekter Temperatur zugeben: 720–750°C für die meisten Vorlegierungen; höhere Temperaturen erhöhen die Oxidation, niedrigere Temperaturen verlangsamen die Auflösung
- Gründlich rühren nach der Zugabe — 5–10 Minuten mechanisches oder elektromagnetisches Rühren gewährleistet Homogenität
- Probenahme und Überprüfung vor dem Gießen; Proben aus mindestens drei Ofenbereichen entnehmen
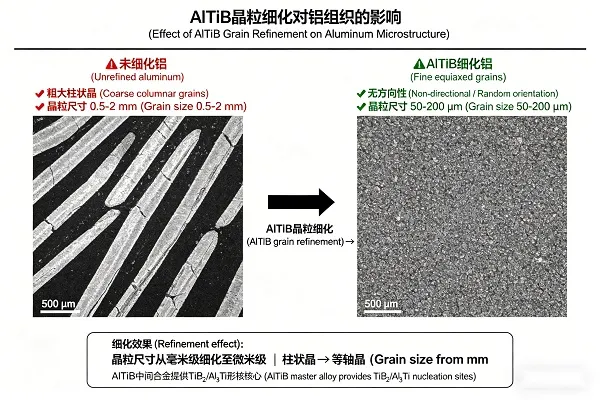
Kornfeinung mit AlTiB
AlTiB (Aluminium-Titan-Bor)-Vorlegierung ist der Industriestandard für die Kornfeinung in Aluminiumlegierungen. Feine, gleichachsige Körner verbessern die Speisung, reduzieren Heißrisse und verbessern die mechanischen Eigenschaften. Typische Zugabemengen:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/t für allgemeine Anwendungen
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 kg/t für höhere Bor-Empfindlichkeit
- Zugabe während des Gießens (Inline) oder 5–10 Minuten vor dem Gießen (Ofen)
- Überbehandlung vermeiden — übermäßiges Ti oder B kann grobe intermetallische Phasen bilden
Modifikation des eutektischen Siliciums (Al-Si-Legierungen)
Für Al-Si-Gusslegierungen (z. B. A356, A380) Strontium (AlSr10) oder Natrium-Modifikation wandelt grobe, spröde Siliciumplättchen in feines faserförmiges eutektisches Silicium um, was die Duktilität dramatisch verbessert. Best Practices:
- AlSr10-Zugabe: 0,2–0,5 kg/t (Ziel 100–300 ppm Sr)
- Zugabe nach der Entgasung (Strontium kann mit Entgasungsgasen reagieren)
- Fading tritt innerhalb von 30–60 Minuten auf — nach der Modifikation zeitnah gießen
Integrierter Arbeitsablauf für die Schmelzpraxis
Für eine gleichbleibende Qualität von Aluminiumbarren befolgen Sie diese bewährte Reihenfolge:
- Einsatzvorbereitung: Trockenes, sauberes Schrott- und Primäraluminium. Öl, Farbe und organische Verunreinigungen entfernen.
- Schmelzen: Überhitzung minimieren — auf 720–740°C schmelzen, 760°C nicht überschreiten.
- Zugabe von Deckelflussmittel: Salzdeckel-Flussmittel (3–5 kg/t) sofort nach dem Schmelzen zugeben, um Oxidation zu verhindern.
- Legieren: Vorlegierungen (AlSi, AlCu, AlMn usw.) bei 730–750°C unter gründlichem Rühren zugeben.
- Probenahme und Analyse: Zusammensetzung überprüfen; ggf. anpassen.
- Entgasung: Rotationsentgasung mit Argon für 10–20 Minuten. Wasserstoff danach messen.
- Kornfeinung: AlTiB (1–2 kg/t) innerhalb von 10 Minuten vor dem Gießen zugeben.
- Modifikation (falls Al-Si-Legierung): AlSr10 (0,2–0,5 kg/t) nach der Entgasung zugeben, innerhalb von 30 Minuten gießen.
- Letztes Abschöpfen: Schlacke unmittelbar vor dem Gießen entfernen.
- Gießen: Gleichmäßige Gießtemperatur und -geschwindigkeit einhalten.
Häufige Fehler und Korrekturmaßnahmen
| Fehler | Visuelle/sensorische Anzeige | Ursache | Korrekturmaßnahme |
|---|---|---|---|
| Übermäßige Oxidschlacke | Dicke, trockene Schlackenschicht; geringe Ausbeute | Hohe Temperatur, Luftkontakt, kein Deckelflussmittel | Temperatur senken, Deckelflussmittel zugeben, Inertgasschutz verwenden |
| Wasserstoffporosität | Lunker auf Bruchfläche oder im Röntgenbild | Feuchter Schrott, feuchte Atmosphäre, unzureichende Entgasung | Schrott vorwärmen, Flussmittel trocknen, Rotationsentgasung mit Argon, Online-H₂-Messung |
| Grobe Kornstruktur | Große säulenförmige Körner auf geätzter Oberfläche | Keine Kornfeinung, niedrige Abkühlrate | AlTiB-Vorlegierung zugeben (1–2 kg/t) |
| Oberflächenblasenbildung | Blasen nach der Wärmebehandlung | Gelöster Wasserstoff, der sich während der Lösungsglühung ausdehnt | Wasserstoff vor dem Gießen reduzieren, mit Unterdruckprüfung verifizieren |
| Zusammensetzung außerhalb der Spezifikation | Chemie außerhalb der Kundengrenzen | Schlechtes Mischen, falsche Vorlegierungszugabe, Seigerung | Verbessertes Rühren, vorgewärmte Vorlegierungen, mit Spektrometer verifizieren |
Fallbeispiel: Steigerung der Ausbeute von 88% auf 95%
Eine Sekundäraluminiumhütte mit einer Jahresproduktion von 40.000 Tonnen A356-Legierungsbarren arbeitete mit einer Schmelzausbeute von 88% – 12% Verlust durch Schlacke und andere Faktoren. Nach der Implementierung eines umfassenden Verbesserungsprogramms, das Folgendes umfasste:
- Erhöhung der Salzdeckel-Flussmittelanwendung von 2 auf 6 kg/t
- Senkung der Ofentemperatur von 760°C auf 720°C Haltetemperatur
- Ersatz der Lanzenspülung durch Rotationsentgasung
- Standardisierung der AlTiB-Kornfeinung
- Einführung der Schlackenpressung zur Rückgewinnung von Metall aus der Schlacke
Ergebnisse nach sechs Monaten:
- Schmelzausbeute gestiegen von 88% auf 94,5% (6,5% Verbesserung)
- Jährlich zusätzlich verkaufbares Metall: 2.600 Tonnen
- Kundenreklamationen wegen Porosität von 4,2% auf 0,7% gesunken
- Jährliche Einsparungen: 4,5 Millionen US-Dollar bei aktuellen Aluminiumpreisen
- Amortisationszeit für Entgaser und Schlackenpresse: 8 Monate
Die Maximierung von Ausbeute und Qualität bei der Aluminiumbarrenproduktion erfordert systematische Aufmerksamkeit für Schlackenreduzierung, Wasserstoffkontrolle und Zusammensetzungskonsistenz. Durch die Umsetzung der hier beschriebenen Best Practices – Deckelflussmittel, reduzierte Temperaturen, effektive Entgasung, Präzision bei Vorlegierungen und Kornfeinung – können Aluminiumschmelzereien Metallverluste reduzieren, Porositätsfehler beseitigen und Barren liefern, die die anspruchsvollsten Spezifikationen erfüllen. Bright Alloys liefert Aluminium-Vorlegierungen (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), Kornfeiner und Entgasungsflussmittel zur Unterstützung aller Aspekte der hochwertigen Aluminiumbarrenproduktion.