
Die Herstellung von Aluminiumbarren ist ein volumenstarkes, margensensibles Geschäft, in dem jeder Prozentpunkt Ausbeute zählt. Dennoch verlieren viele Schmelzbetriebe 5–15 % ihres Metalls durch Schlacke, scheiden 2–5 % der Barren aufgrund von Wasserstoffporosität oder Oberflächenfehlern aus und kämpfen mit einer gleichbleibenden Zusammensetzung über verschiedene Schmelzen hinweg. Diese Verluste sind nicht unvermeidbar – sie lassen sich durch disziplinierte Schmelzverfahren, korrekte Flussmittelzufuhr und Entgasung sowie präzise Legierungskontrolle vermeiden.
Dieser Artikel bietet bewährte, praktische Strategien zur Maximierung von Ausbeute und Qualität beim Aluminiumbarrenguss, wobei der Fokus auf den drei entscheidenden Hebeln liegt: Reduzierung von Schlacke, Beseitigung von Wasserstoffporosität und Konsistenz der chemischen Zusammensetzung.
Die drei Säulen der Aluminiumbarrenqualität
Eine erfolgreiche Aluminiumbarrenproduktion beruht auf drei miteinander verbundenen Qualitätssäulen:
- Minimale Schlackenbildung — Erhaltung von Metall, das sonst zu Abfall werden würde
- Freiheit von Porosität — Beseitigung von durch Wasserstoff verursachten Hohlräumen, die zu Problemen beim Wiedereinschmelzen und zu Kundenreklamationen führen
- Konstante Chemie — Einhaltung der Spezifikationsgrenzen bei jedem Heizvorgang mit minimalen Abweichungen
Jede Säule erfordert spezifische Vorgehensweisen, zusammen bilden sie jedoch ein integriertes Qualitätssystem.
Säule Nr. 1: Reduzierung der Schlackenbildung
Schlacke – die oxidreiche Schicht, die sich auf geschmolzenem Aluminium bildet – ist die größte Einzelursache für Metallverluste in Aluminiumschmelzen. Je nach Legierung, Ofentyp und Verfahren variiert die Schlackenbildung zwischen 1 % und über 10 % des Schmelzgewichts. Schlacke besteht aus Aluminiumoxid (Al₂O₃) und eingeschlossenem metallischem Aluminium. Entscheidend ist es, den aus der Schlacke gewonnenen Metallanteil zu minimieren und ihre Bildung gänzlich zu verhindern.
Mechanismen der Schlackenbildung
- Oberflächenoxidation: Geschmolzenes Aluminium reagiert mit der Ofenatmosphäre und bildet eine Al₂O₃-Haut
- Turbulenz: Durch Spritzen und Bewegungen beim Befüllen, Rühren und Klopfen wird Luft eingeschlossen und die Oxidation verstärkt
- Temperatur: Höhere Temperaturen beschleunigen die Oxidation exponentiell – jede 50 °C über dem Minimum erhöhen die Schlackenmenge um 30–50 %.
- Verunreinigungen: Magnesium und andere reaktive Elemente erhöhen die Neigung zur Schlackenbildung.
Bewährte Strategien zur Reduzierung von Schlacke
- Verwenden Sie Deckflüsse (Salzfluss): Eine Schicht aus Salzflussmittel (NaCl-KCl-Gemisch mit Fluoridzusätzen) auf der Schmelzoberfläche trennt das Aluminium von der Luft und reduziert so die Oxidation. Es werden 3–8 kg pro Tonne Schmelze verwendet.
- Ofentemperatur minimieren: Die Verarbeitung sollte bei der niedrigstmöglichen Temperatur für die Legierung erfolgen. Für die meisten Gusslegierungen empfiehlt sich eine Temperatur von 700–730 °C anstatt 750–780 °C.
- Unnötiges Umrühren vermeiden: Jeder Rührzyklus bricht die schützende Oxidschicht auf und erzeugt neue Oberfläche für die Oxidation. Rühren Sie nur, wenn dies zur Einstellung der Zusammensetzung oder zur Gewährleistung einer gleichmäßigen Temperatur erforderlich ist.
- Inertgasabdeckung verwenden: Bei hochwertigen Legierungen sollte der Ofen mit Stickstoff oder Argon gespült werden, um den Sauerstoff zu verdrängen. Dadurch kann die Schlackenbildung um 40–60 % reduziert werden.
- Schlackenverarbeitung: Mit einer Schlackenpresse oder einem Drehrohrofen können 60–80 % des metallischen Aluminiums aus der entstehenden Schlacke zurückgewonnen werden.

Säule Nr. 2: Kontrolle der Wasserstoffporosität
Wasserstoffporosität ist der häufigste innere Defekt in Aluminiumgussteilen. Wasserstoff löst sich leicht in geschmolzenem Aluminium (Löslichkeit ca. 0,65 cm³/100 g bei 700 °C), ist aber in festem Aluminium praktisch unlöslich (Löslichkeit ca. 0,036 cm³/100 g bei 660 °C). Beim Erstarren des Aluminiums bilden sich aus überschüssigem Wasserstoff Gasblasen, die als Poren eingeschlossen werden. Diese Hohlräume beeinträchtigen die mechanischen Eigenschaften, verursachen Leckagen in druckdichten Gussteilen und führen bei der Wärmebehandlung zu Blasenbildung an der Oberfläche.
Wasserstoffquellen
- Wasserdampf: Die Hauptursache – feuchte Luft, nasser Schrott, Feuchtigkeit in Flussmitteln oder feuchte Feuerfestmaterialien
- Kohlenwasserstoffverunreinigung: Öl, Fett oder organische Rückstände auf dem Schrott
- Hydratisierte Oxide: Aluminiumhydroxid auf Schrottoberflächen setzt beim Erhitzen Wasserdampf frei.
Effektive Entgasungsmethoden
| Verfahren | Typische Wasserstoffreduktion | Am besten geeignet für | Einschränkungen |
|---|---|---|---|
| Entgasung mit einer Graphitlanze (N₂ oder Ar). | 40–60% Reduzierung | Kleinöfen, Chargenbetrieb | Inkonsistent, bedienerabhängig |
| Entgasung von Rotationslaufrädern | 70–90% Reduzierung | Mittelgroße bis große Öfen, Stranggießen | Höhere Gerätekosten, hervorragende Ergebnisse |
| Inline-Entgasung (Dreh- oder poröser Stopfen) | 75–90% Reduzierung | Stranggießen in großen Mengen | Kapitalintensiv, erfordert ein Geldwäschesystem |
Bewährte Verfahren für die Rotationsentgasung: Verwenden Sie Argon (bevorzugt) oder Stickstoff mit einer Durchflussrate von 10–20 l/min für 10–20 Minuten, abhängig von der Schmelzkorngröße. Halten Sie die Rührerdrehzahl bei 300–500 U/min. Lassen Sie nach dem Entgasen 5–10 Minuten warten, damit Blasen aufsteigen und Wasserstoff entweichen kann, bevor Sie gießen.
Online-Wasserstoffmessung
Was man nicht messen kann, kann man nicht kontrollieren. Investieren Sie in Online-Wasserstoffanalysatoren (z. B. ALSCAN, ALSPEK oder Unterdruckprüfung), um den Wasserstoffgehalt vor dem Gießen zu überprüfen. Zielwerte:
- Premium-Luft- und Raumfahrt/Automobilindustrie: <0,10 ml/100 g Al
- Allgemeine technische Gussteile: <0,15 ml/100 g Al
- Barren zum Umschmelzen: <0,20 ml/100 g Al
Säule Nr. 3: Gleichbleibende chemische Zusammensetzung
Die Einhaltung der Spezifikationsgrenzen für Legierungselemente (Si, Fe, Cu, Mn, Mg, Zn, Ti usw.) mit minimalen Abweichungen ist für die Kundenakzeptanz und die Weiterverarbeitung unerlässlich. Konsistenz erfordert eine präzise Dosierung der Vorlegierung und eine effektive Schmelzebehandlung.
Bewährte Verfahren zur Zugabe von Masterlegierungen
Vorlegierungen (z. B. AlSi, AlCu, AlMn, AlTiB, AlSr) ermöglichen im Vergleich zu reinen Metallen eine effiziente und präzise Zugabe von Legierungselementen. Zu den bewährten Verfahren gehören:
- Vorwärmen der Vorlegierungen Vor der Zugabe auf 200–300 °C erhitzen, um Temperaturschocks und Feuchtigkeit zu vermeiden.
- Bei der richtigen Temperatur hinzufügen: 720–750 °C für die meisten Vorlegierungen; höhere Temperaturen erhöhen die Oxidation, niedrigere Temperaturen verlangsamen die Auflösung.
- Gründlich umrühren Nach der Zugabe – 5–10 Minuten mechanisches oder elektromagnetisches Rühren gewährleisten Homogenität
- Probenahme und Überprüfung Vor dem Gießen Proben von mindestens drei Ofenstellen entnehmen.
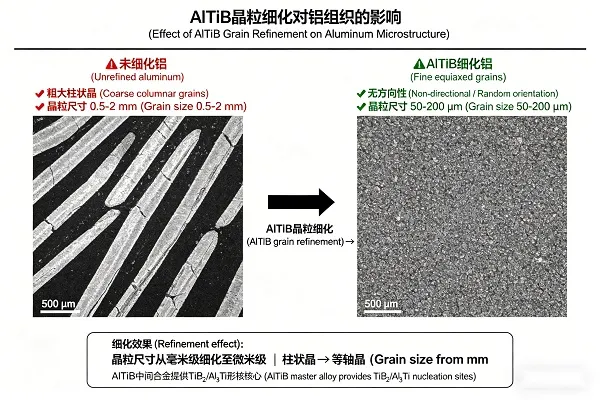
Kornfeinung mit AlTiB
AlTiB (Aluminium-Titan-Bor) Vorlegierung ist der Industriestandard für die Kornfeinung von Aluminiumlegierungen. Feine, gleichachsige Körner verbessern die Zuführung, reduzieren Heißrisse und verbessern die mechanischen Eigenschaften. Typische Zugabemengen:
- AlTi5B1 (5 % Ti, 1 % B): 1–3 kg/Tonne für allgemeine Anwendungen
- AlTi3B3 (3 % Ti, 3 % B): 0,5–1,5 kg/Tonne für höhere Borempfindlichkeit
- Beim Gießen (inline) oder 5–10 Minuten vor dem Gießen (Ofen) hinzufügen.
- Überbehandlung vermeiden – überschüssiges Ti oder B kann grobe intermetallische Phasen bilden.
Modifizierung von eutektischem Silizium (Al-Si-Legierungen)
Für Al-Si-Gusslegierungen (z. B. A356, A380), Strontium (AlSr10) oder Natrium-Modifikation Verwandelt grobe, spröde Siliziumflocken in feines, faseriges eutektisches Silizium und verbessert so die Duktilität deutlich. Bewährte Verfahren:
- AlSr10-Zusatz: 0,2–0,5 kg/Tonne (Zielwert 100–300 ppm Sr)
- Nach dem Entgasen hinzufügen (Strontium kann mit den Entgasungsgasen reagieren).
- Das Verblassen erfolgt innerhalb von 30–60 Minuten – nach der Modifizierung umgehend abwerfen.
Integrierter Schmelzprozess-Workflow
Für eine gleichbleibende Qualität der Aluminiumbarren befolgen Sie diese bewährte Vorgehensweise:
- Vorbereitung der Ladung: Trockene, saubere Aluminiumabfälle und Primäraluminium. Öl, Farbe und organische Verunreinigungen entfernen.
- Schmelzen: Minimieren Sie die Überhitzung – schmelzen Sie auf 720–740°C, vermeiden Sie ein Überschreiten von 760°C.
- Flussmittelzugabe: Unmittelbar nach dem Schmelzen Salz als Flussmittel (3–5 kg/Tonne) hinzufügen, um Oxidation zu verhindern.
- Legieren: Die Vorlegierungen (AlSi, AlCu, AlMn usw.) werden bei 730–750 °C unter gründlichem Rühren zugegeben.
- Probenahme und Analyse: Zusammensetzung prüfen; gegebenenfalls anpassen.
- Entgasung: Entgasen Sie den Rotationsentgaser 10–20 Minuten lang mit Argon. Messen Sie anschließend den Wasserstoffgehalt.
- Getreideveredelung: AlTiB (1–2 kg/Tonne) innerhalb von 10 Minuten nach dem Gießen zugeben.
- Modifikation (falls Al-Si-Legierung): Nach dem Entgasen AlSr10 (0,2–0,5 kg/Tonne) zugeben, innerhalb von 30 Minuten gießen.
- Letzter Überblick: Entfernen Sie die Schlacke sofort vor dem Gießen.
- Besetzung: Gleichmäßige Gießtemperatur und Gießgeschwindigkeit beibehalten.
Häufige Mängel und Korrekturmaßnahmen
| Defekt | Visuelle/sensorische Anzeige | Grundursache | Korrekturmaßnahme |
|---|---|---|---|
| Oxidschlacke (übermäßig) | Dicke, trockene Schlackenschicht; geringe Ausbeute | Hohe Temperatur, Lufteinwirkung, kein Schutzfluss | Temperatur reduzieren, Flussmittel hinzufügen, Inertgasabdeckung verwenden |
| Wasserstoffporosität | Nadellöcher auf der Bruchfläche oder im Röntgenbild | Feuchte Abfälle, feuchte Atmosphäre, unzureichende Entgasung | Schrott vorwärmen, trockene Flussmittel, Rotationsentgasung mit Argon, Online-H₂-Messung |
| Grobkörnige Struktur | Große, säulenförmige Körner auf der geätzten Oberfläche | Keine Kornfeinung, niedrige Abkühlgeschwindigkeit | AlTiB-Vorlegierung hinzufügen (1–2 kg/Tonne) |
| Oberflächenblasenbildung | Blasenbildung nach der Wärmebehandlung | Gelöster Wasserstoff dehnt sich während der Lösungsbehandlung aus | Wasserstoff vor dem Gießen reduzieren, Überprüfung mit Unterdruckprüfung |
| Zusammensetzung außerhalb der Spezifikation | Chemie außerhalb der Kundengrenzen | Schlechte Vermischung, falsche Zugabe der Vorlegierung, Entmischung | Verbesserte Rührung, vorgewärmte Vorlegierungen, Überprüfung mit Spektrometer |
Fallbeispiel: Steigerung der Rendite von 88 % auf 95 %
Eine Sekundäraluminiumhütte mit einer Jahresproduktion von 40.000 Tonnen A356-Legierungsbarren arbeitete mit einer Schmelzausbeute von 88 % – 12 % gingen durch Schlacke und andere Faktoren verloren. Nach der Umsetzung eines umfassenden Verbesserungsprogramms, das Folgendes umfasste:
- Die Ausbringung von Streusalz wurde von 2 auf 6 kg/Tonne erhöht.
- Ofentemperatur von 760 °C auf 720 °C reduziert, Haltetemperatur
- Die Rotationsentgasung ersetzte die Lanzenentgasung.
- AlTiB-Kornfeinung standardisiert
- Schlackenpressung zur Rückgewinnung von Metallen aus Schlacke
Ergebnisse nach sechs Monaten:
- Die Schmelzausbeute stieg von 88 % auf 94,5 % (Verbesserung um 6,5 %).
- Jährlich zusätzlich verkaufsfähiges Metall: 2.600 Tonnen
- Die Kundenreklamationen aufgrund von Porosität sanken von 4,2 % auf 0,7 %.
- Jährliche Einsparungen: 4,5 Millionen US-Dollar zu den jeweils geltenden Aluminiumpreisen
- Amortisationszeit für Entgasungsanlage und Schlackenpresse: 8 Monate
Um Ausbeute und Qualität bei der Herstellung von Aluminiumbarren zu maximieren, ist eine systematische Reduzierung der Schlacke, die Kontrolle des Wasserstoffgehalts und eine gleichbleibende Zusammensetzung unerlässlich. Durch die Anwendung der hier beschriebenen Best Practices – Flussmittel, reduzierte Temperaturen, effektive Entgasung, präzise Vorlegierungen und Kornfeinung – können Aluminiumhütten Metallverluste minimieren, Porenfehler beseitigen und Barren liefern, die höchsten Ansprüchen genügen. Bright Alloys liefert Aluminium-Vorlegierungen (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), Kornfeinungsmittel und Entgasungsflussmittel um jeden Aspekt der Herstellung hochwertiger Aluminiumbarren zu unterstützen.