Silicium ist das wichtigste Legierungselement in Aluminiumgusslegierungen. Über 85 % aller Aluminiumgussteile werden aus Al-Si-Legierungen hergestellt – von A356-Autofelgen bis zu A380-Motorblöcken. Diese Dominanz ist kein Zufall: Silicium verbessert die Gießleistung erheblich und bietet gleichzeitig eine außergewöhnliche Kombination aus Festigkeit, Duktilität und Korrosionsbeständigkeit.
Dieser Artikel erklärt, wie der Siliciumgehalt das Verhalten von Aluminiumlegierungsbarren während des Gießens und die resultierenden physikalischen Eigenschaften der fertigen Bauteile beeinflusst. Ob Sie Barren für den Sandguss, Kokillenguss oder Druckguss spezifizieren – das Verständnis der Rolle von Silicium ist für die Qualitäts- und Kostenkontrolle unerlässlich.
Warum Silicium? Die metallurgische Begründung
Silicium wird Aluminiumgusslegierungen aus mehreren grundlegenden Gründen zugesetzt:
- Hervorragende Gießbarkeit: Silicium verbessert die Fließfähigkeit drastisch, sodass die Schmelze dünne Querschnitte und komplexe Formhohlräume füllen kann
- Geringe Schrumpfung: Al-Si-Legierungen haben einen engen Erstarrungsbereich (insbesondere nahe der eutektischen Zusammensetzung), wodurch Heißrissbildung und Lunkerporosität reduziert werden
- Leichtbauweise: Silicium (Dichte 2,33 g/cm³) ist leichter als Aluminium (2,70 g/cm³), daher reduziert ein höherer Siliciumgehalt das Gussgewicht
- Gute mechanische Eigenschaften: Siliciumpartikel verstärken die Legierung bei gleichzeitiger Aufrechterhaltung der Duktilität (insbesondere nach Modifikation)
- Hervorragende Korrosionsbeständigkeit: Silicium verbessert das Passivierungsverhalten
- Niedrige Wärmeausdehnung: Hochsiliciumhaltige Legierungen haben reduzierte Wärmeausdehnungskoeffizienten, ideal für Präzisionsbauteile
Die Quelle: Hochreines Siliciummetall zum Legieren
Die Qualität von Aluminium-Silicium-Gusslegierungen beginnt mit dem Siliciummetall, das als Legierungszusatz verwendet wird. Für hochwertige Aluminiumgussteile ist hochreines Siliciummetall unerlässlich, um unerwünschte Verunreinigungen zu vermeiden, die die mechanischen Eigenschaften und die Gießbarkeit beeinträchtigen können. Bright Alloys liefert eine vollständige Palette von Siliciummetallsorten, die für die Aluminiumlegierungsproduktion geeignet sind:
- Siliciummetall Sorte 97 (mind. 97 % Si) – Eine wirtschaftliche Option für Aluminiumgusslegierungen des allgemeinen Gebrauchs, bei denen keine maximale Reinheit erforderlich ist
- Siliciummetall Sorte 331 (99,3 % Si) – Standardsorte für die meisten Aluminium-Silicium-Gusslegierungen, die Reinheit und Kosten ausgleicht
- Siliciummetall Sorte 441 (99,1 % Si, niedriger Fe-, Al-, Ca-Gehalt) – Bevorzugt für hochwertige Gussteile, die eine gleichbleibende Chemie und einen reduzierten Eisengehalt erfordern
- Siliciummetall Sorte 553 (98,5 % Si) – Weit verbreitet für Standard-Gießereilegierungen, bietet ein gutes Preis-Leistungs-Verhältnis für die Serienproduktion
- Siliciummetall Sorte 1101 (99,7 % Si, extrem niedrige Verunreinigungen) – Für Luft- und Raumfahrt sowie Hochleistungsgussteile, die maximale Reinheit und Konsistenz erfordern
Die Auswahl der Siliciummetallsorte wirkt sich direkt auf die Verunreinigungsgrade der endgültigen Legierung aus – insbesondere Eisen, Calcium und Aluminium –, was wiederum die Gießfließfähigkeit, das Anodisierungsverhalten und die mechanischen Eigenschaften beeinflusst.
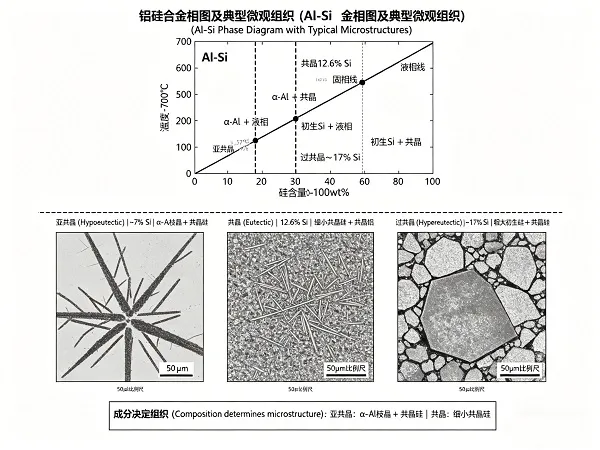
Das Al-Si-Phasendiagramm: Untereutektisch, Eutektisch und Übereutektisch
Das Aluminium-Silicium-Phasendiagramm ist die Grundlage für das Verständnis dieser Legierungen. Das Hauptmerkmal ist der eutektische Punkt bei 12,6 % Silicium und 577 °C.
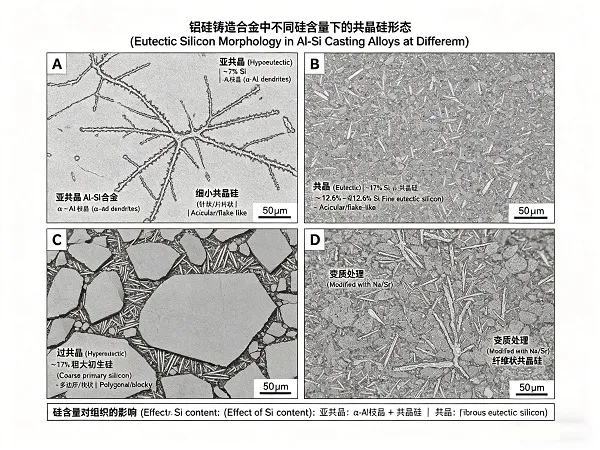
Untereutektische Legierungen (< 12,6 % Si)
Beispiele: A356 (7 % Si), A357 (7 % Si), A319 (6 % Si), A356.2 (7 % Si)
Mikrostruktur: Primäre Aluminiumdendriten + Al-Si-Eutektikum in interdendritischen Bereichen
Eigenschaften: Gute Duktilität, hervorragende Kombination aus Festigkeit und Dehnung, weit verbreitet für Strukturgussteile, die Druckdichtheit und gute Ermüdungseigenschaften erfordern. Die Modifikation mit Strontium oder Natrium ist Standardpraxis, um nadelförmige Siliciumpartikel in eine faserige Morphologie umzuwandeln, wodurch die Duktilität um das 2- bis 3-fache verbessert wird.
Eutektische Legierungen (12,6 % Si)
Beispiele: A413 (12 % Si), LM6 (12 % Si)
Mikrostruktur: Vollständig eutektisch – feine Mischung aus Aluminium und Silicium
Eigenschaften: Maximale Fließfähigkeit, minimale Schrumpfung, hervorragende Druckdichtheit, gute Korrosionsbeständigkeit. Beste Gießbarkeit aller Al-Si-Legierungen. Mittlere Festigkeit und Duktilität (durch Modifikation verbessert). Ideal für komplexe dünnwandige Gussteile, Hydraulikkomponenten und komplizierte Druckgussteile.
Übereutektische Legierungen (> 12,6 % Si)
Beispiele: A390 (17 % Si), A390.1 (17-18 % Si), A391 (19 % Si)
Mikrostruktur: Primäre Siliciumkristalle + Al-Si-Eutektikum
Eigenschaften: Sehr niedrige Wärmeausdehnung (17-19 ppm/°C), hervorragende Verschleißfestigkeit, hohe Härte, gute Warmfestigkeit. Primäre Siliciumpartikel wirken als harte verschleißfeste Phasen. Erfordert eine spezielle Verarbeitung (Phosphorimpfung) zur Verfeinerung des primären Siliciums. Schwierig zu bearbeiten (erfordert Diamantwerkzeuge). Verwendet für Motorblöcke, Kolben, Zylinderlaufbuchsen und verschleißfeste Komponenten.
Auswirkung auf die Gießleistung
Fließfähigkeit (Fließverhalten der Schmelze)
Die Fließfähigkeit steigt mit dem Siliciumgehalt bis zum eutektischen Punkt an und nimmt dann ab. Bei 0 % Si hat Aluminium eine schlechte Fließfähigkeit. Bei 7 % Si (A356) verbessert sich die Fließfähigkeit um etwa 50 % im Vergleich zu reinem Aluminium. Bei 12 % Si (A413) erreicht die Fließfähigkeit ihr Maximum – etwa 100 % besser als reines Aluminium. Aus diesem Grund werden für dünnwandige Druckgussteile (1-2 mm Wandstärke) typischerweise naheutektische Legierungen verwendet.
Heißrissneigung (Rissbildung)
Heißrisse entstehen, wenn der erstarrende Werkstoff Kontraktionsspannungen nicht aufnehmen kann. Der enge Erstarrungsbereich eutektischer Legierungen (nur ~5 °C) minimiert die Heißrissneigung. Untereutektische Legierungen mit 5-9 % Si haben eine mittlere Heißrissneigung. Legierungen unter 3 % Si (z. B. 2xxx-Serie) sind stark anfällig und werden selten im Sand- oder Kokillenguss verwendet.
Schwindung und Speisung
Die gesamte Erstarrungsschwindung nimmt mit steigendem Siliciumgehalt ab: Reines Aluminium: ~6,6 % Volumenschwindung. A356 (7 % Si): ~4,5 % Schwindung. A413 (12 % Si): ~3,8 % Schwindung. A390 (17 % Si): ~3,0 % Schwindung. Geringere Schwindung bedeutet kleinere Speiser, höhere Ausbeute und weniger Porosität.
Auswirkung auf physikalische und mechanische Eigenschaften
| Eigenschaft | Niedriger Si-Gehalt (<5 %) | Mittlerer Si-Gehalt (5-9 %) | Hoher Si-Gehalt (12-18 %) | Praktische Bedeutung |
|---|---|---|---|---|
| Zugfestigkeit (im Gusszustand) | Niedrig (~120-150 MPa) | Gut (~180-240 MPa) | Mäßig (~150-200 MPa) | Untereutektisch bietet die beste Festigkeit nach Wärmebehandlung (A356-T6: 310 MPa UTS) |
| Dehnung (Duktilität) | Hoch (~10-15 %) | Gut (~5-12 %) | Niedrig (~1-3 %) | Höherer Si-Gehalt reduziert die Duktilität; Veredelung stellt bei untereutektischen Legierungen etwas Duktilität wieder her |
| Härte (Brinell) | Niedrig (~30-40 HB) | Mäßig (~60-90 HB) | Hoch (~100-150 HB) | Übereutektische Legierungen hervorragend für Verschleißanwendungen |
| Dichte (g/cm³) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | Gewichtseinsparung von 1-3 % durch eutektische Legierungen (die Verwendung von höherreinem Grade 441 oder 553 Siliciummetall hilft, niedrige Verunreinigungsgrade zu halten und gleichzeitig diese Dichtevorteile zu erzielen) |
| Wärmeausdehnungskoeffizient (10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | Hoher Si-Gehalt reduziert die Wärmeausdehnung – entscheidend für Kolben und Präzisionskomponenten |
| Wärmeleitfähigkeit (W/m·K) | ~200 | ~150-170 | ~120-140 | Niedrigere Leitfähigkeit mit höherem Si-Gehalt – für die meisten Gussteile akzeptabel, aber bei Wärmetauschern zu berücksichtigen |
Siliciummorphologie: Gusszustand vs. veredelt
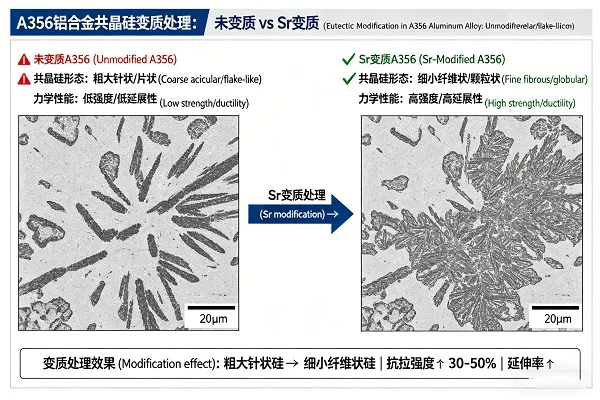
Die Form der Siliciumpartikel beeinflusst die mechanischen Eigenschaften dramatisch. In unveredelten untereutektischen Legierungen bildet Silicium grobe, nadelförmige Plättchen, die als Spannungskonzentratoren wirken und die Duktilität auf 2-4 % Dehnung begrenzen.
Veredelung (0,005-0,03 % Sr- oder Na-Zugabe) wandelt nadelförmiges Silicium in eine feine faserige Morphologie um. Ergebnisse: Dehnung steigt von 3 % auf 10-12 % (A356). Zugfestigkeit steigt um 15-25 %. Ermüdungslebensdauer verbessert sich um das 2-5-fache. Bruchzähigkeit verdoppelt sich. Aus diesem Grund werden in modernen Gießereien praktisch alle untereutektischen Al-Si-Gusslegierungen veredelt. Die Wirksamkeit der Veredelung hängt teilweise von der Reinheit der Siliciumquelle ab – hochreines Grade 1101 Siliciummetall (99,7 % Si) minimiert störende Verunreinigungen, die die Veredelungsreaktion vergiften können.
Gängige Aluminium-Silicium-Gusslegierungen
| Legierung | Si (%) | Typ | Typische Anwendungen | Schlüsseleigenschaften |
|---|---|---|---|---|
| A356 / A356.2 | 6.5-7.5% | Untereutektisch | Autoräder, Fahrwerkskomponenten, Strukturgussteile, Luftfahrtbeschläge | Hervorragendes Festigkeits-Gewichts-Verhältnis nach T6-Wärmebehandlung (310 MPa UTS, 10 % Dehnung). Beste Allzweck-Gusslegierung. Erfordert Sr-Veredelung. Beste Ergebnisse mit Grade 441 oder 331 Siliciummetall. |
| A357 | 6.5-7.5% | Untereutektisch | Luftfahrtgussteile, Hochleistungsautomobilteile, Militärkomponenten | A356 mit höherem Mg-Gehalt (0,5-0,7 %) für höhere Festigkeit nach Wärmebehandlung (345 MPa UTS). Premiumlegierung. Erfordert hochreines Grade 1101 Siliciummetall für die Luftfahrtzertifizierung. |
| A319 | 5.5-6.5% | Untereutektisch | Motorzylinderköpfe, Ansaugkrümmer, Getriebegehäuse, Pumpen | Gute Warmfestigkeit, ausgezeichnete Druckdichtheit, gute Zerspanbarkeit. Enthält Cu (3-4 %) für Festigkeit. |
| A380 | 7.5-9.5% | Untereutektisch (naheutektisch) | Druckgussteile – Elektronikgehäuse, Gehäuse für Elektrowerkzeuge, Kfz-Halterungen, Gerätekomponenten | Beste Druckgusslegierung: hervorragende Fließfähigkeit, gute Festigkeit, gute Korrosionsbeständigkeit. 80 % aller Aluminiumdruckgussteile sind aus A380. |
| A413 | 11-13% | Eutektisch / naheutektisch | Dünnwandige Druckgussteile, Hydraulikkomponenten, komplizierte Formen, druckdichte Gussteile | Maximale Fließfähigkeit, ausgezeichnete Druckdichtheit, minimale Schwindung. Geringere Festigkeit als A356, aber überlegene Gießbarkeit. |
| A390 | 16-18% | Übereutektisch | Motorblöcke (einige), Kolben, Zylinderlaufbuchsen, Verdichterkomponenten, Verschleißringe | Sehr hohe Verschleißfestigkeit, geringe Wärmeausdehnung, hohe Härte. Erfordert spezielle Handhabung (P-Impfung, Diamantwerkzeuge). Hochreines Grade 97 oder 553 Siliciummetall wird typischerweise für diese hochsiliciumhaltigen Legierungen verwendet. |
Einfluss von Silicium auf die Weiterverarbeitung
Wärmebehandelbarkeit
Untereutektische Legierungen (A356, A357) sprechen hervorragend auf T5-, T6- und T7-Wärmebehandlungen an. Lösungsglühen löst Mg₂Si-Ausscheidungen auf, gefolgt von Auslagern zur Bildung feiner Ausscheidungshärtung. Eutektische Legierungen (A413) zeigen nur eine minimale Reaktion auf Wärmebehandlung (kein Mg). Übereutektische Legierungen werden typischerweise im Gusszustand (T1) oder mit begrenzter Auslagerung verwendet.
Zerspanbarkeit
Niedriger Si-Gehalt (<5 %): Klebrig, schlechte Spanbildung, Aufbauschneide. Mittlerer Si-Gehalt (5-9 %): Gute Zerspanbarkeit mit geeigneten Werkzeugen. Hoher Si-Gehalt (12-18 %): Abrasiv, erfordert Hartmetall- oder Diamantwerkzeuge, liefert aber hervorragende Oberflächengüte. Übereutektische Legierungen (A390) gehören zu den abrasivsten Aluminiumlegierungen, können aber auf spiegelähnliche Oberflächen gebracht werden. Der Eisengehalt in Siliciummetall (niedriger in Grade 441 und 331) beeinflusst die Standzeit der Werkzeuge bei Zerspanungsvorgängen erheblich.
Schweißbarkeit
Nimmt mit steigendem Siliciumgehalt ab. A356/A357 haben eine gute Schweißbarkeit (WIG, MIG). A380/A413 haben eine schlechte Schweißbarkeit aufgrund des hohen Silicium- und Kupfergehalts – nicht für strukturelles Schweißen empfohlen.
Praktischer Legierungsauswahl-Leitfaden
Verwenden Sie dieses Entscheidungsframework, um die optimale Al-Si-Gusslegierung für Ihre Anwendung auszuwählen:
- Benötigen Sie maximale Duktilität und Festigkeit nach der Wärmebehandlung? → A356 oder A357 (6,5-7,5 % Si) mit T6-Wärmebehandlung. Spezifizieren Sie Grade 441 oder 331 Siliciummetall für optimale Ergebnisse.
- Benötigen Sie komplexe, dünnwandige Druckgussteile mit guten Eigenschaften im Gusszustand? → A380 (8-9 % Si) für allgemeinen Druckguss; A413 (11-13 % Si) für extreme Dünnwandigkeit. Grade 553 Siliciummetall ist die Standardwahl.
- Benötigen Sie Verschleißfestigkeit und geringe Wärmeausdehnung? → A390 (16-18 % Si) übereutektisch. Grade 97 Siliciummetall bietet eine wirtschaftliche Siliciumquelle für diese hochsiliciumhaltigen Legierungen.
- Benötigen Sie Warmfestigkeit (Motoranwendungen)? → A319 (5,5-6,5 % Si) mit Cu-Zusatz
- Benötigen Sie Druckdichtheit für Hydraulikkomponenten? → A413 (eutektisch) oder A356 (mit sorgfältiger Speisung)
- Benötigen Sie eine Luftfahrtzertifizierung mit maximaler Reinheit? → A357 mit Grade 1101 Siliciummetall (99,7 % Si, extrem niedrige Verunreinigungen)
Fallbeispiel: Auswahl einer Legierung für Autoräder
Ein Hersteller von gegossenen Aluminium-Autorädern evaluierte drei Kandidatenlegierungen: A380 (9 % Si), A356 (7 % Si) und A413 (12 % Si). Anforderungen: hohe Festigkeit für die Sicherheit, gute Duktilität für die Schlagzähigkeit, hervorragende Oberflächengüte für das kosmetische Erscheinungsbild und die Fähigkeit, dünne Speichen (5 mm Querschnitte) zu gießen. Ergebnisse: A380 bot gute Gießbarkeit, aber begrenzte Duktilität (3-5 % Dehnung) und schlechte Wärmebehandlungsreaktion. A413 bot hervorragende Gießbarkeit, aber geringere Festigkeit (200 MPa UTS). A356 mit Sr-Veredelung und T6-Wärmebehandlung lieferte 310 MPa UTS, 10 % Dehnung und akzeptable Gießbarkeit mit geeigneter An schnitttechnik. Die Gießerei spezifizierte Grade 441 Siliciummetall für seinen konstant niedrigen Eisengehalt, der die Duktilität und die Anodisierkonsistenz verbesserte. A356 wurde ausgewählt – was zeigt, dass die beste Gießbarkeit nicht immer gewinnt; die Eigenschaftsanforderungen treiben die Auswahl, und die Qualität des Siliciummetalls ermöglicht diese Eigenschaften direkt.
Der Siliciumgehalt ist die wichtigste einzelne Variable bei der Entwicklung von Aluminiumgusslegierungen. Vom untereutektischen A356 für Strukturgussteile über das eutektische A413 für dünnwandige Druckgussteile bis hin zum übereutektischen A390 für verschleißfeste Komponenten steuert Silicium die Fließfähigkeit, die Heißrissbeständigkeit, die Schwindung, die mechanischen Eigenschaften und das Verhalten bei der Weiterverarbeitung. Durch das Verständnis des Al-Si-Phasendiagramms und der mit verschiedenen Siliciumgehalten verbundenen Kompromisse können Gießereien und Gusskäufer die optimale Legierung für jede Anwendung auswählen – unter Abwägung von Gießbarkeit, Kosten und Endkomponentenleistung. Die Grundlage jedes hochwertigen Aluminium-Silicium-Gussteils ist hochreines Siliciummetall. Bright Alloys liefert eine vollständige Palette von Siliciummetall-Qualitäten — Grade 97, 331, 441, 553, und 1101 – mit zertifizierter Chemie, um die anspruchsvollen Anforderungen von Aluminiumgießereien weltweit zu erfüllen.