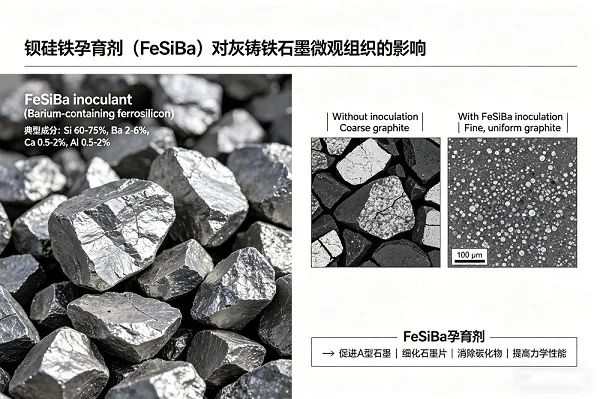
Für Graugießereien, die einen gleichmäßigen Graphit Typ A, die Vermeidung von Karbidbildung in dünnen Querschnitten und verlängerte Haltezeiten ohne Einwirkungsverlust anstreben, bariumhaltige Ferrosilizium-Impfmittel (FeSiBa) stellen einen bedeutenden Fortschritt gegenüber Standard-Ferrosilizium dar. Barium ist nicht nur ein Ersatz für Kalzium – es bietet klare metallurgische Vorteile, die die hartnäckigsten Herausforderungen beim Grauguss adressieren.
Dieser Artikel untersucht die Wissenschaft hinter der überlegenen Keimbildungswirkung von Barium, seiner bemerkenswerten Einwirkzeitbeständigkeit und den praktischen Vorteilen, die FeSiBa zum Impfmittel der Wahl für anspruchsvolle Graugussanwendungen gemacht haben – insbesondere Dünnwandguss, komplexe Geometrien und lange Gießsequenzen.
Die Herausforderung: Grenzen der Standard-Ferrosilizium-Impfung
Das Standard-75% Ferrosilizium (FeSi)-Impfmittel ist seit Jahrzehnten das Arbeitstier der Gießerei. Seine Grenzen sind jedoch gut dokumentiert:
- Schnelle Einwirkzeitverkürzung: Keimbildungsstellen beginnen innerhalb von 5–8 Minuten nach Zugabe zu verschwinden, was ein schnelles Gießen erfordert
- Schlechte Karbidkontrolle in dünnen Querschnitten: Wandstärken unter 6 mm zeigen oft Graphit Typ D/E oder Karbidbildung
- Begrenzte Speisung zur Lunkerbildung: Minimale Graphitexpansion während der Erstarrung
- Querschnittsempfindlichkeit: Erhebliche Eigenschaftsunterschiede zwischen dicken und dünnen Gussbereichen
Bariumhaltige Impfmittel adressieren jede dieser Einschränkungen direkt durch eine einzigartige Keimbildungschemie und erweiterte Stabilität.
Der Mechanismus: Wie Barium die Keimbildung verbessert
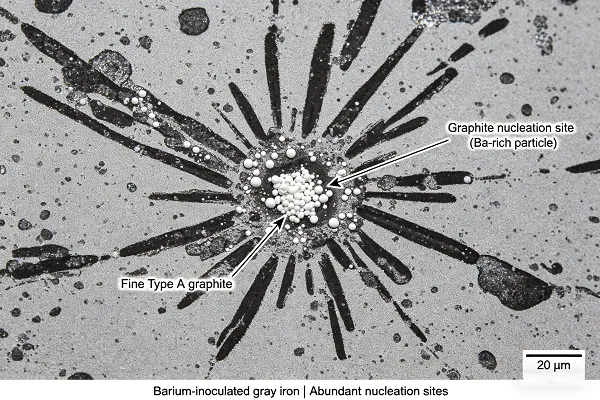
Die Wirksamkeit der Impfung hängt von der Anzahl und Stabilität der Graphitkeimbildungssubstrate ab. Barium trägt durch mehrere Mechanismen bei:
1. Bildung stabiler Keimbildungsverbindungen
Barium im Impfmittel (typischerweise 1–6% Ba) bildet hochstabile Verbindungen, die als wirksame Graphitkeimbildungsstellen dienen:
- Bariumoxid (BaO): Bildet stabile, feine Dispersionen mit hervorragender kristallografischer Anpassung an Graphit
- Bariumsulfid (BaS): Besonders wirksam in Eisen mit moderatem Schwefelgehalt (0,05–0,10% S)
- Bariumalumosilikate (BaAl₂Si₂): Komplexe feuerfeste Verbindungen mit hoher thermischer Stabilität
Diese Bariumverbindungen bleiben bei höheren Temperaturen stabiler als kalziumbasierte Keimbildungsstellen und bieten eine größere Keimbildungsdichte und Beständigkeit gegen Auflösung.
2. Niedrigere Oberflächenspannung, bessere Verteilung
Barium reduziert die Oberflächenspannung von geschmolzenem Eisen, sodass sich Impfmittelpartikel gleichmäßiger in der Schmelze verteilen können. Das Ergebnis: mehr gleichmäßig verteilte Keimbildungsstellen, wodurch die Tendenz zu lokaler Karbidbildung oder Graphitrosetten Typ B verringert wird.
Einwirkzeitbeständigkeit: Der entscheidende Vorteil
Der betrieblich bedeutendste Vorteil von Barium-Impfmitteln ist die verlängerte Einwirkzeitbeständigkeit. Einwirkzeitverkürzung ist der fortschreitende Verlust von Keimbildungsstellen im Laufe der Zeit durch Auflösung, Agglomeration und Oxidation. Vergleichsdaten zeigen:
| Impfmitteltyp | Anfängliche Karbidreduktion | Karbidtiefe nach 5 Min. | Karbidtiefe nach 10 Min. | Karbidtiefe nach 15 Min. |
|---|---|---|---|---|
| Standard FeSi (75%) | Hervorragend | Mäßiger Anstieg | Starker Anstieg | Impfung verloren |
| FeSiBa (Ba 1-2%) | Überlegen | Minimaler Anstieg | Mäßiger Anstieg | Noch wirksam |
| FeSiBa (Ba 2-4%) | Überlegen | Nahezu unverändert | Minimaler Anstieg | Guter Schutz |
| FeSiBa (Ba 4-6%) | Hervorragend | Keine messbare Veränderung | Leichter Anstieg | Erheblicher verbleibender Schutz |
Praktische Bedeutung: Mit Standard-FeSi muss der Guss innerhalb von 5–8 Minuten nach der Impfung abgeschlossen sein. Mit FeSiBa (2-4% Ba) haben Gießereien ein 15–20 Minuten abklingbeständiges Zeitfenster, das größere Pfannen, mehrere Formabgüsse und eine flexiblere Produktionsplanung ermöglicht.
Karbidvermeidung in dünnen Wandungen
Dünnwandige Gussteile (3–8 mm Wandstärke) sind am anfälligsten für Karbidbildung – harte, spröde Eisenkarbide, die die Zerspanbarkeit zerstören. Barium-Impfmittel zeichnen sich aus drei Gründen in der Karbidkontrolle aus:
- Höhere Keimdichte: Mehr Graphitkeime pro Volumeneinheit bedeuten, dass Graphit auch unter schnellen Abkühlungsbedingungen ausfallen kann
- Geringerer Unterkühlungsbedarf: Bariumverbindungen katalysieren die Graphitausscheidung bei höheren Temperaturen (geringere Unterkühlung erforderlich) und verhindern so den Temperaturabfall, der zur Karbidbildung führt
- Synergie mit Schwefel: In Eisensorten mit 0,06–0,10% S ist die BaS-Bildung besonders vorteilhaft für die Karbidkontrolle in dünnen Wandungen
Gießereidaten zeigen durchweg eine 40–60% Reduzierung der Karbidtiefe beim Wechsel von FeSi zu FeSiBa (2-4% Ba) bei dünnwandigen Graugussgussteilen, was oft die Eliminierung von zuvor erforderlichen bereichsspezifischen Kühlmarken ermöglicht.
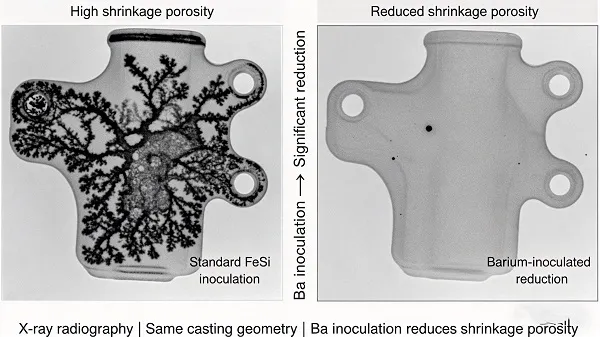
Lunker-Reduzierung durch Graphitexpansion
Lunkerporosität in Grauguss tritt auf, wenn die Schwindung der Schmelze die kompensierende Expansion aus der Graphitausscheidung übersteigt. Barium-Impfmittel verbessern die Lunkerbeständigkeit durch:
- Verzögerte Graphitausscheidung: Barium verschiebt den Beginn der Graphitexpansion später in der Erstarrungssequenz, wenn bereits mehr Schwindung der Schmelze stattgefunden hat – was bedeutet, dass mehr Expansion zur Verfügung steht, um Lunker zu speisen
- Erhöhtes Expansionsvolumen: Eine höhere Graphitkeimdichte führt zu einem größeren gesamten Graphitvolumen, was die Expansion erhöht
- Engerer Erstarrungsbereich: Barium fördert eine stärkere eutektische Erstarrung, wodurch die teigige Zone verringert wird, in der Lunker am problematischsten sind
Gießereien, die Vorher-/Nachher-Vergleiche dokumentieren, berichten von einer 20–40% Reduzierung des erforderlichen Speiservolumens beim Wechsel von FeSi zu FeSiBa, zusammen mit signifikanten Reduzierungen der internen Lunker-Ausschussraten.
Auswahl des richtigen Bariumgehalts: 1-2%, 2-4% oder 4-6% Ba
Bright Alloys bietet FeSiBa-Impfmittel in drei Barium-Bereichen an, die jeweils für spezifische Anwendungen optimiert sind:
| Qualität | Bariumgehalt | Beste Anwendungen | Wichtigste Vorteile |
|---|---|---|---|
| FeSiBa 1-2% | 1,0–2,0% Ba | Allgemeiner Grauguss, mittlere Wanddicken (8–20 mm), kürzere Haltezeiten | Gute Abklingbeständigkeit (10–12 Min.), moderate Karbidkontrolle, kostengünstiges Upgrade von FeSi |
| FeSiBa 2-4% | 2,0–4,0% Ba | Dünnwandige Gussteile (4–10 mm), verlängerte Gießsequenzen, lunkeranfällige Konstruktionen, dickwandige Gussteile mit langen Erstarrungszeiten | Hervorragende Abklingbeständigkeit (15–20 Min.), überlegene Karbidvermeidung, signifikante Lunker-Reduzierung – beliebteste Qualität |
| FeSiBa 4-6% | 4,0–6,0% Ba | Extrem dünne Wände (3–6 mm), sehr lange Haltezeiten (20+ Min.), komplexe Gussteile mit variabler Wanddicke, hohe Qualitätsstandards | Maximale Abklingbeständigkeit (20–25 Min.), außergewöhnliche Karbidkontrolle, Premium-Leistung für kritische Anwendungen |
Beachten Sie, dass höhere Bariumgehalte etwas höhere Zugabemengen erfordern, um einen äquivalenten Siliziumbeitrag zu erzielen, aber die barium-spezifischen Vorteile rechtfertigen die Mehrkosten für anspruchsvolle Anwendungen.
Anwendungsrichtlinien: Pfannen-, Gießstrahl- und Formimpfung
FeSiBa-Impfmittel sind vielseitig und bei allen Impfmethoden wirksam:
Pfannenimpfung
Geben Sie 0,2–0,4% FeSiBa während des Abstichs in die Pfanne. Die verlängerte Abklingbeständigkeit von Barium gewährleistet die Wirksamkeit auch bei moderaten Haltezeiten. Für große Pfannen (> 500 kg) verwenden Sie den oberen Bereich.
Gießstrahl- (Spät-) Impfung – bevorzugte Methode
Geben Sie 0,1–0,2% FeSiBa während des Gießens in den Metallstrahl. Diese Methode maximiert die Bariumeffizienz, minimiert das Abklingen und ermöglicht niedrigere Zugabemengen. Für dünnwandige Gussteile (< 6 mm) zielen Sie auf 0,15–0,25%.
Formimpfung (In-Mold)
Platzieren Sie 0,05–0,15% FeSiBa (als feine Körnung oder vorgeformte Blöcke) im Anschnittsystem. Kein Abklingen, niedrigste Zugabemengen, ideal für automatisierte Hochproduktionslinien. Die Stabilität von Barium gewährleistet eine gleichmäßige Auflösung auch bei variablen Gießgeschwindigkeiten.
Fallbeispiel: Dünnwandiges Pumpengehäuse
Eine Gießerei, die Grauguss-Pumpengehäuse mit 5 mm Wandstärke herstellte, kämpfte mit karbidbedingten Ausschussraten von 18%. Bei Verwendung der Standard-FeSi-Pfannenimpfung (0,35% Zugabe) wurde in kritischen Bereichen immer noch Graphit vom Typ D beobachtet. Nach der Umstellung auf FeSiBa (2-4% Ba) mit Gießstrahlimpfung bei 0,18%waren die Ergebnisse dramatisch:
- Karbidtiefe von 0,8 mm auf 0,1 mm reduziert (praktisch eliminiert)
- Durchgängige Graphitstruktur vom Typ A in allen Wandabschnitten
- Ausschussrate von 18% auf 3% gesenkt
- Gesamtkosten für Impfmittel um 12% gesunken (niedrigere Zugabemenge gleicht höhere Stückkosten aus)
- Erhöhte Flexibilität des Gießplans – kein Qualitätsverlust beim Gießen der letzten Formen aus einer Pfanne
Die Gießerei stellte anschließend die gesamte Graugussproduktion auf FeSiBa-Impfmittel um, mit jährlichen Einsparungen von über 150.000 USD allein durch reduzierten Ausschuss.
Qualitätskontrolle: Überprüfung der Wirksamkeit der Bariumimpfung
Um eine gleichbleibende Leistung von FeSiBa-Impfmitteln zu gewährleisten, implementieren Sie diese Überprüfungsschritte:
- Thermische Analyse: Ziel: Rekaleszenz-Unterkühlung (ΔT) < 3°C für bariumimpfstoffbehandelten Grauguss (gegenüber < 5°C für FeSi)
- Keilprobe: Schneiden Sie regelmäßig Keilproben und messen Sie die Karbidtiefe – sollte bei korrekter FeSiBa-Praxis nahe Null sein
- Mikrostrukturuntersuchung: Überprüfen Sie Graphit vom Typ A mit gleichmäßiger Verteilung; die Keimzahl sollte für richtig geimpften Grauguss 200–400/mm² betragen
- Überprüfen Sie den Schwefelgehalt: Barium funktioniert am besten mit 0,06–0,10% S im Basiseisen; sehr schwefelarme Eisensorten benötigen möglicherweise eine Schwefelzugabe, um Bariumverbindungen zu aktivieren
Für Graugießereien, die ihre Qualität steigern, Ausschuss reduzieren und Produktionsflexibilität gewinnen möchten, bieten bariumhaltige Impfmittel einen bewährten Weg nach vorne. Die überlegene Keimwirkung, die verlängerte Abklingbeständigkeit (15–20 Minuten gegenüber 5–8 Minuten für Standard-FeSi) und die außergewöhnliche Karbidkontrolle in dünnen Wandungen machen FeSiBa zur Premium-Wahl für anspruchsvolle Graugussanwendungen. Bright Alloys liefert FeSiBa-Impfmittel in den Barium-Qualitäten 1-2%, 2-4% und 4-6%, mit kundenspezifischer Körnung für Pfannen-, Gießstrahl- oder Formimpfung – unterstützt durch metallurgische Beratung zur Optimierung Ihrer Gießereipraxis.