
Die Impfung ist wohl das wirkungsvollste und dennoch am meisten unterschätzte Werkzeug in der Gusseisen-Gießerei. Eine richtig geimpfte Schmelze verwandelt sprödes, karbidanfälliges Eisen in ein bearbeitbares, festes und zuverlässiges Gussteil mit kontrollierter Graphitmorphologie. Schlechte Impfung – oder gar keine – führt zu Weißerstarrung, Schwindung, inkonsistenter Härte und Bearbeitungsschwierigkeiten, die Kosten und Ausschussraten in die Höhe treiben.
Dieser umfassende Leitfaden untersucht die Wissenschaft und Praxis der modernen Gusseisenimpfung. Sie erfahren, wie die Impfung funktioniert, welche Impfmittel für bestimmte Anwendungen am besten geeignet sind und wie Sie Techniken implementieren, die Weißerstarrung beseitigen, Schwindung reduzieren und in jedem Gussteil konsistenten Graphit Typ A liefern.
Die Grundlagen: Was ist Impfung und warum ist sie wichtig?
Die Impfung ist die Zugabe kleiner Mengen von Materialien (typischerweise siliziumbasierte Ferrolegierungen mit aktiven Elementen wie Calcium, Barium, Strontium oder Seltenen Erden) zu flüssigem Gusseisen unmittelbar vor dem Gießen. Die Hauptziele sind:
- Erhöhung der Graphitkeimbildungsstellen — Erzeugung von mehr, kleineren Graphitpartikeln für verbesserte mechanische Eigenschaften
- Verhinderung von Karbidbildung (Weißerstarrung) — Beseitigung harter, spröder Eisenkarbide in dünnen Querschnitten
- Kontrolle der Graphitmorphologie — Förderung von Graphit Typ A (gleichmäßige Lamellen) in Grauguss oder hoher Nodularität in Sphäroguss
- Reduzierung der Querschnittsempfindlichkeit — Minimierung von Eigenschaftsunterschieden zwischen dicken und dünnen Gussteilquerschnitten
- Verringerung der Schwindungsporosität — durch verstärkte Graphitausscheidung während der Erstarrung
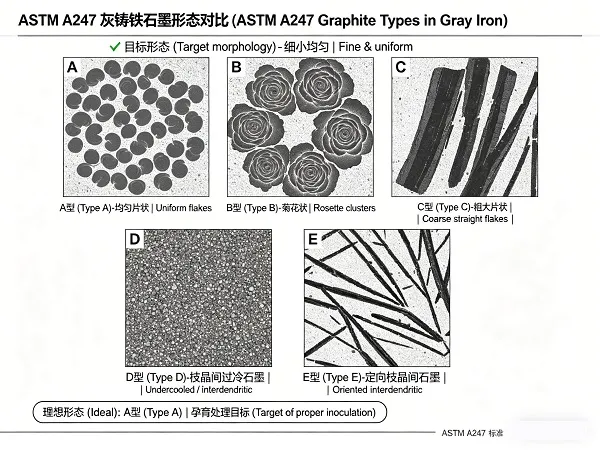
Graphitmorphologie verstehen: Typen A bis E
Die Graphitmorphologie in Gusseisen bestimmt direkt die mechanischen Eigenschaften, Bearbeitbarkeit und Leistung. Die Norm ASTM A247 klassifiziert die Lamellengraphit-Typen:
| Graphit-Typ | Beschreibung | Typische Ursache | Auswirkung auf Eigenschaften |
|---|---|---|---|
| Typ A | Gleichmäßige Verteilung, zufällig orientierte Lamellen | Richtige Impfung, kontrollierte Abkühlung | Hervorragende Bearbeitbarkeit, gleichmäßige Festigkeit, gewünschtes Gefüge |
| Typ B | Rosettenförmige Cluster mit feinem Graphit in den Zentren | Mäßige Unterimpfung | Reduzierte Zugfestigkeit, variable Härte |
| Typ C | Kish-Graphit (große, grobe Lamellen) | Übermäßig hohes Kohlenstoffäquivalent | Schlechte mechanische Eigenschaften, unberechenbar |
| Typ D | Unterkühlter, feiner, gerichteter Graphit | Starke Unterimpfung, schnelle Abkühlung | Hart, schwer zu bearbeiten, spröde |
| Typ E | Interdendritischer, gerichteter Graphit | Niedrige Impfung, mäßige Unterkühlung | Reduzierte Festigkeit, gerichtete Eigenschaftsunterschiede |
Graphit Typ A ist das Ziel für die meisten Graugussanwendungen. Um Typ A konsistent zu erreichen, sind eine geeignete Impfmittelauswahl, korrekte Zugabemengen und effektive Spätimpfungspraktiken erforderlich.
Der Mechanismus: Wie die Impfung funktioniert
Die Impfung funktioniert durch die Einführung heterogener Keimbildungssubstrate für die Graphitausscheidung. Die effektivsten Keimbildner sind feuerfeste Verbindungen – typischerweise Oxide, Sulfide, Karbide und Nitride von Calcium, Barium, Strontium, Aluminium und Seltenen Erden. Wenn diese Partikel in der Schmelze dispergiert werden, bieten sie Grenzflächen mit niedriger Energie für die Graphitausscheidung während der Erstarrung.
Ohne Impfung keimt Graphit an weniger Stellen, was zu groben, ungleichmäßigen Lamellen (Typen B/D/E) oder massiven Karbiden (Weißerstarrung) führt. Der Abklingeffekt – der allmähliche Verlust von Keimbildungsstellen im Laufe der Zeit – bedeutet, dass die Impfung so nah wie möglich am Gießvorgang durchgeführt werden muss, typischerweise innerhalb von 5–10 Minuten vor dem Formfüllen.
Arten von Impfmitteln: Das richtige Werkzeug für die Aufgabe auswählen
Moderne Impfmittel sind weitaus ausgefeilter als einfaches Ferrosilizium. Jeder Typ bietet spezifische Vorteile für unterschiedliche Anwendungen:
Standard-Ferrosilizium (FeSi) Impfmittel
Zusammensetzung: 74–75 % Si, Rest Fe, Spuren Al, Ca
Am besten geeignet für: Allgemeines Grauguss, weniger anspruchsvolle Anwendungen, kostenbewusste Gießereien
Einschränkungen: Schnelles Abklingen, begrenzte Karbidkontrolle in dünnen Querschnitten
Ferrosilizium-Barium (FeSiBa) Impfmittel
Zusammensetzung: 70–75 % Si, 1–6 % Ba, 0,5–2 % Al, 0,5–2 % Ca
Am besten geeignet für: Grauguss mit starken Querschnitten, verlängerte Haltezeiten, Reduzierung von Lunkern
Vorteile: Hervorragende Abklingbeständigkeit (bis zu 15–20 Minuten), starke Karbidbeseitigung, reduzierte Lunkerporosität. Barium fördert stabile Keimbildung und expandierte Graphitausscheidung welches die Erstarrungsschrumpfung speist. Erhältlich in den Qualitäten: Ferrosilizium-Barium-Impfmittel (1-2% Ba), Ferrosilizium-Barium-Impfmittel (2-4% Ba), und Ferrosilizium-Barium-Impfmittel (4-6% Ba) für steigende Leistungsanforderungen.
Ferrocalcium-silicon (FeSiCa) Inoculant
Zusammensetzung: 70–75 % Si, 0,5–3 % Ca, 0,5–2 % Al
Am besten geeignet für: Nachimpfung von Gusseisen mit Kugelgraphit, Grauguss mit Karbidproblemen
Vorteile: Starke Karbidbeseitigung, starke Keimbildung, gut für dünnwandige Gussteile. Calcium wirkt auch als Entschwefelungsmittel.
Ferrosilizium-Strontium (FeSiSr) Impfmittel
Zusammensetzung: 73–77 % Si, 0,6–1,2 % Sr, niedriger Al- und Ca-Gehalt
Am besten geeignet für: Grauguss mit minimaler Impfung (niedrige Zugaberaten), dünnwandige Gussteile
Vorteile: Sehr geringe Neigung zur Bildung von Nadelstichporosität, hervorragende Karbidkontrolle bei niedrigen Zugaberaten (0,05–0,15 %). Strontium ist besonders effektiv für dünnwandigen Grauguss (3–6 mm Querschnitte).
Seltenerd (SE)-haltige Impfmittel
Zusammensetzung: FeSi-Basis mit 1–3 % Seltenen Erden (Ce, La)
Am besten geeignet für: Verbesserung der Nodularität von Gusseisen mit Kugelgraphit, Gusseisen mit Kugelgraphit in starken Querschnitten
Vorteile: Verbessert die Knötchenzahl, reduziert Karbidbildung in starken Querschnitten, verbessert die Nodularität bei grenzwertiger Magnesiumbehandlung.
Impftechniken: Pfannen-, Gießstrahl- und Formimpfung
Wie Sie das Impfmittel zugeben, ist genauso wichtig wie was Sie zugeben. Es gibt drei primäre Techniken, jede mit spezifischen Vorteilen:
Pfannenimpfung (Traditionell)
Das Impfmittel wird vor oder während des Abstichs in die Behandlungspfanne gegeben. Vorteile: Einfach, erfordert keine spezielle Ausrüstung. Nachteile: Erhebliches Abklingen vor dem Gießen; erfordert typischerweise höhere Zugaberaten (0,3–0,6 % des Schmelzgewichts). Am besten für große Gussteile mit kurzen Gießzeiten.
Gießstrahl- (Spät-) Impfung
Das Impfmittel wird während des Gießens von der Pfanne in die Form dem Metallstrahl zugegeben. Vorteile: Minimiert das Abklingen, ermöglicht niedrigere Zugaberaten (0,1–0,3 %), gleichmäßigeres Gefüge. Erforderliche Ausrüstung: Volumetrischer Dosierer oder manuelle Zugabe. Dies ist die bevorzugte Methode für die meisten Grauguss- und Gusseisen-mit-Kugelgraphit-Anwendungen.
Formimpfung (In-Mold)
Das Impfmittel (oft als vorgeformter Block oder Pulver) wird direkt in das Angusssystem gegeben. Vorteile: Kein Abklingen, niedrigste Zugaberaten (0,05–0,15 %), präzise Platzierung. Nachteile: Erfordert Formänderungen, Risiko unvollständiger Auflösung. Ideal für automatisierte Hochleistungsgießereien.

Beseitigung von Karbiden: Praktische Strategien
Karbidbildung – die Bildung von harten Eisencarbiden (Zementit) anstelle von Graphit – ist der häufigste impfungsbedingte Fehler. Karbide treten auf, wenn die Abkühlgeschwindigkeit die Fähigkeit der Schmelze zur Graphitkeimbildung übersteigt, typischerweise in dünnen Querschnitten oder Ecken. Strategien zur Beseitigung von Karbiden:
- Erhöhen Sie die Impfmenge: Für Grauguss: Zielen Sie auf 0,2–0,4 % Impfmittelzugabe bei Pfannenimpfung, 0,1–0,2 % bei Gießstrahlimpfung. Dünne Querschnitte (< 5 mm) können bis zu 0,5 % erfordern.
- Wechseln Sie zu einem stärkeren Impfmittel: Wenn Standard-FeSi Karbide nicht beseitigt, wechseln Sie zu FeSiBa (2-4 % Ba) oder FeSiSr.
- Verwenden Sie Spätimpfung: Gießstrahl- oder Formimpfung reduziert Karbide im Vergleich zur reinen Pfannenimpfung drastisch.
- Kontrollieren Sie das Kohlenstoffäquivalent: Halten Sie CE = 3,9–4,1 % für Grauguss. Ein niedrigerer CE erhöht die Karbidneigung.
- Reduzieren Sie Titan und Chrom: Diese karbidfördernden Elemente sollten in den Einsatzstoffen minimiert werden.
Reduzierung von Lunkern durch Impfung
Lunkerporosität ist ein Hauptfehler sowohl bei Grauguss als auch bei Gusseisen mit Kugelgraphit. Impfung hilft, indem sie expandierte Graphitausscheidung während der eutektischen Erstarrung fördert. Die Volumenausdehnung durch die Graphitbildung (ca. 2–3 % lineare Ausdehnung) kann die Erstarrungsschrumpfung speisen und die Notwendigkeit großer Speiser reduzieren oder beseitigen. Bariumhaltige Impfmittel sind besonders effektiv für die Lunkerkontrolle, da sie:
- Die Graphitausscheidung bis später in der Erstarrung verzögern
- Das Volumen des expandierten Graphits erhöhen, das die Schrumpfung speist
- Den Temperaturbereich der eutektischen Erstarrung reduzieren
Gießereien, die von FeSi auf FeSiBa (2-4 % Ba) umstellen, berichten typischerweise von einer 30–50 % Reduzierung der Speisergrößenanforderungen und deutlich niedrigeren Lunkerausschussraten.
Spezifika für Gusseisen mit Kugelgraphit: Nodularität und Knötchenzahl
Gusseisen mit Kugelgraphit erfordert eine Impfung nach der Magnesiumbehandlung, um die Graphitkeimbildungsstellen wiederherzustellen (Magnesium reduziert das Keimbildungspotential). Übliche Praxis:
- Vorimpfung: FeSi oder FeSiCa vor der Magnesiumbehandlung in die Pfanne geben (0,2–0,4 %)
- Nachimpfung: Gießstrahl- oder Formzugabe von FeSiCa oder FeSiBa (0,1–0,3 %)
- Ziel-Knötchenzahl: 150–300 Knötchen/mm² für die meisten Anwendungen, höher für dünnwandiges Gusseisen mit Kugelgraphit
- Ziel-Nodularität: >85 % für Standardqualitäten, >90 % für Premiumanwendungen
Für Gusseisen mit Kugelgraphit mit starken Querschnitten (> 100 mm Querschnittsdicke) helfen seltenerdhaltige Impfmittel, die Nodularität durch langsamere Erstarrung aufrechtzuerhalten.
Qualitätskontrolle: Thermoanalyse und Gefügeprüfung
Eine gleichbleibende Impfung erfordert eine kontinuierliche Überprüfung. Wichtige Qualitätskontrollwerkzeuge:
- Thermoanalyse: Misst die Rekaleszenz (den Temperaturanstieg während der Graphitausscheidung). Eine niedrigere Rekaleszenz zeigt eine bessere Impfung an. Zielunterkühlung (ΔT) < 5 °C für Grauguss.
- Karbidtest (Keiltest): Ein standardmäßiger Keilgussprobe wird geteilt und auf Karbidtiefe untersucht. Dieser schnelle Werkstattest bestätigt die Impfwirkung.
- Gefügeuntersuchung: Regelmäßige Überprüfung des Graphittyps (ASTM A247) und der Nodularität (ASTM E2567).
- Härteprüfung: Eine gleichmäßige Härte über die Querschnitte hinweg zeigt eine gute Impfung und Kontrolle der Querschnittsempfindlichkeit an.
Fallbeispiel: Dünnwandiges Graugussbauteil
Ein Pumpenhersteller, der ein komplexes Graugussbauteil mit 4 mm Wandstärken goss, hatte eine Ausschussrate von 25 % aufgrund von Karbiden und harten Stellen. Mit der Standard-FeSi-Pfannenimpfung (0,4 % Zugabe) beobachteten sie immer noch Typ D/E Graphit in dünnen Querschnitten. Die Lösung: Wechsel zu FeSiSr-Impfmittel mit Gießstrahlimpfung mit 0,15 % Zugabe. Ergebnisse:
- Vollständige Beseitigung von Karbiden in dünnen Querschnitten
- Durchgehend Typ A Graphit im gesamten Gussteil
- 40 % Reduzierung des Impfmittelverbrauchs (0,15 % vs. 0,4 %)
- Ausschussrate sank von 25 % auf 4 %
- Standzeit der Zerspanungswerkzeuge verdreifacht
Dieses Beispiel zeigt, dass das teuerste Impfmittel oft das falsche ist – das richtige Impfmittel am richtigen Zugabepunkt liefert überlegene Qualität zu geringeren Kosten.
Empfehlungen nach Anwendung
Basierend auf umfangreicher Gießereierfahrung sind hier praktische Ausgangspunkte:
| Anwendung | Empfohlenes Impfmittel | Zugabemethode | Typische Zugaberate |
|---|---|---|---|
| Allgemeiner Grauguss (starke Querschnitte) | FeSiBa (Ba 1-2 %) | Pfanne oder Gießstrahl | 0.2–0.4% |
| Dünnwandiger Grauguss (< 6 mm) | FeSiSr oder FeSiBa (Ba 2-4 %) | Gießstrahl oder Form | 0.1–0.2% |
| Gusseisen mit Kugelgraphit (Standard) | FeSiCa + Nachimpfung | Pfanne + Gießstrahl | 0,3–0,5 % gesamt |
| Sphäroguss (starke Wanddicken) | FeSi + SE-Impfmittel | Pfanne + Form | 0,4–0,6 % gesamt |
| Vermiculargraphitguss (CGI) | FeSi mit Ti + Ba | Gießstrahl | 0.2–0.3% |
Die Beherrschung der Impfung verwandelt den Gießereibetrieb von unberechenbar zu konsistent, von hohem Ausschuss zu hoher Ausbeute, von Bearbeitungskopfschmerzen zu zufriedenen Kunden. Durch das Verständnis der Graphitmorphologie, die Auswahl des geeigneten Impfmittels (FeSi, FeSiBa, FeSiCa, FeSiSr oder SE-Qualitäten) und die Implementierung von Spätimpftechniken können Gießereien Karbidbildung beseitigen, Schwindung reduzieren und die Typ-A-Graphitstruktur erreichen, die hochwertiges Gusseisen definiert. Bright Alloys bietet eine komplette Palette an Ferrosilizium-Impfmittel, einschließlich Standard-FeSi, FeSiBa (1-6 % Ba), FeSiCa, FeSiSr und Seltenerd-Qualitäten, unterstützt durch metallurgische Beratung zur Optimierung Ihrer Impfpraxis.