Gussfehler kosten Gießereien jährlich Millionen durch Ausschuss, Nacharbeit und Kundenreklamationen. Dennoch ähneln sich viele Fehler optisch – Porosität kann Lunker imitieren, und Einschlüsse können mit Gasblasen verwechselt werden. Eine effektive Fehlerbehebung erfordert einen systematischen Ansatz: den Fehler visuell identifizieren, die Ursache zurückverfolgen und dann gezielte Korrekturmaßnahmen umsetzen.
Dieser praxisorientierte Leitfaden konzentriert sich auf die drei häufigsten Fehlerfamilien – Porosität, Lunker und Einschlüsse – und bietet visuelle Merkmale, Ursachenanalyse und bewährte Korrekturmaßnahmen für Eisen- und Stahlguss.
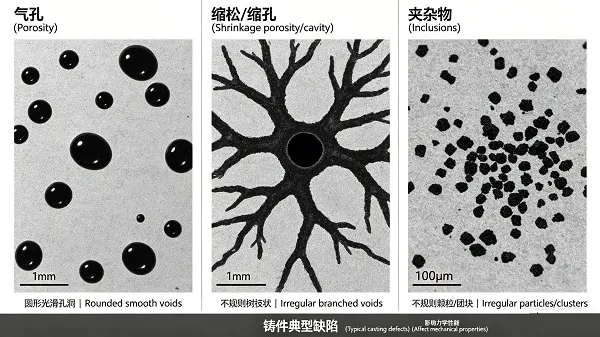
Fehlerfamilie #1: Porosität (Gasbedingt)
Porosität bezeichnet Hohlräume, die durch Gasentwicklung während der Erstarrung entstehen. Gase (Wasserstoff, Stickstoff, Kohlenmonoxid, Wasserdampf) werden mit fortschreitender Metallerstarrung weniger löslich und bilden Blasen, die eingeschlossen werden.
Visuelle Identifikation
- Erscheinungsbild: Glattwandige, abgerundete oder kugelförmige Hohlräume
- Oberfläche: Oft glänzende oder leicht oxidierte Innenflächen
- Verteilung: Meist über das gesamte Gussteil verteilt oder in Heißstellen konzentriert
- Größe: Kann von mikroskopischen Nadelstichen bis zu großen sichtbaren Hohlräumen reichen

Häufige Ursachen
| Gasart | Quelle | Typisches Erscheinungsbild | Primäre Korrekturmaßnahme |
|---|---|---|---|
| Wasserstoff (H₂) | Feuchte Einsatzstoffe, Feuchtigkeit im Feuerfestmaterial, ölverschmutzter Schrott, feuchte Umgebung | Feine Nadelstiche im gesamten Querschnitt | Einsatzstoffe gründlich trocknen, Ofen vorwärmen, Luftfeuchtigkeit kontrollieren |
| Stickstoff (N₂) | Überschüssige nitrierte Ferrolegierungen, Lufteintrag, hoher Stickstoffgehalt im Koks | Kleine, runde Nadelstiche, oft in Clustern | Stickstoffhaltige Legierungen reduzieren, Schmelzabdeckung verbessern, N-arme Aufkohlungsmittel verwenden |
| Kohlenmonoxid (CO) | Unvollständige Desoxidation (Stahl), hoher Sauerstoffgehalt, Reaktion zwischen Kohlenstoff und Sauerstoff | Unter der Oberfläche liegende Lunker, oft länglich | Desoxidationspraxis verbessern, starke Desoxidationsmittel (Al, SiCa) zugeben, Sauerstoffaktivität kontrollieren |
Zusammenfassung der Korrekturmaßnahmen
- Bei Wasserstoffporosität: Alle Einsatzstoffe trocknen, Pfannen und Werkzeuge vorwärmen, organische Verunreinigungen vermeiden, bei Stahl Spülung mit Inertgas (Ar oder N₂) durchführen.
- Bei Stickstoffporosität (Grauguss/Kugelgraphitguss): Stickstoffhaltige Aufkohlungsmittel reduzieren, auf N-armen Kohlenstoffträger umsteigen, stickstoffreiche Ferrolegierungen vermeiden.
- Bei CO-Porosität (Stahl): Gründliche Desoxidation sicherstellen – ausreichende Zugabe von Aluminium oder SiMn, mit Sauerstoffsensor überprüfen, Calciumbehandlung in Betracht ziehen.
- Allgemeine Gasporosität: Schmelzabdeckung verbessern, um Luftkontakt zu verhindern, Gießtemperatur kontrollieren (übermäßige Überhitzung vermeiden), für eine geeignete An schnitttechnik für gleichmäßigen Metallfluss sorgen.
Fehlerfamilie #2: Lunker (Erstarrungsschrumpfung)
Lunkerfehler treten auf, wenn flüssiges Metall während der Erstarrung schrumpft und nicht genügend Speisungsmetall zum Ausgleich zur Verfügung steht. Im Gegensatz zu Porosität haben Lunkerhohlräume unregelmäßige, gezackte Oberflächen mit freiliegenden Dendriten.
Visuelle Identifikation
- Erscheinungsbild: Unregelmäßige, eckige oder verzweigte Hohlräume
- Oberfläche: Raue, dendritische, kristalline Erscheinung (nicht glatt)
- Verteilung: Konzentriert in zuletzt erstarrenden Bereichen – dicken Querschnitten, unter Steigern, an thermischen Zentren
- Typen: Offene Lunker (auf der Gussoberfläche sichtbar) und Mikrolunker (innen, durch Röntgen oder Bearbeitung erkennbar)

Häufige Ursachen
- Unzureichende Speisung: Speiser zu klein, falsch platziert oder frieren vor Abschluss der Speisung zu
- Schlechte gerichtete Erstarrung: Von Speisungswegen isolierte Heißstellen, kein thermischer Gradient zu den Speisern
- Niedrige Impfung (Grauguss): Schlechte Graphitexpansion verringert die Selbstspeisungsfähigkeit
- Übermäßige Überhitzung: Höhere Gießtemperaturen erhöhen das gesamte Schrumpfungsvolumen
- Falsche Legierungszusammensetzung: Kohlenstoffäquivalent zu niedrig (Grauguss) oder übermäßige carbidfördernde Elemente
Zusammenfassung der Korrekturmaßnahmen
- Speiserauslegung: Speisergröße erhöhen, Isolierhülsen oder exotherme Materialien hinzufügen, Speiser zur Speisung schwerer Querschnitte umsetzen.
- Anschnittmodifikation: Kokillen zur Förderung der gerichteten Erstarrung verwenden, Speisungshilfen hinzufügen, Konstruktion zur Beseitigung isolierter Heißstellen überarbeiten.
- Impfung (Grau-/Sphäroguss): Impfgrad erhöhen oder auf bariumhaltiges Impfmittel (FeSiBa) umsteigen, um die Speisung durch Graphitexpansion zu verbessern. Ba-Gehalte von 2-4% sind besonders wirksam zur Lunker-Reduzierung.
- Gießtemperatur: Überhitzung auf das für den Gussquerschnitt praktisch mögliche Minimum reduzieren.
- Zusammensetzungsanpassung: Bei Grauguss das Kohlenstoffäquivalent auf 3,9–4,1 % erhöhen; bei Sphäroguss für einen angemessenen Magnesiumgehalt und das richtige Kohlenstoffäquivalent sorgen.
Fehlerfamilie #3: Einschlüsse (Sand, Schlacke, Dross)
Einschlüsse sind im Gussstück eingeschlossene Fremdmaterialien — Sand aus Formausbrüchen, Schlacke aus der Schmelzebehandlung oder Dross (Oxide) aus Oberflächenreaktionen.
Visuelle Identifikation
- Sandeinschlüsse: Körnige, helle Partikel (braun, grau oder weiß), oft gehäuft nahe der Oberfläche oder in Ecken
- Schlackeeinschlüsse: Glasartige, unregelmäßige, dunkle oder helle Massen, oft mit abgerundeten Kanten, meist nahe der Gussstückoberseite
- Dross-/Oxideinschlüsse: Dünne, filmartige, faltige Oberflächenschichten (oft dunkel oder metallisch) oder innere Faltfilme

Häufige Ursachen
| Einschlusstyp | Quelle | Primäre Korrekturmaßnahme |
|---|---|---|
| Sandeinschlüsse | Form-/Kernausbruch durch turbulente Metallströmung, geringe Formfestigkeit, unzureichendes Stampfen, hohe Gießtemperatur | Turbulenz reduzieren (Anschnittauslegung), Formhärte erhöhen, niedrigere Gießtemperatur verwenden, Formschlichte auftragen |
| Schlackeeinschlüsse | Schlechtes Schlackeabziehen, unzureichende Schlackeabdeckung in der Pfanne, Reoxidation, Pfannenmitnahme, unzureichende Schlackenrückhaltung im Anschnitt | Abziehpraxis verbessern, schlackereduzierende Pfannenabdeckungen verwenden, Schlackenfänger im Anschnittsystem installieren, keramische Schaumfilter einsetzen |
| Dross-/Oxideinschlüsse | Schmelzekontakt mit Luft, unzureichende Desoxidation (Stahl), niedrige Impfung (Eisen), turbulente Füllung, die Oberflächenfilme aufbricht | Schmelzeabdeckung verbessern, starke Desoxidationsmittel (Al, CaSi für Stahl; FeSi für Eisen) zugeben, Stromimpfung verwenden, Gießturbulenz reduzieren |
Zusammenfassung der Korrekturmaßnahmen
- Sandeinschlüsse: Anschnitt für turbulenzarmes Füllen optimieren (freien Fall vermeiden, konische Läufe verwenden), Formhärte erhöhen, Schlichte oder Beschichtung auftragen, Gießtemperatur wenn möglich senken.
- Schlackeeinschlüsse: Keramische Schaumfilter im Anschnittsystem verwenden (10–30 ppi), Schlackenfänger konstruieren (Laufverlängerung, Wirbelfänger), Pfannenschlacke besser abziehen, Schlackenkoagulationsmittel einsetzen.
- Dross (Eisenguss): Impfung erhöhen (insbesondere mit FeSiCa oder FeSiBa), Schmelzeabdeckung verbessern, Gießtemperatur senken, Stromimpfung zur Verhinderung von Reoxidation einsetzen.
- Dross (Stahlguss): Vollständige Desoxidation sicherstellen (Al oder SiMn + Ca-Behandlung), unter Inertgasabdeckung gießen, exotherme/heiße Aufsatzmassen verwenden.
Schnell-Referenztabelle zur visuellen Unterscheidung
Verwenden Sie diese Kurzreferenztabelle zur Unterscheidung der Fehlertypen in der Werkstatt:
| Merkmal | Gasporosität | Lunker | Einschluss (Sand/Schlacke) |
|---|---|---|---|
| Hohlraumform | Abgerundet, kugelförmig, glatt | Unregelmäßig, eckig, verzweigt | Variabel — körnige oder glasartige Massen |
| Hohlraumoberfläche | Glatt, glänzend, oxidiert | Rau, dendritisch, kristallin | Nicht zutreffend (feste Partikel) |
| Verteilung | Verstreut, gleichmäßig | Konzentriert in Heißstellen | Nahe der Oberfläche oder in Anschnittbereichen |
| Metallographie | Abgerundete Hohlräume ohne Dendriten | Zackige Hohlräume mit freiliegenden Dendriten | Partikel mit anderer Zusammensetzung |
| Übliche Behebung | Materialien trocknen, desoxidieren | Speiser, Kokillen, Impfung | Filter, Schlackeabzug, Formqualität |
Systematischer Fehlerbehebungs-Workflow
Gehen Sie bei einem Fehler wie folgt vor:
- Untersuchen Sie den Fehler visuell — Glatt und abgerundet? → Gas. Zackig und dendritisch? → Lunker. Eingebettete Partikel? → Einschluss.
- Lokalisieren Sie den Fehler — Oberseite des Gussstücks? → Schlacke oder Lunker. Unterseite oder dünne Querschnitte? → Gasporosität. Starke Querschnitte? → Lunker.
- Überprüfen Sie die Prozessparameter — Gießtemperatur, Schmelzechemie, Impf-/Desoxidationspraxis, Anschnittauslegung.
- Führen Sie Bestätigungstests durch — Thermoanalyse (Unterkühlung), Keilprobe, Radiographie oder REM/EDS zur Einschlussidentifikation.
- Ergreifen Sie Korrekturmaßnahmen — Ändern Sie jeweils eine Variable, überprüfen Sie die Ergebnisse mit einem Testgusslauf.
Fallbeispiel: Fehldiagnose Porosität vs. Lunker
Eine Gießerei, die Ventilgehäuse herstellt, hatte eine Ausschussrate von 15 % aufgrund von inneren Hohlräumen, die nach der Bearbeitung sichtbar wurden. Die Erstdiagnose ging von Gasporosität aus; die Bediener erhöhten die Desoxidation und trockneten die Materialien, jedoch ohne Erfolg. Die erneute Untersuchung der Röntgenaufnahmen zeigte unregelmäßige Hohlräume mit dendritischen Oberflächen — klassischer Lunker, nicht Gas. Korrekturmaßnahme: Kokillen in starken Querschnitten und Vergrößerung der Speiser um 30 %. Die Ausschussrate sank auf 3 %. Die Lehre: Die korrekte Identifizierung ist der erste und wichtigste Schritt bei der Fehlerbehebung.
Eine effektive Fehlerbehebung verwandelt reaktives Ausschussmanagement in proaktive Qualitätskontrolle. Durch die systematische Identifizierung, ob ein Fehler Porosität, Lunker oder Einschluss ist — und die Rückverfolgung zur Ursache — können Gießereien gezielte Korrekturmaßnahmen umsetzen, die Ausschuss reduzieren, die Gussstückintegrität verbessern und Kosten senken. Bright Alloys unterstützt Gießereien mit hochwertigen Ferrosilizium-Impfmitteln, Desoxidationslegierungen (Al, SiMn, CaSi) und Filtrationslösungen um diese häufigen Gussfehler zu beseitigen.