Die Umwandlung des Lamellengraphits in Gusseisen mit Lamellengraphit in die kugelförmigen Noduli von Gusseisen mit Kugelgraphit erfordert ein wesentliches Element: Magnesium. Doch die heftige Reaktion von Magnesium mit der Eisenschmelze, seine geringe Löslichkeit und das schnelle Fading machen die Behandlung zum kritischsten – und anspruchsvollsten – Schritt in der Produktion von Gusseisen mit Kugelgraphit. Die Wahl der richtigen Methode und die Optimierung der Prozessparameter bestimmen direkt die Nodularität, die mechanischen Eigenschaften und die Gussgüte.
Dieser Artikel vergleicht die drei primären Magnesiumbehandlungsmethoden — Tundish-Abdeckung, Sandwich-Verfahren und Cored-Wire-Injektion — und bietet praktische Anleitungen, um eine gleichbleibende Nodularität von >90% mit optimaler Ausbeute und minimalem Fading zu erreichen.
Die Magnesium-Herausforderung: Hohe Reaktivität, geringe Löslichkeit
Magnesium hat einen Siedepunkt von 1090°C – weit unter den typischen Abstichtemperaturen von Eisen (1400–1500°C). Wenn es der Eisenschmelze zugesetzt wird, verdampft Magnesium sofort und verursacht starke Turbulenzen und Rauchentwicklung. Der Schlüssel zu einer erfolgreichen Behandlung ist die Kontrolle dieser heftigen Reaktion um Restmagnesiumgehalte von 0,030–0,045% zu erreichen, die für die Sphärodisierung ausreichen, ohne übermäßige Karbide oder Schlacke zu bilden.
Alle kommerziellen Methoden verwenden Magnesium-Ferrosilizium (MgFeSi) Legierungen, die typischerweise 3–10% Mg sowie Seltenerdmetalle (Ce, La) und Calcium enthalten, um die Reaktion zu mildern und die Nodularität zu verbessern.
Methode 1: Sandwich-Verfahren (Konventionell)
Das Sandwich-Verfahren bleibt die am weitesten verbreitete Behandlungstechnik, insbesondere in kleineren Gießereien aufgrund der geringen Investitionskosten.
Prozessbeschreibung
Die MgFeSi-Legierung wird in eine Tasche oder Vertiefung am Boden einer speziell konstruierten Pfanne gegeben. Die Tasche wird mit Stahllochblechen oder einer Stahlplatte abgedeckt, um den Kontakt mit der Eisenschmelze zu verzögern. Das Eisen wird direkt auf die Abdeckung abgestochen, schmilzt diese durch und löst die Magnesiumreaktion aus.
Typische Parameter
- Mg-Ausbeute: 25–45% (stark variierend)
- MgFeSi-Zugabe: 1,0–1,5% des Schmelzgewichts (abhängig vom Ziel-Mg)
- Anlagenkosten: Niedrig (nur spezielle Pfanne)
- Fachkenntnisse des Bedieners: Mittel bis hoch
- Rauchentwicklung: Erheblich
- Typische erreichbare Nodularität: 80–90%
Vorteile
- Geringe Kapitalinvestition – keine spezielle Ausrüstung außer Behandlungspfanne
- Geeignet für kleine bis mittlere Chargengrößen (100–1000 kg)
- Flexibel – kann ein breites Spektrum an Eisenchemien behandeln
Einschränkungen
- Inkonsistente Ausbeute – Chargenschwankungen von ±10% sind üblich
- Starke Rauchentwicklung und Flammenbildung – Sicherheits- und Umweltbedenken
- Erheblicher Temperaturverlust (30–50°C während der Behandlung)
- Schlecht geeignet für schwefelarme Eisen (erfordert höhere Zugabe)
- Nicht geeignet für automatisierte oder Großserienproduktion
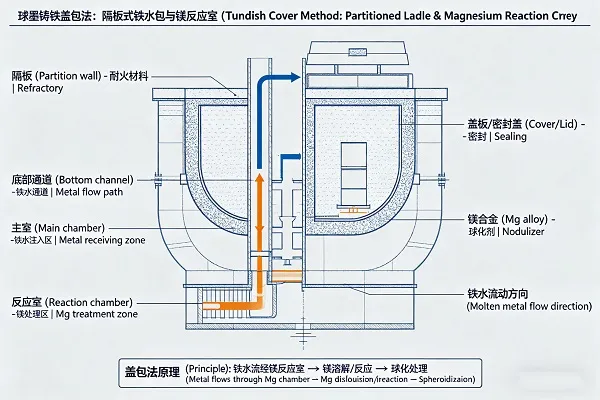
Methode 2: Tundish-Abdeckungsverfahren
Das Tundish-Verfahren ist eine verfeinerte Version der Sandwich-Technik, die eine unterteilte Pfanne verwendet, die eine Reaktionskammer schafft und eine bessere Kontrolle sowie eine höhere Ausbeute bietet.
Prozessbeschreibung
Eine Tundish-Pfanne hat eine mittlere Trennwand, die die Pfanne in zwei Kammern unterteilt. MgFeSi wird in die kleinere Kammer gegeben, und die Eisenschmelze wird in die größere Kammer gegossen, fließt über die Wand in die MgFeSi-Kammer. Dies erzeugt eine kontrollierte Reaktion mit geringeren Turbulenzen als beim Sandwich-Verfahren.
Typische Parameter
- Mg-Ausbeute: 40–60% (gleichmäßiger als Sandwich-Verfahren)
- MgFeSi-Zugabe: 0,8–1,2% des Schmelzgewichts
- Anlagenkosten: Mittel (spezielle Tundish-Pfanne erforderlich)
- Fachkenntnisse des Bedieners: Mäßig
- Rauchentwicklung: Mäßig
- Typische erreichbare Nodularität: 85–95%
Vorteile
- Höhere und gleichmäßigere Mg-Ausbeute als beim Sandwich-Verfahren
- Reduzierte Rauchentwicklung und Flammenbildung
- Geringerer Temperaturverlust (15–30°C)
- Besser geeignet für schwefelarme Basiseisen
- Weit verbreitet in mittelgroßen Gießereien (500–2000 kg Chargen)
Einschränkungen
- Höhere Kapitalkosten für Pfannen mit Zwischenabdeckung
- Erfordert spezifisches Pfannendesign und Wartung
- Nicht ideal für sehr kleine Chargen (< 200 kg)
- Immer noch signifikante Chargenschwankungen im Vergleich zur Hülldrahtinjektion
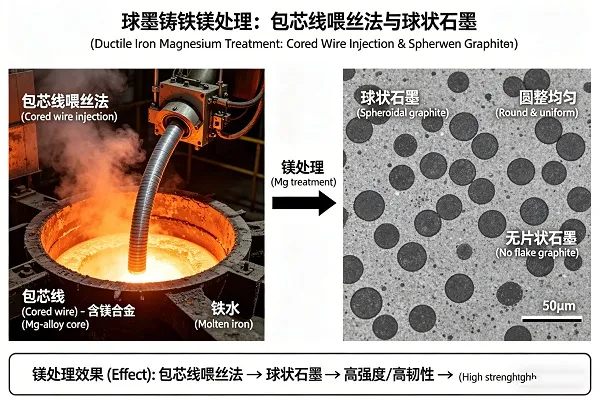
Methode 3: Hülldrahtinjektion (Moderne Methode)
Die Hülldrahtinjektion stellt die technologisch fortschrittlichste Methode dar und bietet Präzision, Konsistenz und Automatisierung für die Großserienproduktion von Gusseisen mit Kugelgraphit.
Prozessbeschreibung
MgFeSi-Pulver wird in einen Stahlmantel (Hülldraht) eingekapselt und kontinuierlich durch eine Lanze in das geschmolzene Eisen eingeführt. Der Draht schmilzt unter der Oberfläche und setzt Magnesium direkt im Bad frei, mit minimaler Rauchentwicklung und maximaler Effizienz.
Typische Parameter
- Mg-Ausbeute: 50–75 % (am konsistentesten)
- MgFeSi-Drahtzugabe: 0,5–0,9 % des Schmelzgewichts
- Anlagenkosten: Hoch (Drahtvorschub + Lanze)
- Fachkenntnisse des Bedieners: Niedrig (automatisiert)
- Rauchentwicklung: Minimal
- Typische erreichbare Nodularität: 90–98%
Vorteile
- Höchste und konsistenteste Ausbeute — Schwankung < ±3 %
- Präzise Mg-Kontrolle — Ziel-Rest-Mg innerhalb von 0,005 %
- Minimale Rauchentwicklung und Flammenbildung — sichererer, saubererer Betrieb
- Geringster Temperaturverlust (5–15 °C)
- Voll automatisierbar — integriert sich in Prozessleitsysteme
- Funktioniert mit jeder Chargengröße — von 100 kg bis 50 Tonnen
- Am besten für schwefelarme Basiseisen geeignet
Einschränkungen
- Höhere Kapitalinvestition für Drahtvorschub- und Lanzensystem
- Erfordert konstante Drahtqualität und Kalibrierung des Vorschubsystems
- Laufende Verbrauchskosten für Draht (ausgeglichen durch geringere Zugaberaten)
- Kann Schulung des Bedieners für optimale Lanzentiefe und Vorschubgeschwindigkeit erfordern

Vergleichende Übersichtstabelle
| Parameter | Sandwich-Methode | Zwischenabdeckungs-Methode | Hülldrahtinjektion |
|---|---|---|---|
| Mg-Ausbeute (%) | 25–45% | 40–60% | 50–75% |
| Ausbeutekonsistenz | Schlecht (±10 %) | Mäßig (±5 %) | Hervorragend (±3 %) |
| MgFeSi-Zugaberate | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Temp.-Verlust (°C) | 30–50 °C | 15–30 °C | 5–15 °C |
| Rauchentwicklung | Hoch | Mäßig | Minimal |
| Kapitalkosten | Niedrig | Mittel | Hoch |
| Chargengrößeneignung | 100–1000 kg | 500–2000 kg | Jede (100–50.000 kg) |
| Typische Nodularität | 80–90% | 85–95% | 90–98% |
| Automatisierungspotential | Keine | Begrenzt | Voll |
Fading verstehen: Das Rennen gegen die Zeit
Magnesium-Fading — der fortschreitende Verlust von Restmagnesium durch Reaktion mit Schwefel, Sauerstoff und Schlacke — beginnt unmittelbar nach der Behandlung. Das Fading folgt einem vorhersagbaren exponentiellen Abfall:
- Erste 5 Minuten: 10–15 % Mg-Verlust
- 5–10 Minuten: zusätzlich 5–10 % Verlust
- 10–15 Minuten: zusätzlich 3–5 % Verlust
Kritische Implikation: Um eine Nodularität >90 % aufrechtzuerhalten, sollte der Guss innerhalb von 10–12 Minuten nach der Behandlung abgeschlossen sein. Nach 15 Minuten kann die Nodularität unabhängig vom anfänglichen Mg-Gehalt unter 80 % fallen.
Strategien zur Fading-Minderung:
- Verwenden Sie schwefelarmes Basiseisen (<0,02 % S), um Mg-Verlust durch MgS-Bildung zu minimieren
- Halten Sie die Schlackendecke dick und basisch (CaO/SiO₂ > 2,0)
- Fügen Sie nach der Mg-Behandlung eine Nachimpfung (FeSiCa oder FeSiBa) mit 0,1–0,3 % hinzu, um Keimbildungsstellen wiederherzustellen (Magnesium zerstört Graphitkeime)
- Minimieren Sie die Haltezeit zwischen Behandlung und Gießen
- Die Hülldrahtinjektion ermöglicht eine spätere Mg-Zugabe und reduziert so die gesamte Haltezeit
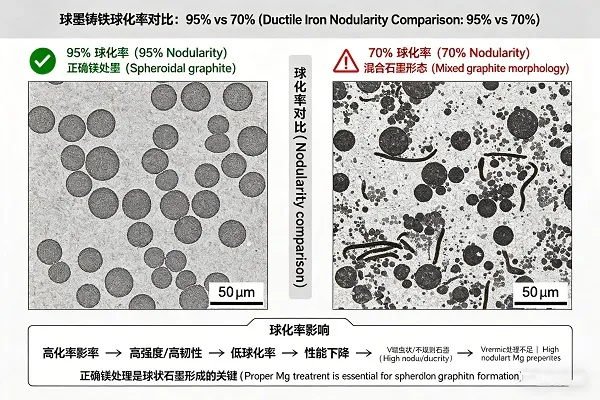
Restmagnesium-Zielwerte und Nodularität
Die Beziehung zwischen Rest-Mg und Nodularität hängt von der Wanddicke, dem Basisschwefel und dem Seltene-Erden-Gehalt ab. Allgemeine Richtlinien:
| Rest-Mg (%) | Erwartete Nodularität | Anwendungseignung |
|---|---|---|
| 0.020–0.025% | 50–70 % (gemischt/vermicular) | CGI (Vermiculargraphitguss), nicht duktil |
| 0.030–0.035% | 80–90% | Minimum für Gusseisen mit Kugelgraphit, ausreichend für schwere Wanddicken |
| 0.035–0.045% | 90–95% | Standardbereich für Gusseisen mit Kugelgraphit — Ziel für die meisten Anwendungen |
| 0.045–0.055% | 95–98% | Premium-Gusseisen mit Kugelgraphit, dünne Wanddicken, hohe Nodularitätsanforderungen |
| >0.060% | 95–98 % + Karbide | Überbehandlung — Risiko von Karbidbildung, verringerter Duktilität, erhöhter Schlackebildung |
Optimaler Bereich: 0,035–0,045 % Rest-Mg balanciert Nodularität (>90 %) gegen Karbidrisiko und Kosten aus.
Anforderungen an das Basiseisen für eine erfolgreiche Behandlung
Unabhängig von der Behandlungsmethode bestimmt die Qualität des Basiseisens den Erfolg:
- Schwefel: Muss vor der Mg-Behandlung <0,02 % betragen. Hoher S verbraucht Mg als MgS und reduziert die Nodularität. Verwenden Sie eine Entschwefelung (CaC₂, CaO oder Soda), wenn der Basis-S 0,025 % übersteigt.
- Kohlenstoffäquivalent: 4,2–4,4 % optimal. Niedrigerer CE erhöht die Karbidneigung; höherer CE verursacht Graphitflotation.
- Phosphor: <0,05 % — hoher P verursacht Versprödung.
- Titan und Chrom: Minimieren — diese sind Karbidbildner, die Magnesium entgegenwirken.
Fehlerbehebung bei häufigen Gusseisenfehlern mit Kugelgraphit
Niedrige Nodularität (<80 %)
- Mögliche Ursachen: Niedriger Rest-Mg, hoher Basisschwefel (>0,02 %), übermäßiges Fading, unzureichende Seltene Erden
- Lösungen: MgFeSi-Zugabe erhöhen, Basiseisen vorher entschwefeln, Haltezeit reduzieren, RE-haltiges MgFeSi verwenden
Karbidbildung (Weißerstarrung)
- Mögliche Ursachen: Überbehandlung (Mg >0,055 %), geringe Impfung, niedriges Kohlenstoffäquivalent, schnelle Abkühlung in dünnen Wanddicken
- Lösungen: Mg-Zugabe reduzieren, Nachimpfung (FeSiCa) erhöhen, CE nach oben anpassen (4,3-4,4 %), FeSiSr-Impfmittel für dünne Wanddicken verwenden
Lunkerporosität
- Mögliche Ursachen: Unzureichende Graphitexpansion aufgrund niedriger Knötchenzahl, schlechter Speisung, übermäßigem Mg
- Lösungen: Nachimpfung (insbesondere FeSiBa) erhöhen, Anschnitt- und Speiseroptimierung, Rest-Mg auf 0,035-0,040 % reduzieren
Fallbeispiel: Umstellung von Sandwich auf Hülldraht
Eine mittelgroße Gießerei mit einer Jahresproduktion von 15.000 Tonnen Gusseisen mit Kugelgraphit (Automobilhalterungen und Differenzialgehäuse) kämpfte mit inkonsistenter Nodularität (78–92 %) und 8 % Ausschuss aufgrund niedriger Nodularität und Karbiden. Bei Verwendung der Sandwich-Methode mit 1,2 % MgFeSi-Zugabe variierte das Rest-Mg zwischen 0,028 % und 0,052 %.
Nach der Umstellung auf Hülldrahtinjektion mit MgFeSi (6 % Mg) Draht bei einer äquivalenten Zugabe von 0,7 % waren die Ergebnisse dramatisch:
- Rest-Mg stabil bei 0,038–0,042 % (Schwankung <±0,003 %)
- Nodularität konstant >92 % (Durchschnitt 95 %)
- Ausschussrate von 8 % auf 1,5 % gesenkt
- MgFeSi-Verbrauch um 35 % reduziert (von 1,2 % auf 0,78 % Äquivalent)
- Jährliche Einsparungen: 210.000 $ bei Legierung + 180.000 $ durch weniger Ausschuss
- Amortisationszeit für den Drahtvorschub: 4 Monate
Empfehlungen nach Anwendung
| Produktionsumfang | Empfohlene Methode | Wichtigste Begründung |
|---|---|---|
| Kleine Gießerei (<1000 Tonnen/Jahr) | Sandwich- oder Tundish-Verfahren | Geringe Investition, ausreichend für moderate Qualitätsanforderungen |
| Mittlere Gießerei (1000–5000 Tonnen/Jahr) | Tundish- oder Hülldrahtverfahren | Tundish bietet eine gute Verbesserung gegenüber Sandwich; Hülldraht sorgt für Konsistenz und geringeren Legierungsverbrauch |
| Große Gießerei (>5000 Tonnen/Jahr) | Hülldrahtverfahren | Überlegene Konsistenz, niedrigste Legierungskosten, Automatisierung, minimale Rauchentwicklung, höchste Nodularität |
| Dünnwandige Gussteile (<6 mm) | Hülldraht + FeSiSr-Impfung | Präzise Mg-Steuerung verhindert Karbide; Sr-Impfmittel verbessert die Karbidbeständigkeit |
| Dickwandige Gussteile (>100 mm) | Hülldraht + SE-haltiges MgFeSi | Höherer Mg-Rückhalt für lange Erstarrung erforderlich; SE verlangsamt das Abklingen |
Eine gleichbleibende Nodularität in Gusseisen mit Kugelgraphit erfordert einen systematischen Ansatz: Wählen Sie die richtige Magnesiumbehandlungsmethode für Ihren Maßstab und Ihre Qualitätsanforderungen, halten Sie eine strenge Kontrolle des Basiseisens (insbesondere Schwefel), implementieren Sie eine robuste Nachimpfung und überwachen Sie Rest-Mg und Abklingzeit. Für die meisten mittleren bis großen Gießereien Hülldrahtinjektion bietet die beste Kombination aus Ausbeute, Konsistenz, Nodularität und Gesamtkosten – obwohl die Tundish-Methode eine praktikable Aufwertung für diejenigen darstellt, die nicht in Drahtvorschubgeräte investieren können. Bright Alloys liefert MgFeSi-Legierungen (3-10 % Mg, mit Seltenen Erden), Hülldrähte und Ferrosilizium-Impfmittel für die Nachbehandlung, unterstützt durch metallurgische Beratung zur Optimierung Ihrer GJS-Praxis.