Die Umwandlung von Flockengraphit aus Grauguss in kugelförmige Knötchen aus Gusseisen mit Kugelgraphit erfordert ein essentielles Element: MagnesiumDie heftige Reaktion von Magnesium mit flüssigem Eisen, seine geringe Löslichkeit und die schnelle Zersetzung machen die Behandlung zum kritischsten – und anspruchsvollsten – Schritt bei der Herstellung von Gusseisen mit Kugelgraphit. Die Wahl des richtigen Verfahrens und die Optimierung der Prozessparameter bestimmen direkt die Kugelform, die mechanischen Eigenschaften und die Gussqualität.
Dieser Artikel vergleicht die drei wichtigsten Magnesiumbehandlungsmethoden — Verteilerdeckel, Sandwich und Fülldrahtinjektion — Bereitstellung praktischer Anleitungen, um eine dauerhafte Nodularität von >90 % bei optimaler Erholung und minimalem Fading zu erreichen.
Die Magnesium-Herausforderung: Hohe Reaktivität, geringe Löslichkeit
Magnesium hat einen Siedepunkt von 1090 °C – deutlich unter den üblichen Abstichtemperaturen für Eisen (1400–1500 °C). Bei Zugabe zu flüssigem Eisen verdampft Magnesium sofort und erzeugt dabei starke Turbulenzen und Rauch. Der Schlüssel zu einer erfolgreichen Behandlung liegt darin, … Kontrolle dieser heftigen Reaktion um Restmagnesiumwerte von 0,030–0,045 % zu erreichen, die für eine Sphäroidisierung ohne übermäßige Carbide oder Schlacke ausreichen.
Alle kommerziellen Methoden nutzen Magnesiumferrosilizium (MgFeSi) Legierungen, die typischerweise 3–10 % Mg enthalten, sowie Seltenerdmetalle (Ce, La) und Calcium, um die Reaktion zu dämpfen und die Knollenbildung zu fördern.
Methode 1: Sandwich-Methode (Konventionell)
Das Sandwich-Verfahren ist nach wie vor die am weitesten verbreitete Behandlungsmethode, insbesondere in kleineren Gießereien, da es mit geringen Investitionskosten verbunden ist.
Prozessbeschreibung
Die MgFeSi-Legierung wird in eine Vertiefung am Boden einer speziell konstruierten Gießpfanne gegeben. Die Vertiefung ist mit Stahlstanzteilen oder einer Stahlplatte abgedeckt, um den Kontakt mit dem flüssigen Eisen zu verzögern. Das Eisen wird direkt auf die Abdeckung geträufelt, schmilzt durch diese hindurch und initiiert die Magnesiumreaktion.
Typische Parameter
- Mg-Rückgewinnung: 25–45 % (stark schwankend)
- MgFeSi-Zusatz: 1,0–1,5 % des Schmelzgewichts (abhängig vom Ziel-Mg-Gehalt)
- Ausrüstungskosten: Niedrig (nur mit Spezialkelle)
- Bedienerfähigkeit: Mittel bis hoch
- Rauchentwicklung: Bedeutsam
- Typische Knotenbildung erreicht: 80–90 %
Vorteile
- Geringer Kapitalbedarf – keine Spezialausrüstung außer der Behandlungskelle
- Geeignet für kleine bis mittlere Chargengrößen (100–1000 kg)
- Flexibel – kann ein breites Spektrum an Eisenverbindungen behandeln
Einschränkungen
- Uneinheitliche Ausbeute – Abweichungen von ±10 % zwischen den Chargen sind üblich
- Hohe Rauch- und Flammenbildung – Sicherheits- und Umweltbedenken
- Signifikanter Temperaturverlust (30–50 °C während der Behandlung)
- Ungeeignet für schwefelarme Eisensorten (erfordert höhere Zugabe)
- Nicht geeignet für die automatisierte oder Massenproduktion
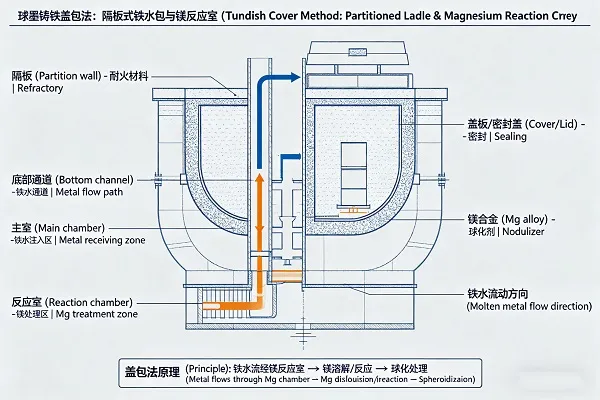
Methode 2: Trichterabdeckungsmethode
Die Tundish-Methode ist eine verfeinerte Version der Sandwich-Technik. Dabei wird eine unterteilte Schöpfkelle verwendet, die eine Reaktionskammer bildet und so eine bessere Kontrolle und höhere Ausbeute ermöglicht.
Prozessbeschreibung
Eine Gießpfanne besitzt eine Mittelwand, die sie in zwei Kammern unterteilt. In die kleinere Kammer wird MgFeSi gegeben, und flüssiges Eisen wird in die größere Kammer gegossen und fließt über die Wand in die MgFeSi-Kammer. Dadurch entsteht eine kontrollierte Reaktion mit geringerer Turbulenz als bei der Sandwich-Methode.
Typische Parameter
- Mg-Rückgewinnung: 40–60 % (beständiger als bei Sandwiches)
- MgFeSi-Zusatz: 0,8–1,2 % des Schmelzgewichts
- Ausrüstungskosten: Mittel (spezielle Schöpfkelle erforderlich)
- Bedienerfähigkeit: Mäßig
- Rauchentwicklung: Mäßig
- Typische Knotenbildung erreicht: 85–95 %
Vorteile
- Höhere und konstantere Mg-Ausbeute als bei der Sandwich-Methode
- Reduzierte Rauchentwicklung und Flammenbildung
- Geringerer Temperaturverlust (15–30 °C)
- Besser geeignet für schwefelarmes Basiseisen
- Weit verbreitet in mittelgroßen Gießereien (Chargen von 500–2000 kg)
Einschränkungen
- Höhere Kapitalkosten für Gießrinnen
- Erfordert eine spezielle Pfannenkonstruktion und -wartung
- Nicht ideal für sehr kleine Mengen (< 200 kg)
- Weist im Vergleich zu Fülldraht immer noch erhebliche Chargenschwankungen auf.
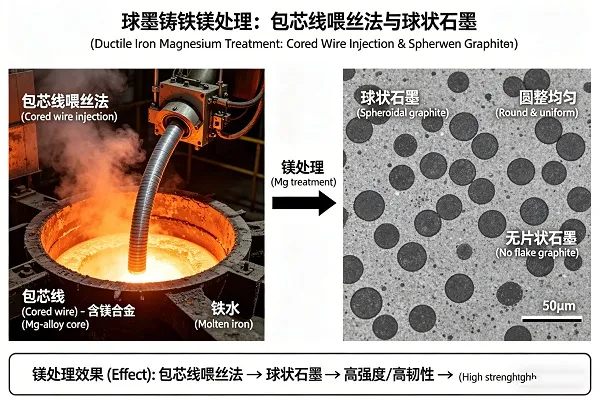
Methode 3: Fülldrahtinjektion (Moderne Methode)
Das Fülldraht-Injektionsverfahren stellt die technologisch fortschrittlichste Methode dar und bietet Präzision, Konsistenz und Automatisierung für die Massenproduktion von duktilem Gusseisen.
Prozessbeschreibung
MgFeSi-Pulver wird in einen Stahlmantel (Fülldraht) eingekapselt und kontinuierlich mittels einer Lanze in das flüssige Eisen zugeführt. Der Draht schmilzt unterhalb der Oberfläche und gibt das Magnesium mit minimaler Rauchentwicklung und maximaler Effizienz direkt in das Bad ab.
Typische Parameter
- Mg-Rückgewinnung: 50–75 % (am häufigsten)
- MgFeSi-Drahtzusatz: 0,5–0,9 % Äquivalent des Schmelzgewichts
- Ausrüstungskosten: Hoch (Drahtvorschubgerät + Lanze)
- Bedienerfähigkeit: Niedrig (automatisiert)
- Rauchentwicklung: Minimal
- Typische Knotenbildung erreicht: 90–98 %
Vorteile
- Höchste und beständigste Erholung — Abweichung < ±3%
- Präzise Mg-Kontrolle — Zielwert für Rest-Mg innerhalb von 0,005 %
- Minimale Rauchentwicklung und Leuchtspur — sichererer, saubererer Betrieb
- Geringster Temperaturverlust (5–15°C)
- Vollständig automatisierbar — integriert sich in Prozessleitsysteme
- Funktioniert mit jeder Chargengröße — von 100 kg bis 50 Tonnen
- Am besten geeignet für schwefelarmes Eisen
Einschränkungen
- Höhere Investitionskosten für Drahtvorschub- und Lanzensystem
- Erfordert gleichbleibende Drahtqualität und Kalibrierung des Zuführungssystems
- Laufende Verbrauchskosten für Draht (ausgeglichen durch niedrigere Zuwachsraten)
- Für optimale Lanzentiefe und Vorschubgeschwindigkeit kann eine Bedienerschulung erforderlich sein.

Vergleichsübersichtstabelle
| Parameter | Sandwich-Methode | Trichtermethode | Fülldrahtinjektion |
|---|---|---|---|
| Mg-Rückgewinnung (%) | 25–45 % | 40–60 % | 50–75 % |
| Wiederherstellungskonsistenz | Schlecht (±10%) | Mäßig (±5%) | Ausgezeichnet (±3%) |
| MgFeSi-Zugaberate | 1,0–1,5 % | 0,8–1,2 % | 0,5–0,9 % |
| Temperaturverlust (°C) | 30–50 °C | 15–30 °C | 5–15 °C |
| Raucherzeugung | Hoch | Mäßig | Minimal |
| Kapitalkosten | Niedrig | Medium | Hoch |
| Eignung der Chargengröße | 100–1000 kg | 500–2000 kg | Beliebig (100–50.000 kg) |
| Typische Knotenbildung | 80–90 % | 85–95 % | 90–98 % |
| Automatisierungspotenzial | Keiner | Beschränkt | Voll |
Verblassen verstehen: Der Wettlauf gegen die Zeit
Der Magnesiumverlust – der fortschreitende Verlust von Restmagnesium durch Reaktion mit Schwefel, Sauerstoff und Schlacke – beginnt unmittelbar nach der Behandlung. Der Verlust folgt einem vorhersehbaren exponentiellen Abfall:
- Erste 5 Minuten: 10–15 % Magnesiumverlust
- 5–10 Minuten: zusätzlicher Verlust von 5–10 %
- 10–15 Minuten: zusätzlicher Verlust von 3–5 %
Kritische Implikation: Um eine Nodularität von >90 % zu gewährleisten, sollte der Guss innerhalb von 10–12 Minuten Nach 15 Minuten Behandlungsdauer kann die Knotenbildung unabhängig vom anfänglichen Magnesiumspiegel unter 80 % sinken.
Strategien zur Minderung des Ausbleichens:
- Verwenden Sie schwefelarmes Basiseisen (<0,02 % S), um den Mg-Verlust durch MgS-Bildung zu minimieren.
- Die Schlackenschicht sollte dick und basisch sein (CaO/SiO₂ > 2,0).
- Nach der Mg-Behandlung sollte eine Nachimpfung (FeSiCa oder FeSiBa) in einer Konzentration von 0,1–0,3 % erfolgen, um die Nukleationsstellen wiederherzustellen (Magnesium zerstört Graphitkerne).
- Minimieren Sie die Wartezeit zwischen Behandlung und Gießen.
- Die Fülldrahtinjektion ermöglicht eine spätere Mg-Zugabe und verkürzt so die gesamte Haltezeit.
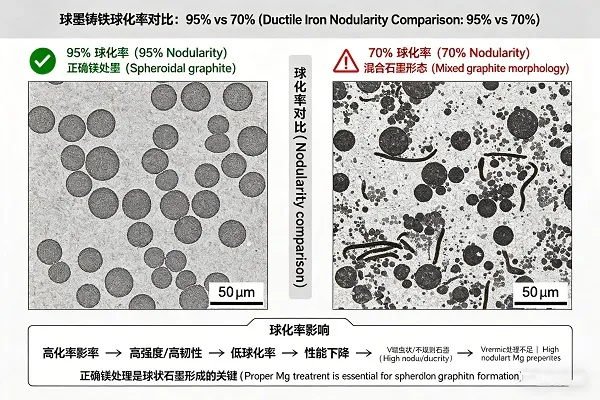
Restmagnesiumziele und Knotenbildung
Der Zusammenhang zwischen Restmagnesium und Knollenbildung hängt von der Schichtdicke, dem Schwefelgehalt und dem Gehalt an Seltenen Erden ab. Allgemeine Richtlinien:
| Rest-Mg (%) | Erwartete Knotenbildung | Eignung für den Anwendungsbereich |
|---|---|---|
| 0,020–0,025 % | 50–70 % (gemischt/wurmförmig) | CGI (kompaktes Graphitgusseisen), nicht duktil |
| 0,030–0,035 % | 80–90 % | Mindestanforderung für duktiles Gusseisen, ausreichend für dickere Querschnitte |
| 0,035–0,045 % | 90–95 % | Standard-Sphäroguss-Bereich – Zielbereich für die meisten Anwendungen |
| 0,045–0,055 % | 95–98 % | Hochwertiges duktiles Gusseisen, dünne Profile, hohe Anforderungen an die Kugelgraphitstruktur |
| >0,060 % | 95–98 % + Karbide | Überbehandlung – Risiko von Kälteschäden, verminderter Duktilität, vermehrter Schlackenbildung |
Optimaler Bereich: Ein Rest-Mg-Gehalt von 0,035–0,045 % gleicht die Nodularität (>90 %) gegen das Karbidrisiko und die damit verbundenen Kosten aus.
Grundbedarf an Eisen für eine erfolgreiche Behandlung
Unabhängig von der Behandlungsmethode ist die Eisenqualität entscheidend für den Erfolg:
- Schwefel: Der Schwefelgehalt muss vor der Magnesiumbehandlung unter 0,02 % liegen. Ein hoher Schwefelgehalt führt zur Umwandlung von Magnesium in MgS und verringert die Knötchenbildung. Bei einem Schwefelgehalt über 0,025 % ist eine Entschwefelung (CaC₂, CaO oder Soda) erforderlich.
- Kohlenstoffäquivalent: Optimal sind 4,2–4,4 %. Niedrigere CE-Werte erhöhen die Karbidbildungstendenz; höhere CE-Werte führen zur Graphitflotation.
- Phosphor: <0,05 % — hoher P-Wert führt zu Versprödung.
- Titan und Chrom: Minimieren – dies sind Karbidbildner, die Magnesium entgegenwirken.
Häufige Fehler bei duktilem Gusseisen beheben
Geringe Nodularität (<80%)
- Mögliche Ursachen: Niedriger Restmagnesiumgehalt, hoher basischer Schwefelgehalt (>0,02 %), übermäßige Ausbleichung, unzureichende Seltenerdmetalle
- Lösungen: MgFeSi-Zugabe erhöhen, Basiseisen vorentschwefeln, Haltezeit verkürzen, RE-haltiges MgFeSi hinzufügen
Karbidbildung (Kältebildung)
- Mögliche Ursachen: Überbehandlung (Mg >0,055 %), geringe Beimpfung, niedriger Kohlenstoffäquivalentwert, schnelle Abkühlung in Dünnschnitten
- Lösungen: Mg-Zugabe reduzieren, Nachimpfung (FeSiCa) erhöhen, CE erhöhen (4,3–4,4 %), FeSiSr-Impfmittel für Dünnschnitte verwenden
Schrumpfungsporosität
- Mögliche Ursachen: Unzureichende Graphitexpansion aufgrund geringer Knollenanzahl, schlechter Zufuhr, überschüssigem Magnesium
- Lösungen: Erhöhung der Nachimpfung (insbesondere FeSiBa), Optimierung des Steigrohrs, Reduzierung des Restmagnesiums auf 0,035–0,040 %
Fallbeispiel: Umstellung von Sandwich- auf Fülldraht
Eine mittelgroße Gießerei, die jährlich 15.000 Tonnen Bauteile aus duktilem Gusseisen (Automobilhalterungen und Differentialgehäuse) produziert, hatte mit uneinheitlicher Kugelgraphitbildung (78–92 %) und einem Ausschuss von 8 % aufgrund geringer Kugelgraphitbildung und Karbidanteil zu kämpfen. Durch die Anwendung des Sandwichverfahrens mit 1,2 % MgFeSi-Zusatz variierte der Restmagnesiumgehalt zwischen 0,028 % und 0,052 %.
Nach der Umstellung auf Fülldraht-Einspritzung Bei einem Zusatz von 0,7 % Äquivalenten von MgFeSi-Draht (6 % Mg) waren die Ergebnisse dramatisch:
- Der Restmagnesiumgehalt stabilisierte sich bei 0,038–0,042 % (Abweichung <±0,003 %).
- Knotenbildung durchgehend >92 % (durchschnittlich 95 %)
- Die Ablehnungsquote sank von 8 % auf 1,5 %.
- Der Verbrauch von MgFeSi wurde um 35 % reduziert (von 1,2 % auf 0,78 % Äquivalent).
- Jährliche Einsparungen: 210.000 $ bei den Legierungen + 180.000 $ bei den reduzierten Ausschusskosten
- Amortisationszeit für Drahtvorschubgerät: 4 Monate
Empfehlungen nach Anwendung
| Produktionsmaßstab | Empfohlene Methode | Wichtigste Begründung |
|---|---|---|
| Kleine Gießerei (<1000 Tonnen/Jahr) | Sandwich oder Tundish | Geringer Kapitalaufwand, ausreichend für moderate Qualitätsanforderungen |
| Mittelgroße Gießerei (1000–5000 Tonnen/Jahr) | Trichter oder Fülldraht | Die Tundish-Technologie bietet eine deutliche Verbesserung gegenüber der Sandwich-Technologie; Fülldraht sorgt für Konsistenz und geringeren Legierungsverbrauch. |
| Große Gießerei (>5000 Tonnen/Jahr) | Fülldraht | Überragende Konsistenz, niedrigste Legierungskosten, Automatisierung, minimale Rauchentwicklung, höchste Kugelform |
| Dünnwandige Gussteile (<6 mm) | Fülldraht + FeSiSr-Impfung | Präzise Mg-Kontrolle verhindert Karbidbildung; Sr-Impfmittel erhöht die Kälteresistenz |
| Dickwandige Gussteile (>100 mm) | Fülldraht + RE-haltiges MgFeSi | Höhere Magnesiumretention für lange Verfestigungszeiten erforderlich; RE verlangsamt das Ausbleichen |
Eine gleichmäßige Kugelgraphitbildung in Gusseisen erfordert ein systematisches Vorgehen: Wählen Sie das geeignete Magnesiumbehandlungsverfahren entsprechend Ihren Anforderungen an Zunder und Qualität, achten Sie auf eine strenge Kontrolle des Grundeisens (insbesondere des Schwefelgehalts), führen Sie eine zuverlässige Nachimpfung durch und überwachen Sie den Restmagnesiumgehalt sowie die Abklingzeit. Für die meisten mittelständischen bis großen Gießereien gilt Folgendes: Fülldraht-Einspritzung bietet die beste Kombination aus Ausbeute, Konsistenz, Knötchenbildung und Gesamtkosten – wobei das Gießrinnenverfahren für diejenigen, die nicht in Drahtzuführanlagen investieren können, weiterhin eine sinnvolle Alternative darstellt. Bright Alloys liefert MgFeSi-Legierungen (3–10 % Mg, mit Seltenerden), Fülldrähte und Ferrosilicium-Impfmittel für die Nachbehandlung, unterstützt durch metallurgische Expertise zur Optimierung Ihrer Gusseisenverarbeitungspraxis.