Die Geschichte der Stahldesoxidation ist eine Geschichte der kontinuierlichen Verbesserung – von der einfachen Zugabe von Aluminium zum Beruhigen der Schmelze bis hin zu den heutigen hochentwickelten Mehrkomponentenbehandlungen, die Einschlüsse konstruieren, anstatt sie lediglich zu entfernen. In den letzten acht Jahrzehnten haben Stahlhersteller gelernt, dass wie Sie desoxidieren genauso wichtig ist wie wie viel Sie desoxidieren. Die Entwicklung von aluminiumberuhigtem Stahl hin zu komplexen Desoxidationsmitteln – Silizium-Mangan, Kalzium-Silizium und seltenerdhaltigen Legierungen – stellt einen grundlegenden Wandel im metallurgischen Denken dar.
Dieser Artikel zeichnet den historischen Fortschritt der Stahldesoxidationspraktiken nach, erklärt, warum jeder Fortschritt entstand und wie moderne komplexe Desoxidationsmittel überlegene Reinheit, mechanische Eigenschaften und Kosteneffizienz liefern.
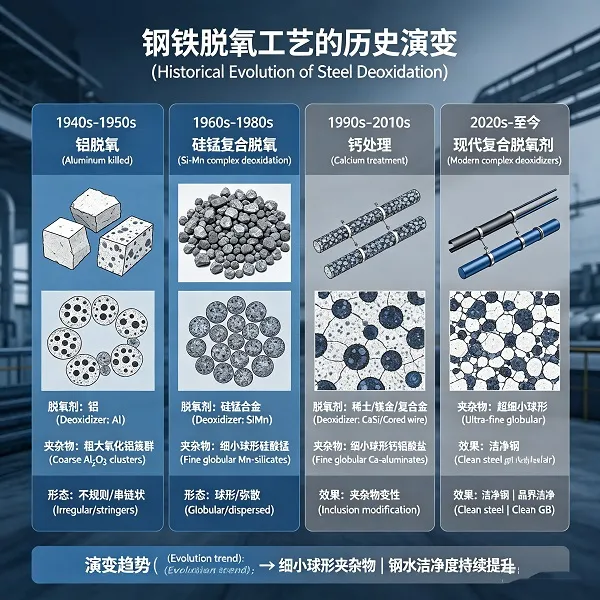
Ära 1: Die aluminiumberuhigte Revolution (1940er–1960er)
Vor der weit verbreiteten Einführung der Aluminiumdesoxidation verließen sich Stahlhersteller allein auf Silizium und Mangan und produzierten "halbb eruhigte" oder "Rand"-Stähle, die erheblichen Sauerstoff enthielten und inkonsistente Eigenschaften aufwiesen. Die Einführung der Aluminiumberuhigung in den 1940er Jahren war revolutionär. Die starke Desoxidationskapazität von Aluminium konnte gelösten Sauerstoff auf unter 10 ppm reduzieren – zuvor unerreichbare Werte – und produzierte vollberuhigten Stahl mit überlegener Gleichmäßigkeit und Freiheit von Gasporosität.
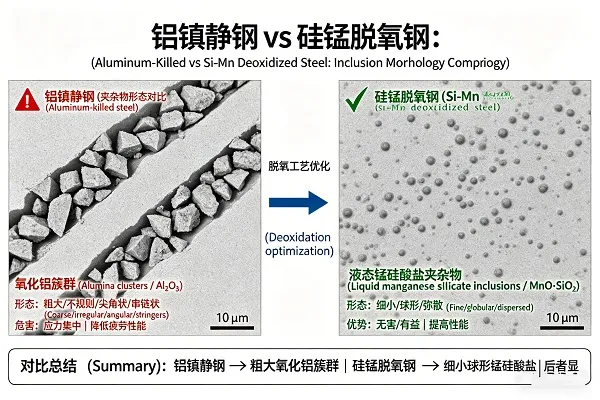
Aluminiumberuhigter Stahl brachte jedoch versteckte Kosten mit sich: die Bildung von festen, eckigen Aluminiumoxid (Al₂O₃)-Einschlüssen. Diese Einschlüsse sind hart, spröde und neigen zur Clusterbildung, wodurch Spannungsspitzen entstehen, die die Ermüdungslebensdauer verringern, die Zerspanbarkeit beeinträchtigen und während des Stranggießens zu Düsenverstopfungen führen. Für kritische Anwendungen wie Wälzlagerstähle und Automobilkomponenten wurden Aluminiumoxideinschlüsse zum leistungsbegrenzenden Faktor.
Ära 2: Silizium-Mangan-Desoxidation (1970er–1980er)
Metallurgen erkannten, dass Aluminium zwar unübertroffen für die Sauerstoffentfernung war, die resultierende Einschlussmorphologie jedoch für hochleistungsfähige Stähle inakzeptabel war. Die Silizium-Mangan-Desoxidation bot eine Alternative: die Produktion von flüssigen Mangansilikateinschlüssen (MnO·SiO₂), die leichter koaleszieren und aufschwimmen als festes Aluminiumoxid. Moderne Silizium-Mangan (Mn65Si17) und Mn65Si25 Legierungen bieten das optimale Mn/Si-Verhältnis für die Bildung flüssiger Einschlüsse und erreichen Gesamtsauerstoffgehalte von 15–25 ppm, während sie weniger und weniger schädliche Einschlüsse hinterlassen.
Der Mangangehalt in Si-Mn-Legierungen dient auch als Entschwefelungsmittel und bildet MnS-Einschlüsse, die duktiler sind als FeS. Für Anwendungen, die eine gute Zerspanbarkeit erfordern, ist eine kontrollierte MnS-Bildung vorteilhaft. Hochmanganhaltige Sorten wie Ferromangan (Mn80C0.7) und Mn75C2.0 werden oft in Verbindung mit Si-Mn verwendet, um die Manganwerte fein abzustimmen, während der Kohlenstoff unter Kontrolle bleibt. Für Anwendungen, bei denen ein höherer Kohlenstoffgehalt akzeptabel ist, Standard-Ferromangan (Mn65C7.0) bietet eine wirtschaftliche Manganquelle.
Ära 3: Kalzium-Silizium für die Einschlusstechnik (1980er–1990er)
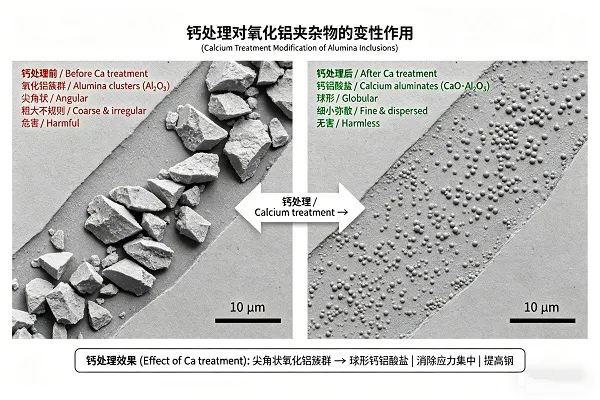
Während die Si-Mn-Desoxidation saubereren Stahl als Aluminium allein produzierte, konnte sie die ultra-niedrigen Sauerstoffwerte für Premiumanwendungen nicht erreichen. Der Durchbruch gelang mit der Kalzium-Silizium (CaSi)-Behandlung. Kalzium hat eine außergewöhnlich hohe Affinität zu Sauerstoff und Schwefel, und wenn es aluminiumberuhigtem Stahl zugesetzt wird, wandelt es feste Aluminiumoxideinschlüsse in niedrigschmelzende Kalziumaluminate (z. B. 12CaO·7Al₂O₃) um. Diese globularen Einschlüsse sind weitaus weniger schädlich und reduzieren Düsenverstopfungen drastisch.
Die moderne Praxis verwendet Kalzium-Silizium-Legierung (Si60Ca30) für die Pfannenzugabe, während SiCa-Pulver in Coredraht-Injektionssystemen für eine präzise, tiefe Pfannenzugabe verwendet wird. Die Kombination aus Si-Mn-Vordesoxidation gefolgt von einer CaSi-Behandlung erreicht Gesamtsauerstoffwerte von 8–12 ppm – eine 50%ige Reduzierung im Vergleich zu Aluminium allein – während globulare Einschlüsse entstehen, die die Ermüdungslebensdauer um das 2- bis 5-fache verbessern.
Ära 4: Seltenerd-Mikrolegierung (1990er–heute)
Die neueste Grenze der Desoxidation betrifft Seltenerdelemente — Cer (Ce) und Lanthan (La) — die in Spurenmengen (0,001–0,01 %) zugesetzt werden. Seltene Erden sind starke Desoxidations- und Entschwefelungsmittel, die stabile Oxide und Sulfide bilden und die Einschlussmorphologie weiter verfeinern. Sie bieten auch sekundäre Vorteile:
- Kornfeinung: Seltenerdeinschlüsse wirken als Keimbildungsstellen für Ferrit, reduzieren die Korngröße und verbessern Festigkeit und Zähigkeit
- Sulfidformkontrolle: RE-Elemente modifizieren MnS-Einschlüsse von länglichen Strängen zu kleinen, globularen Partikeln
- Wasserstofffang: Seltenerdeinschlüsse können Wasserstoff einfangen und so die Anfälligkeit für wasserstoffinduzierte Rissbildung (HIC) verringern
- Korrosionsbeständigkeit: Seltene Erden verbessern das Passivierungsverhalten in bestimmten Umgebungen
Obwohl Seltene Erden teurer sind als konventionelle Desoxidationsmittel, ist ihr Einsatz in Premiumqualitäten (Wälzlagerstähle, Rohrleitungsstähle für Sauergas, Offshore-Windkomponenten) zunehmend üblich.
Vergleichende Leistung über die Epochen hinweg
| Desoxidationspraxis | Ära | Gesamtsauerstoff (ppm) | Einschlussmorphologie | Ermüdungslebensdauer (relativ) | Relative Kosten |
|---|---|---|---|---|---|
| Nur Aluminium (Al-beruhigt) | 1940er–1960er | 10–20 ppm | Eckige Al₂O₃-Cluster | 1,0x (Basislinie) | Niedrig |
| Nur Si-Mn | 1970er–1980er | 15–25 ppm | Flüssiges MnO·SiO₂ | 1,5–2,0x | Niedrig-Mittel |
| Al + CaSi-Behandlung | 1980er–1990er | 8–12 ppm | Globulare Calciumaluminate | 3–5x | Mittel |
| Si-Mn + CaSi + SE | 1990er–heute | 5–10 ppm | Globular + Kornfeinung | 5–10x | Mittel-Hoch |
Die Synergie moderner komplexer Desoxidationsmittel
Die heutige Best Practice ist selten ein einzelnes Desoxidationsmittel, sondern vielmehr eine Abfolge von Zugaben die darauf ausgelegt ist, Sauerstoff schrittweise zu entfernen und gleichzeitig die Einschlusschemie zu gestalten:
- Vor-Desoxidation mit Si-Mn: Silico-Mangan (Mn65Si17) oder Mn65Si25 reduziert den Sauerstoff von ~600 ppm auf ~50–100 ppm, während flüssige Mangansilikat-Einschlüsse entstehen, die leicht aufschwimmen
- Mangan-Einstellung: Hinzufügen kohlenstoffarmes Ferromangan (Mn80C0,7) oder Mn75C2.0 um die Ziel-Mn-Gehalte zu erreichen, ohne die Kohlenstoffspezifikationen zu überschreiten; für weniger kritische Güten bietet Standard Mn65C7,0 eine wirtschaftliche Option
- End-Desoxidation mit Al (falls erforderlich): Kleine Aluminiumzugabe zur Erzielung von ultraniedrigem Sauerstoff (<10 ppm)
- Einschlussmodifikation mit CaSi: Calcium-Silicium-Legierung als Cored Wire oder Stücke zugegeben, wandelt verbleibendes Aluminiumoxid in harmlose Calciumaluminate um
- Seltenerd-Mikrolegierung (Premium-Qualitäten): Spurenzugabe von Ce/La zur Kornfeinung und weiteren Einschlusskontrolle
Fallstudie: Transformation von Wälzlagerstahl
Die Entwicklung der Desoxidationspraxis wird vielleicht am besten durch Wälzlagerstahl (SAE 52100) veranschaulicht. In den 1960er Jahren enthielt aluminiumberuhigter Wälzlagerstahl 15–20 ppm Gesamtsauerstoff, wies aber große Aluminiumoxid-Cluster auf, die Abblätterungsbrüche auslösten. In den 1980er Jahren reduzierte die Vor-Desoxidation mit Si-Mn, gefolgt von einer CaSi-Behandlung, den Gesamtsauerstoff auf 8–12 ppm und eliminierte gleichzeitig die Aluminiumoxid-Cluster. In den 2000er Jahren reduzierte die Zugabe von Seltenerdmetallen den Sauerstoff weiter auf 5–8 ppm und verfeinerte die Korngröße von ASTM 8 auf ASTM 10–11. Das Ergebnis: Die Ermüdungslebensdauer (L10) des Lagers stieg von etwa 50 Stunden in Stahl aus den 1960er Jahren auf über 500 Stunden in modernem Premium-Wälzlagerstahl – eine zehnfache Verbesserung, die fast ausschließlich auf die Weiterentwicklung der Desoxidationspraxis zurückzuführen ist.
Die Zukunft: KI-optimierte komplexe Desoxidation
Die nächste Entwicklung wird keine neue Legierung sein, sondern vielmehr intelligente Prozesssteuerung. KI-Modelle, die mit Echtzeitdaten zu Sauerstoffaktivität, Temperatur und Stahlchemie trainiert werden, können die optimale Sequenz und Menge komplexer Desoxidationsmittel – Si-Mn, CaSi, Al und Seltenerdmetalle – für jede Schmelze vorhersagen. Frühe Anwender berichten von 10–15% Reduzierung des Legierungsverbrauchs bei gleichzeitig engeren Sauerstoffzielen und konsistenteren Einschlussbewertungen. Mit der Verbesserung der Datenerfassung und -modellierung wird die KI-optimierte Desoxidation zum neuen Standard für die Produktion von sauberem Stahl werden.
Die Entwicklung der Stahldesoxidation – von aluminiumberuhigt zu komplexen Desoxidationsmitteln – spiegelt ein tieferes Verständnis der Einschlusstechnik wider. Jede Ära brachte neue Fähigkeiten: Aluminium für ultraniedrigen Sauerstoff, Si-Mn für die Bildung flüssiger Einschlüsse, Calcium-Silicium für die Einschlussmodifikation und Seltenerdmetalle für die Kornfeinung. Die heutigen Stahlhersteller verfügen über ein beispielloses Werkzeugset, um sauberen, zuverlässigen Stahl für die anspruchsvollsten Anwendungen herzustellen. Bright Alloys liefert das gesamte Spektrum moderner Desoxidationsmittel – Silizium-Mangan (Mn65Si17), Mn65Si25, kohlenstoffarmes Ferromangan (Mn80C0,7), Mn75C2.0, Standard Mn65C7,0, Calcium-Silicium (Si60Ca30), SiCa-Pulver für Cored Wireund Seltenerd-Vorlegierungen – unterstützt durch metallurgisches Fachwissen, um Ihnen bei der Implementierung der optimalen Desoxidationsstrategie für Ihre Stahlsorte zu helfen.