Ferrosilizium 72 (FeSi72) hat sich weltweit als die Arbeitssorte für die Produktion von Kohlenstoff- und niedriglegierten Stählen etabliert. Mit einem Mindestsiliziumgehalt von 72 % und einer Kostenstruktur, die typischerweise 8-12 % unter der des Pendants FeSi75 liegt, bietet FeSi72 eine hervorragende Desoxidationsleistung für die überwiegende Mehrheit der Baustahl-, Betonstahl- und Handelsstahlsorten. Das Verständnis, wie das richtige Spurenelementprofil spezifiziert, die Korngröße an das metallurgische Gefäß angepasst und die Zugabepraktiken optimiert werden, ist der Schlüssel zur Erschließung des maximalen Werts aus dieser wirtschaftlichen Legierung. Für einen breiteren Vergleich über das FeSi-Sortenspektrum hinweg siehe unseren umfassenden Leitfaden zu Ferrosilizium-Desoxidation: Sortenauswahl.
Während FeSi75 oft für Anwendungen mit höchsten Reinheitsanforderungen spezifiziert wird, deckt FeSi72 schätzungsweise 60-70 % der weltweiten Nachfrage nach Siliziumdesoxidation ab. Sein etwas geringerer Siliziumgehalt wird durch den wettbewerbsfähigen Preis pro effektivem Kilogramm Silizium ausgeglichen, und sein Spurenelementprofil – insbesondere die natürlich niedrigeren Calciumgehalte – kann bei bestimmten Stranggießvorgängen von Vorteil sein. Dieser Leitfaden bietet einen vollständigen technischen Rahmen für die Spezifikation, Beschaffung und Optimierung von FeSi72 in Lichtbogenöfen (EAF), Sauerstoffaufblaskonvertern (BOF), Pfannenöfen (LF) und Gießereianwendungen.
Spurenelementchemie in FeSi72: Was zu spezifizieren ist
Die 28 % Nicht-Silizium-Fraktion in FeSi72 besteht hauptsächlich aus Eisen plus einer Reihe von Restelementen, die die Stahlreinheit, die Vergießbarkeit und die endgültigen mechanischen Eigenschaften maßgeblich beeinflussen. Im Gegensatz zu FeSi75, wo engere Spezifikationen üblich sind, bietet FeSi72 ein breiteres – aber dennoch kontrollierbares – Chemiefenster, das Käufer verstehen müssen, um Qualitätsüberraschungen zu vermeiden.
Aluminium (Al): Das zweischneidige Desoxidationsmittel
Der Aluminiumgehalt in FeSi72 liegt typischerweise zwischen 1,0 % bis 2,5 %, und es ist sowohl ein starkes Hilfsdesoxidationsmittel als auch eine potenzielle Quelle schädlicher Aluminiumoxid (Al₂O₃)-Einschlüsse. Für die allgemeinen Betonstahl- und Baustahl Produktion sind Aluminiumgehalte von 1,5-2,0 % vollkommen akzeptabel – und tatsächlich vorteilhaft –, da das Aluminium eine zusätzliche Desoxidation bewirkt und den Bedarf an separaten Aluminiumschrotzugaben reduziert. Für Walzdraht, Kaltstauchqualität und HSLA-Blech Güten, die für kritische Anwendungen bestimmt sind, wird die Spezifikation von Al-armes FeSi72 (Al ≤ 1,0 %) dringend empfohlen. Bei diesem Gehalt ist das Risiko der Bildung fester Aluminiumoxidcluster und der anschließenden Verstopfung der Tauchausgussdüse (SEN) drastisch reduziert. Bei der Bestellung von Bright Alloys enthält unsere FeSi72-Produktspezifikation zertifizierte Aluminiumbereiche, sodass Sie die Chemie an Ihre Reinheitsanforderungen anpassen können.
Kohlenstoff (C): Niedriger Basiswert, gleichbleibende Lieferung
Standard-FeSi72 hat einen Kohlenstoffgehalt von 0.1-0.3%. Für die Mehrheit der Kohlenstoffstahlsorten (0,15-0,50 % C im Endprodukt) ist dieser Kohlenstoffbeitrag vernachlässigbar – eine FeSi72-Zugabe von 10 kg/t trägt maximal 0,003 % zum endgültigen Kohlenstoffgehalt bei. Für ultra-low-carbon (ULC)- und interstitial-free (IF)-Stähle muss jedoch selbst dieser Spurenkohlenstoff im gesamten Kohlenstoffbudget berücksichtigt werden. Der Kohlenstoffgehalt von FeSi72 ist von Natur aus niedriger als der einiger Silico-Mangan- und Ferromangan-Legierungen, was es zu einer bevorzugten Siliziumquelle macht, wenn die Minimierung des Kohlenstoffeintrags Priorität hat.
Calcium (Ca): Natürliche Vorteile von FeSi72
Einer der bedeutendsten chemischen Unterschiede zwischen FeSi72 und FeSi75 ist der Calciumgehalt. FeSi72 enthält typischerweise 0,3-0,8 % Ca, was wesentlich niedriger ist als der bei FeSi75 übliche Bereich von 0,5-1,5 % Ca. Diese niedrigere Calcium-Basiskonzentration ergibt sich aus Unterschieden in der Rohstoffauswahl und der Ofenpraxis während der Produktion. Die metallurgische Auswirkung ist zweifach: Erstens besteht ein geringeres Risiko der Calciumsulfid (CaS)-Bildung bei der Behandlung von resulfurierten Automatenstählen; zweitens gibt es eine geringere Calcium-getriebene Modifikation von Aluminiumoxideinschlüssen, was vorteilhaft sein kann, wenn eine Gießerei oder ein Stahlwerk die Einschlussmorphologie lieber durch eine separate Calciumbehandlung steuert. Für Betriebe, die CaS-bedingte Oberflächenqualitätsprobleme bei peritektischen Brammen hatten, hat die Umstellung von einem Ca-reichen FeSi75 auf ein Standard-FeSi72 das Problem ohne zusätzliche Prozessänderungen gelöst.
Phosphor (P) und Schwefel (S): Reinheitsstandards
Hochwertiges FeSi72 hält P ≤ 0,05 % und S ≤ 0,03 % als Standard ein. Diese Grenzwerte sind für praktisch alle handelsüblichen Stahlsorten ausreichend. Für kritische Anwendungen – wie säurebeständige Rohrleitungen (HIC-beständig) oder Tiefstahlstähle – können auf Anfrage engere Spezifikationen (P ≤ 0,04 %, S ≤ 0,02 %) geliefert werden. Der wirtschaftliche Vorteil von FeSi72 besteht darin, dass diese Standardreinheitsgrade ohne die mit den oft engeren Standardspezifikationen von FeSi75 verbundenen Aufpreise erreicht werden. Für Betriebe, die API-Rohrleitungs- oder Druckbehälterstähle herstellen, wird unser FeSi72 Material mit vollständigen Werkszeugnissen geliefert, die die Phosphor- und Schwefelgehalte jeder Schmelze dokumentieren und so eine vollständige Rückverfolgbarkeit gewährleisten.
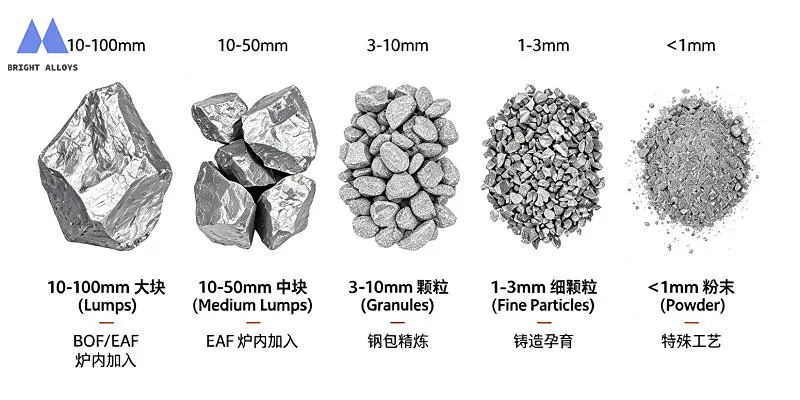
Korngrößenauswahl: Fünf industrielle Fraktionen für FeSi72
FeSi72 wird in fünf primäre Korngrößenbereiche gebrochen und gesiebt, die jeweils für eine bestimmte metallurgische Zugabemethode optimiert sind. Die Wahl der falschen Größe kann zu Oxidationsverlusten von über 15 Prozentpunkten führen, während die richtige Größe routinemäßig Ausbeuten von über 90 % erreicht.
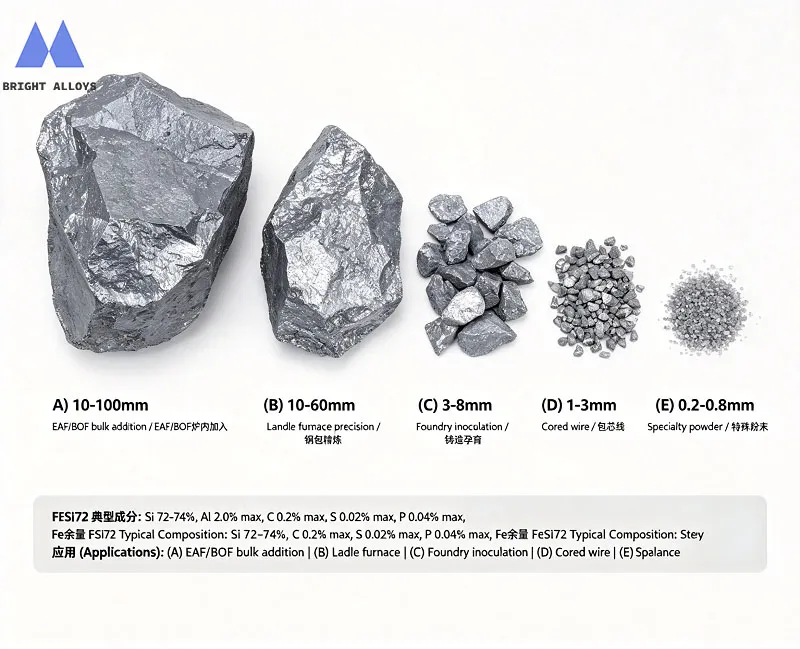
10-100 mm: EAF- und BOF-Schüttzugabe
Die 10-100 mm Fraktion ist der Standard für großvolumige Zugaben in EAF- und BOF-Gefäße, bei denen die Badtiefe 1,5 Meter übersteigt. Die größere Masse stellt sicher, dass die Legierung durch schaumige Schlackenschichten eindringt und das Metallbad erreicht, bevor sie sich auflöst. In EAF-Betrieben, die Betonstahlsorten herstellen, erreicht 10-100 mm FeSi72 typische Siliziumausbeuten von 85-90%. Die entscheidende Prozessvariable ist der Zugabezeitpunkt: Die Zugabe von FeSi72 nach dem Sauerstoffblasen und nach der Bildung der reduzierenden Schlacke minimiert die Oxidation durch restliches FeO in der Schlacke.
10-60 mm: Pfannenofen-Präzision
Für Pfannenofen (LF) und BOF-Abstich Zugaben ist der engere 10-60 mm Bereich die bevorzugte Spezifikation. Im Vergleich zu 10-100 mm bietet diese engere Verteilung vorhersagbarere Auflösungskinetiken unter Argon-Spülen. Die Stücke sind groß genug, um die Pfannenschlackendecke (typischerweise 50-80 mm dick) zu durchdringen, lösen sich aber innerhalb von 3-5 Minuten bei sanftem Argon-Spülen mit 150-250 NL/min vollständig auf. Diese Größe liefert konsistent 90-94 % Ausbeute für Baustahl- und HSLA-Güten, die im Pfannenofen behandelt werden.
3-8 mm: Gießerei-Impfqualität
Die 3-8 mm Die Feinfraktion ist das Arbeitspferd für die Impfung in Grauguss- und Sphärogussgießereien. Ihre gleichmäßige, kontrollierte Korngrößenverteilung gewährleistet eine schnelle Auflösung im flüssigen Eisenstrom (typischerweise innerhalb von 1-2 Sekunden bei 1400-1450 °C) und fördert eine gleichmäßige Graphitkeimbildung. Für Grauguss erreicht FeSi72 in 3-8 mm mit kontrolliertem Ca (0,3-0,6 %) und Al (1,0-1,5 %) zuverlässig Graphitstrukturen vom Typ A. Für Sphäroguss nach der Magnesiumbehandlung unterstützt diese Korngröße Knotenzahlen von über 200 Knoten/mm².
1-3 mm: Fülldrahtinjektion
Die 1-3 mm Fraktion wird in Fülldrähte für präzise Nachjustierungen in der Pfanne und im Zwischenbehälter abgefüllt. Die kleine, gleichmäßige Partikelgröße ermöglicht eine konstante Fülldrahtdichte (typischerweise 230-280 g/m Draht), was wiederum vorhersagbare Vorschubraten und Auflösungsverhalten gewährleistet. Die Fülldrahtinjektion mit 1-3 mm FeSi72 erreicht 95-100 % Siliziumausbringung da die Legierung tief in das Stahlbad eingebracht wird und die Schlackenschicht vollständig umgeht. Diese Methode ist besonders wertvoll für finale chemische Nachjustierungen, bei denen die Zielfenster bei ±0,02 % Si liegen.
0,2-0,8 mm: Spezialpulveranwendungen
Das feinste 0,2-0,8 mm Pulver ist ein Nischenprodukt, das in Zwischenbehälterpulverformulierungen für das Stranggießen und in exothermen Steigermassen für Gießereien verwendet wird. In Zwischenbehälteranwendungen wird FeSi72-Pulver in das Abdeckpulver eingemischt, um einen lokalen Siliziumschub zu liefern, der zur Verhinderung der Reoxidation am Meniskus beiträgt. Diese Korngröße ist aufgrund hoher Staubverluste nicht für die direkte Badzugabe vorgesehen, bietet aber bei entsprechender Formulierung in Pulvermischungen gezielte metallurgische Vorteile an der Erstarrungsfront.
FeSi72 vs. FeSi75: Ein praktischer Vergleich für Kaufentscheidungen
Die Entscheidung zwischen FeSi72 und FeSi75 hängt von den spezifischen Stahlgüteanforderungen, den Reinheitszielen und der Wirtschaftlichkeit ab. Die folgende Tabelle bietet einen direkten technischen und kommerziellen Vergleich zur Unterstützung der Beschaffungsstrategie. Für einen detaillierten Einblick in die Optimierung von FeSi75 siehe unseren Begleitleitfaden zur FeSi75-Partikelgrößen- und Chemieauswahl.
| Parameter | FeSi72 | FeSi75 | Entscheidungshilfe |
|---|---|---|---|
| Siliziumgehalt | 72-75% | 75-78% | FeSi75 bevorzugt, wenn ein enges ±0,03 % Si-Ziel eine minimale Schlackenverdünnung erfordert |
| Kosten pro metrischer Tonne | Basis (Index) | +8 bis 12 % | FeSi72 spart 120-180 $/t; jährliche Einsparungen von 60.000-120.000 $ für ein mittelgroßes Walzwerk |
| Kosten pro effektivem kg Si | Basis (Index) | +3 bis 6 % | FeSi72 gewinnt bei der rein wirtschaftlichen Siliziumlieferung unter den meisten Marktbedingungen |
| Aluminiumgehalt | 1.0-2.5% | 0.5-2.0% | FeSi75 ist bei ≤0,5 % Al für kritische Reinheitsgüten leichter zu beschaffen |
| Calciumgehalt | 0.3-0.8% | 0.5-1.5% | Der niedrigere Ca-Gehalt von FeSi72 ist ein Vorteil für peritektische Güten; FeSi75 ist besser für Ca-behandelte Schmelzen geeignet |
| Kohlenstoffgehalt | 0.1-0.3% | 0.1-0.2% | Beide für Kohlenstoffstähle geeignet; FeSi75 geringfügig besser für ULC-Güten |
| Globale Verfügbarkeit | Weit verbreitet | Weit verbreitet | FeSi72-Lieferkette in Schwellenländern breiter; kürzere Lieferzeiten |
| Beste Stahlgüten | Betonstahl, Baustahl, Grobblech, Grau-/Sphäroguss | HSLA, Automobilblech, Federstahl, Wälzlagerstahl, Reifencord | Wahl basierend auf Einschlussempfindlichkeit und Reinheitsspezifikation |
Anwendungsmatrix: FeSi72 in Stahl- und Gießereibetrieben
Die folgende Matrix ordnet acht gängige Industrieszenarien der optimalen FeSi72-Spezifikation zu, einschließlich Gefäßtyp, empfohlener Partikelgröße, kritischer Chemieparameter und angestrebter Siliziumausbringungsraten.
| Anwendung / Güte | Gefäß | Empfohlene Größe | Chemischer Schwerpunkt | Zielausbringung |
|---|---|---|---|---|
| Betonstahl (B500B, Grade 60) | EAF / BOF Pfanne | 10-100 mm | Standard Al (1,5-2,0 %), niedriger P/S-Gehalt | 85-90% |
| Baustahl (S355, A572) | BOF Abstich / Pfannenofen | 10-60 mm | Mäßiger Al-Gehalt (1,0-1,5 %), Ca 0,3-0,6 % | 90-94% |
| EAF Kohlenstoffstahlblech | EAF mit Pfannenofen | 10-100 mm | Std. Al (1,5-2,0 %), S ≤ 0,03 % | 87-92% |
| Grauguss (FC250, GG25) | Gießpfanne | 3-8 mm | Gleichmäßiger Al-Gehalt (1,0-1,5 %), Ca 0,3-0,6 % | 94-98% |
| Sphäroguss (GGG40, 65-45-12) | Nach Mg-Behandlung | 3-8 mm | Kontrollierter Ca-Gehalt (0,3-0,5 %), Varianten mit niedrigem Al-Gehalt | 95-99% |
| Fülldraht-Nachjustierung | Pfannenofen / Zwischenbehälter | 1-3 mm | Kundenspezifisch pro Güte, enge Körnung entscheidend | 95-100% |
| Pfannennachjustierung (Endchemie) | Pfannenofen Argonstation | 10-60 mm | Geringe Variabilität von Al und Ca von Charge zu Charge | 92-95% |
| Zwischenbehälterpulvermischung | Stranggießanlage | 0,2-0,8 mm | Niedriger P/S-Gehalt, gleichmäßiger Feinanteil | Wie gemischt* |
* Die Ausbringung von Zwischenbehälterpulver wird nicht als eigenständige Zugabe gemessen; das FeSi72-Pulver trägt zur gesamten metallurgischen Funktion des Zwischenbehälterflusses bei.
Ausbringungsoptimierung: Maximierung der Siliziumausbeute mit FeSi72
Eine hohe Siliziumausbringung zu erreichen, ist der Unterschied zwischen einem kosteneffizienten und einem teuren FeSi72-Programm. Eine Verbesserung der Ausbringung um 5 Prozentpunkte bei einer 100-Tonnen-Schmelze mit 1,5 kg FeSi72 pro Tonne bedeutet 7,5 kg weniger Legierung pro Schmelze – das entspricht bei aktuellen Preisen etwa 9-12 $ pro Schmelze. Bei 20 Schmelzen pro Tag und 300 Betriebstagen ergibt das jährliche Einsparungen von 54.000-72.000 $ an einem einzigen Ofen.
Kontrolle des Schlackenübertritts
Der mit Abstand größte kontrollierbare Faktor für die Siliziumausbringung ist der Schlackenübertritt vom Primärofen in die Pfanne. BOF-Schlacke enthält typischerweise 15-25 % FeO, und EAF-Schlacke kann während der Sauerstoffinjektion 30 % FeO überschreiten. Wenn FeSi72 einer Pfanne mit übermäßigem Schlackenübertritt zugesetzt wird, reagiert das Silizium bevorzugt mit FeO, anstatt sich im Stahl aufzulösen:
Si + 2FeO → SiO₂ + 2Fe (ΔG° = −315 kJ/mol bei 1600 °C)
Diese Reaktion ist thermodynamisch begünstigt und kinetisch schnell. Die Implementierung von Schlackenpfeil oder Schlackenstoppvorrichtung Technologie am BOF oder EBT (exzentrischer Bodenabstich) am EAF begrenzt den Schlackenübertritt typischerweise auf weniger als 3 kg pro Tonne Stahl. Betriebe, die den Übertritt von 8 kg/t auf 2 kg/t reduzieren, sehen routinemäßig Verbesserungen der FeSi72-Ausbringung um 4-7 Prozentpunkte.
Zugabezeitpunkt und -reihenfolge
Beim BOF-Abstich sollte FeSi72 zugegeben werden, nachdem nach 20-30 % des Abstichgewichts in die Pfanne gelangt ist, um sicherzustellen, dass ein ausreichender Stahlvorlauf vorhanden ist, um die Legierung unterzutauchen. Eine zu frühe Zugabe birgt das Risiko, dass die Legierung auf der feuerfesten Ausmauerung des Pfannenbodens landet und eine niedrig schmelzende Fayalit-Reaktionsschicht (2FeO·SiO₂) bildet. Eine zu späte Zugabe – nachdem die Schlacke zu übertreten beginnt – setzt das FeSi72 im ungünstigsten Moment der oxidierenden Schlacke aus. Das optimale Zugabefenster liegt 60-120 Sekunden während des Abstichs, wenn die Pfanne zu einem Drittel bis zwei Drittel gefüllt ist.
Argon-Spülprotokoll
Nach Ankunft der Pfanne am Pfannenofen oder der Argonstation ist ein weiches Argon-Spülen (150-250 NL/min durch einen Spülstein) für 3-5 Minuten ausreichend, um die Siliziumverteilung zu homogenisieren. Übermäßiges Spülen (>400 NL/min) öffnet das Schlackenauge und setzt die Stahloberfläche einer atmosphärischen Reoxidation aus, was die Desoxidationsarbeit des gerade zugegebenen FeSi72 zunichtemacht. Die Spülintensität sollte gerade ausreichen, um eine leichte Wölbung in der Schlackenoberfläche zu erzeugen, ohne diese zu durchbrechen.
Prozessintegration: FeSi72 im Stahlherstellungsprozess
Upstream: Schrott- und Roheisenaufbereitung
Die Qualität der FeSi72-Leistung beginnt, bevor die Legierung überhaupt das Stahlwerk erreicht. Schrottqualität und Roheisenchemie bestimmen das anfängliche Sauerstoffpotenzial des Bades. Hochrostiger Schrott oder Schrott mit erheblichem Zunder führt zusätzliches FeO ein, das reduziert werden muss. In BOF-Betrieben liefert der Siliziumgehalt des Roheisens (typischerweise 0,3-0,8 %) eine in-situ Siliziumquelle während des Blasens; ein höherer Roheisen-Siliziumgehalt reduziert den FeSi72-Zusatzbedarf beim Abstich, aber übermäßiger Siliziumgehalt (>1,0 %) erhöht das Schlackenvolumen und den Feuerfestverschleiß. Das optimale Roheisen-Siliziumziel für Werke, die FeSi72 als primäres Pfannendesoxidationsmittel verwenden, ist 0.4-0.6%.
Mittlerer Prozess: Das Abstich-Zugabefenster
Während des BOF-Abstichs wird die FeSi72-Zugabe nach 60-120-Sekunden-Marke (wie oben beschrieben) durch die Zugabe von Ferromangan und/oder Silico-Mangan später in der Abstichsequenz ergänzt. Da Silizium ein stärkeres Desoxidationsmittel als Mangan ist, etabliert die zuerst erfolgende FeSi72-Zugabe die anfängliche Desoxidation, und die Manganzugabe folgt, um die endgültige Mn-Spezifikation zu erreichen, ohne mit gelöstem Sauerstoff zu konkurrieren. Für EAF-Betriebe wird FeSi72 typischerweise während des Abstichs nach der reduzierenden Schlacke (FeO + MnO < 2 %) hergestellt wurde, oder direkt in die Pfanne während des Abstichs zugegeben.
Downstream: Kompatibilität mit dem Stranggießen
Der niedrigere Calciumgehalt von FeSi72 (0,3-0,8 %) im Vergleich zu FeSi75 bietet einen deutlichen Vorteil für peritektische Stahlgüten (0,09-0,17 % C). Diese Güten sind bekanntermaßen empfindlich gegenüber Längsoberflächenrissen beim Stranggießen, und Calciumaluminate mit hohen CaO/Al₂O₃-Verhältnissen können das Problem verschärfen, indem sie die Gießpulvereigenschaften am Meniskus verändern. Die Verwendung von FeSi72 als primäre Siliziumquelle mit seinem natürlicherweise niedrigeren Calciumbeitrag verringert das Risiko einer ungünstigen CaO-Anreicherung im Gießpulver. Mehrere Brammenstranggießanlagen haben eine 30-40%ige Reduzierung des peritektischen Rissindex nach der Umstellung von hoch-Ca-haltigem FeSi75 auf Standard-FeSi72 dokumentiert und führen die Verbesserung auf eine stabilere Gießpulverviskosität während der Gießsequenz zurück.
Gießereibetrieb: FeSi72 in der Gusseisenproduktion
Graugussimpfung mit FeSi72
Für die Graugussproduktion (FC200-FC300 / GG20-GG30-Äquivalent) dient FeSi72 in 3-8 mm mit 1,0-1,5 % Al und 0,3-0,6 % Ca als wirksames und wirtschaftliches Impfmittel. Die Zugaberate beträgt typischerweise 0,2-0,4 Gewichts-% des behandelten Eisens, zugegeben zum Metallstrom während des Transfers von der Behandlungspfanne zur Gießpfanne oder direkt in den Gießstrom an der Form. Die wichtigsten metallurgischen Funktionen sind: Förderung einer gleichmäßigen Graphitflockenverteilung vom Typ A, Verringerung der Neigung zur Karbidbildung in dünnen Querschnitten (unter 6 mm Wandstärke) und Stabilisierung des Perlit/Ferrit-Verhältnisses im Gussgefüge. Im Vergleich zu hochwertigen bariumhaltigen Impfmitteln bietet FeSi72 eine ausreichende Impfung für allgemeine Maschinengussteile zu etwa 60-70 % der Kosten.
Sphäroguss nach Magnesiumbehandlung
Bei der Sphärogussproduktion wird FeSi72 als Nachimpfmittel nach der Magnesiumbehandlung (typischerweise FeSiMg oder reiner Mg-Drahtinjektion). Das 3-8 mm FeSi72 wird während des Transfers von der Mg-Behandlungspfanne zur Gießpfanne mit 0,3-0,5 % in den Metallstrom gegeben. Die Impfung wirkt der karbidfördernden Wirkung von Magnesium entgegen und gewährleistet eine hohe Knötchenzahl (>150 Knötchen/mm² für GGG40 / 65-45-12 Güten). Für kritische Sphärogusskomponenten – wie Automobilsicherheitsteile und Windturbinengussteile – wird ein aluminiumarme Variante von FeSi72 (Al 0,8-1,2 %) empfohlen, um das Risiko von Lunkerfehlern durch Wasserstoffaufnahme aus Aluminium-Wasser-Reaktionen in der Form zu minimieren.
Fehlerbehebung bei häufigen FeSi72-Leistungsproblemen
Selbst bei korrekter Spezifikation können betriebliche Variablen die FeSi72-Leistung beeinträchtigen. Die folgende Tabelle zeigt fünf häufige Symptome in Stahlwerken und Gießereien sowie deren Ursachen und Abhilfemaßnahmen.
| Symptom | Wahrscheinliche Ursache | Abhilfemaßnahme |
|---|---|---|
| Niedrige Siliziumausbeute (<80 %) | Übermäßiger Schlackenübertrag; FeSi72-Zugabe zu früh oder zu spät beim Abstich; zu kleine Partikel, die in der Schlacke schwimmen | Schlackenkugel/Stopper einsetzen; Zugabe auf 60-120s Fenster optimieren; auf 10-100mm für tiefes Badeindringen umsteigen |
| Hohe Siliziumschwankung (±0,05 % Si) | Inkonsistente Partikelgrößenverteilung; große Chargen-zu-Chargen-Chemieschwankung; unzureichendes Argonrühren | Engeren Größenbereich spezifizieren (z.B. 10-60mm); von zertifiziertem Lieferanten mit Chargenrückverfolgbarkeit beziehen; Argonfluss auf 200-250 NL/min für 5 min erhöhen |
| SEN-Verstopfung beim Gießen | Aluminiumgehalt für die Güte zu hoch; Bildung fester Al₂O₃-Cluster | Auf Al-armes FeSi72 (Al ≤ 1,0 %) umsteigen; Calciumdrahtinjektion zur Einschlussmodifikation in Betracht ziehen |
| Peritektische Oberflächenrisse | CaO-Anreicherung in der Gießpulverschlacke durch Ca-reiche Ferrolegierung; instabile Gießpulverviskosität | Von Ca-reichem FeSi75 auf Standard-FeSi72 (Ca 0,3-0,8 %) umsteigen; tägliches CaO/SiO₂-Verhältnis der Gießpulverschlacke überwachen |
| Niedrige Knötchenzahl in Sphäroguss | Unvollständige Auflösung von überdimensionierten FeSi72-Partikeln; zu späte Impfzeitpunkt | Gesiebte Fraktion 3-8mm verwenden; Zugabe innerhalb von 60 Sekunden nach Mg-Behandlung sicherstellen; überprüfen, ob die Stromimpfung die Mitte des Metallstroms trifft |
Wirtschaftlichkeitsanalyse: Das FeSi72-Wertversprechen
Der finanzielle Fall für FeSi72 ist überzeugend, wenn man ihn durch die Linse der Gesamtbetriebskosten und nicht nur des einfachen Kaufpreises betrachtet. Stellen Sie sich ein mittelgroßes EAF-Werk vor, das jährlich 500.000 metrische Tonnen Betonstahl und Baustahlgüten produziert:
Szenario: 5 % Ausbeuteverbesserung
Bei einer Basis-Zugaberate von 1,5 kg FeSi72 pro Tonne Stahl und einer Siliziumausbeute von 85 % verbraucht das Werk jährlich 882 metrische Tonnen FeSi72. Eine Verbesserung der Ausbeute auf 90 % reduziert den Verbrauch auf 833 metrische Tonnen – eine Einsparung von 49 metrische Tonnen. Bei einem Marktpreis von etwa 1.500 $ pro metrischer Tonne für FeSi72 entspricht dies 73.500 $ jährliche direkte Materialeinsparungen. Unter Berücksichtigung reduzierter Fracht-, Handhabungs- und Lagerhaltungskosten für 49 Tonnen weniger übersteigt der jährliche Gesamtnutzen oft $100,000.
Zwei-Güten-Lagerstrategie
Viele fortschrittliche Stahlwerke übernehmen jetzt eine 80/20-Lagermodell: 80 % des Siliziumbedarfs wird mit FeSi72 gedeckt (für Betonstahl, Baustahl, Handelsblech) und 20 % mit FeSi75 (für HSLA, Automobil- und Reinheitskritische Güten). Diese Strategie nutzt den Stückkostenvorteil von FeSi72 für den Großteil der Produktion, während Premium-FeSi75 für die Güten reserviert bleibt, die seine engere Chemie und seinen niedrigeren Aluminiumgehalt tatsächlich erfordern. Einkaufsabteilungen, die diesen Ansatz umsetzen, berichten von Gesamteinsparungen bei Ferrolegierungen von 5-8% ohne Qualitätseinbußen. Um diese Strategie für Ihre spezifische Produktmischung zu bewerten, besuchen Sie unsere FeSi72-Produktseite für aktuelle Preise und Verfügbarkeit.
Fazit: Ein strategischer Ansatz für FeSi72
FeSi72 ist weit mehr als eine kostengünstigere Alternative zu FeSi75 – es ist eine strategisch eigenständige Legierung mit eigenem optimalen Anwendungsbereich. Die wichtigsten Erkenntnisse für Metallurgen, Einkaufsleiter und Betriebsteams sind:
Chemie bestimmt den Wert. Das Verständnis und die Spezifikation der Aluminium-, Calcium-, Kohlenstoff-, Phosphor- und Schwefelgehalte in FeSi72 ist der Unterschied zwischen einem Rohstoffkauf und einer technischen Lösung. Die Standardchemie von FeSi72 eignet sich für 70 % der Stahlproduktion; zu wissen, wann Spezifikationen verschärft (oder auf FeSi75 umgestiegen) werden müssen, ist der Punkt, an dem sich Fachwissen auszahlt.
Größe ist genauso wichtig wie Chemie. Die Anpassung der FeSi72-Partikelgröße an das metallurgische Gefäß – 10-100mm für EAF, 10-60mm für Pfannenöfen, 3-8mm für Gießereien, 1-3mm für Fülldrähte – bestimmt direkt die Siliziumausbeute und die Prozessstabilität. Eine Größenfehlanpassung kann 10+ Prozentpunkte der Ausbeute kosten.
Die Ausbeute ist der Ort, an dem das Geld steckt. Eine Verbesserung der Siliziumausbeute um 5 Prozentpunkte in einem mittelgroßen Betrieb führt zu jährlichen Einsparungen im sechsstelligen Bereich. Schlackenübertragskontrolle, optimierter Zugabezeitpunkt und richtiges Argonrühren sind die drei betrieblichen Verbesserungen mit der höchsten Rendite.
FeSi72 und FeSi75 ergänzen sich, sie konkurrieren nicht. Eine 80/20-Lagerstrategie nutzt die wirtschaftlichen Vorteile von FeSi72 und stellt gleichzeitig sicher, dass Premium-FeSi75 verfügbar ist, wenn die Reinheit es erfordert. Dieser Zwei-Güten-Ansatz ist die industrielle Best Practice für kosteneffiziente Siliziumdesoxidation.
Für eine detaillierte Besprechung Ihrer spezifischen Anwendungsanforderungen – einschließlich zertifizierter Chemie, Partikelgrößenverfügbarkeit und Logistikunterstützung – besuchen Sie die Bright Alloys FeSi72-Produktseite oder kontaktieren Sie direkt unser technisches Team.