
Ferrosilizium (FeSi) ist der wichtigste Desoxidationsmittel in der Stahlherstellung, gleich nach Aluminium in seiner Fähigkeit, gelösten Sauerstoff aus der Stahlschmelze zu entfernen. Dennoch behandeln viele Stahlhersteller FeSi als Massenware und übersehen die signifikanten Unterschiede zwischen den Sorten – insbesondere FeSi75 (75% Si) gegenüber FeSi72 (72% Si) – und die entscheidende Rolle von Verunreinigungen wie Aluminium und Calcium. Diese Unterschiede wirken sich direkt auf die Siliziumausbeute, die Einschlussmorphologie und die endgültige Stahlreinheit aus.
Dieser Artikel bietet einen praktischen Leitfaden zur Auswahl der richtigen Ferrosilizium-Sorte, zur Optimierung der Zugabepraxis für maximale Ausbeute und zum Verständnis, wie Verunreinigungselemente die Desoxidationsleistung beeinflussen. Für spezielle Anwendungen sind zusätzliche Sorten wie FeSi70 und FeSi65 auch für spezifische Legierungsanforderungen erhältlich.
Warum Ferrosilizium? Die Rolle von Silizium bei der Desoxidation
Silizium ist ein starkes Desoxidationsmittel mit einer hohen Affinität zu Sauerstoff. Die Desoxidationsreaktion lautet:
[Si] + 2[O] → SiO₂ (s oder l)
Im Gegensatz zur Aluminiumdesoxidation, die feste Tonerde (Al₂O₃)-Einschlüsse erzeugt, produziert die Siliziumdesoxidation Siliziumdioxid (SiO₂). In Kombination mit Mangan (wie bei der SiMn-Desoxidation) sind die resultierenden Mangansilikateinschlüsse bei Stahlherstellungstemperaturen flüssig und bieten eine bessere Flotation und Entfernung. Silizium sorgt außerdem für eine Mischkristallverfestigung im endgültigen Stahlprodukt.
Ferrosilizium wird reinem Siliciummetall vorgezogen, da es wirtschaftlicher ist, einen niedrigeren Schmelzpunkt (~1300°C vs. ~1414°C für reines Si) hat und sich leichter in der Stahlschmelze auflöst.
FeSi75 vs. FeSi72 vs. andere Sorten: Die Unterschiede verstehen
Die gebräuchlichsten Ferrosilizium-Sorten für die Stahldesoxidation unterscheiden sich durch ihren Siliziumgehalt. Bright Alloys bietet ein vollständiges Sortiment an:
| Sorte | Siliziumgehalt | Typische Anwendungen | Hauptmerkmale |
|---|---|---|---|
| FeSi65 | 65% Si Minimum | Stahlsorten mit niedrigem Siliziumgehalt, Gießereiimpfung (kostengünstigere Option) | Wirtschaftlich für Anwendungen mit weniger anspruchsvollen Si-Zielen |
| FeSi70 | 70% Si Minimum | Allgemeine Stahldesoxidation, kostenempfindliche Anwendungen | Ausgewogene Option zwischen Wirtschaftlichkeit und Siliziumgehalt |
| FeSi72 | 72–75% Si | Standardsorte für die meisten Kohlenstoff- und Baustähle | Weit verbreitet, gutes Preis-Leistungs-Verhältnis für die Massenproduktion |
| FeSi75 | 75–80% Si | Premium-Desoxidation, Rein(stahl)sorten, HSLA, Federstahl | Höheres Si pro kg, oft geringere Verunreinigungen, bevorzugt für qualitätsempfindliche Anwendungen |
| FeSi85 | 85% Si Minimum | Hochsilizium-Spezialstähle, Elektroband (geringes Volumen) | Maximale Siliziumkonzentration, spezialisierte Anwendungen |
Spezialsorten für spezifische Anwendungen
Über die Standard-Stücksorten hinaus adressieren spezialisierte Formen einzigartige Prozessanforderungen:
- FeSi68-Pulver — Feines Pulver zum Brikettpressen, Einblasen oder zur schnellen Auflösung; ideal für Pfanneneinblasanlagen und Anwendungen, die eine schnelle Siliziumfreisetzung erfordern.
- Hochreines FeSi76-79 für Elektroband — Extrem niedriger Aluminium-, Titan- und Calciumgehalt; unerlässlich für kornorientiertes und nicht kornorientiertes Elektroband, wo magnetische Eigenschaften außergewöhnliche Reinheit erfordern.
Wann man FeSi75 wählen sollte
- Höhere Siliziumeffizienz: Mehr Si pro Kilogramm Legierung reduziert Versand- und Handhabungskosten
- Niedrigerer Aluminiumgehalt: Bevorzugt für Stähle, bei denen Tonerdeeinschlüsse ein Problem darstellen (z. B. Wälzlagerstähle, Reifencord)
- Bessere Konsistenz: Premium FeSi75 aus zuverlässigen Quellen hat engere chemische Spezifikationen
- Kosteneffizient für die Massendesoxidation: Geringere Zugabemengen erreichen das gleiche Siliziumziel
Wann man FeSi72 wählen sollte
- Kostensensible Anwendungen: Oft günstiger pro Tonne (aber Kosten pro wirksamer Si-Einheit vergleichen)
- Höhere Aluminiumtoleranz: Akzeptabel für allgemeine Baustähle, bei denen Aluminiumoxid-Einschlüsse weniger kritisch sind
- Verfügbare Versorgung: Einige Regionen haben eine konsistentere FeSi72 Verfügbarkeit
- Niedrigere Calciumgehalte: Kann für bestimmte Speziallegierungen bevorzugt werden
Wann man FeSi65 oder FeSi70 wählen sollte
- Budgetbewusste Desoxidation: Für Kohlenstoffstähle mit weniger strengen Siliziumspezifikationen
- Gießereiimpfung (niedrigere Si-Gehalte): FeSi65 bietet eine kostengünstige Siliziumquelle für die Graugussimpfung
- Zwischenziele: FeSi70 schließt die Lücke zwischen Wirtschaftlichkeit und Leistung
Siliziumausbeute: Berechnung und Maximierung der Ausbeute
Die Siliziumausbeute ist der Prozentsatz des zugesetzten Siliziums, der nach der Desoxidation im Stahl verbleibt. Verluste entstehen durch Oxidation in die Schlacke, Verdampfung und Reaktion mit der Pfannenauskleidung. Typische Ausbeuteziele:
- Gute Praxis: 88–95 % Ausbeute
- Durchschnittliche Praxis: 82–88 % Ausbeute
- Schlechte Praxis: 70–80 % Ausbeute
Berechnungsbeispiel Ausbeute: Um eine Siliziumzugabe von 0,20 % in einer 100-Tonnen-Stahlschmelze mit FeSi75 (75 % Si) bei 90 % Ausbeute zu erreichen:
- Ziel Si-Zugabe = 100.000 kg × 0,20 % = 200 kg Si
- Erforderliches FeSi75 = 200 kg ÷ (75 % × 90 % Ausbeute) = 200 ÷ 0,675 = 296 kg
- Sinkt die Ausbeute auf 80 %, steigt das erforderliche FeSi75 auf 200 ÷ (0,75 × 0,80) = 333 kg (+12,5 % Verbrauch)
Faktoren, die die Siliziumausbeute beeinflussen
| Faktor | Auswirkung auf die Ausbeute | Optimierungsstrategie |
|---|---|---|
| FeO-Gehalt der Schlacke | Hoher FeO-Gehalt (>5 %) verbraucht Silizium und reduziert die Ausbeute um 10-20 % | Mitgeschleppte oxidierende Schlacke minimieren; FeO vor der FeSi-Zugabe auf <3 % reduzieren |
| Zugabetemperatur | Übermäßige Überhitzung (>100 °C über Liquidus) erhöht die Oxidation | FeSi bei 1600–1630 °C für die meisten Stahlsorten zugeben |
| Zugabemethode | Pfannenzugabe ergibt 85-92 %; Gießstrahlzugabe ergibt 90-95 % | Nach Möglichkeit Gießstrahlzugabe (späte Zugabe) verwenden; tiefes Eindringen unter die Schlackenschicht sicherstellen |
| Pfannenrühren | Unzureichendes Rühren führt zu lokal hoher Si-Konzentration und Schlackenverlust | Nach der Zugabe 3-5 Minuten rühren, um Homogenität zu gewährleisten |
| Partikelgröße und -form | Übermäßige Feinanteile (<5 mm) oxidieren vor dem Auflösen und reduzieren die Ausbeute um 5-10 %; Pulverform erfordert spezielle Handhabung | FeSi mit <5 % Feinanteilen spezifizieren; für Pulveranwendungen FeSi68-Pulver in Briketts oder Injektionssystemen verwenden, die für feine Partikel ausgelegt sind |
Die Rolle von Aluminium- und Calciumverunreinigungen
Ferrosilizium enthält stets Spuren von Aluminium und Calcium – typischerweise 0,5–2,0 % je nach Produktionsverfahren (kohlenstoffthermische Reduktion mit Quarz und Koks). Diese Verunreinigungen sind nicht nur Schadstoffe; sie nehmen aktiv an der Desoxidation und Einschlussbildung teil. Für Anwendungen, die höchste Reinheit erfordern, wie z. B. Elektrobandstähle, hochreines FeSi76-79 mit extrem niedrigem Al- und Ti-Gehalt ist erhältlich.
Aluminium in FeSi
- Positive Wirkung: Al ist ein stärkeres Desoxidationsmittel als Si. Al in FeSi bietet zusätzliche Desoxidationskraft und reduziert oft die Notwendigkeit einer separaten Aluminiumzugabe.
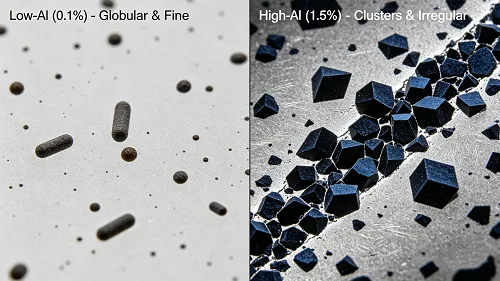
- Negative Wirkung: Al erzeugt feste Aluminiumoxid (Al₂O₃)-Einschlüsse, die schwer zu entfernen sind und beim Stranggießen Düsenverstopfungen verursachen können.
- Für Rein(stähle): FeSi mit niedrigem Al-Gehalt (<0,5 % Al) für Wälzlager-, Reifencord- und Federstähle spezifizieren. FeSi75 hat oft einen niedrigeren Al-Gehalt als Standard-FeSi72.
- Für Elektrobandstähle: Aluminium ist besonders schädlich für die magnetischen Eigenschaften; hochreine Qualitäten mit Al < 0,1 % sind unerlässlich.
- Für allgemeine Stähle: Standard-Al-Gehalte (0,5–1,5 %) sind akzeptabel und oft vorteilhaft.
Calcium in FeSi
- Positive Wirkung: Ca modifiziert Aluminiumoxid-Einschlüsse in flüssige Calciumaluminate, die weniger schädlich sind und Düsenverstopfungen reduzieren.
- Optimaler Bereich: 0,3–1,0 % Ca bietet eine vorteilhafte Einschlussmodifikation ohne übermäßige Kosten oder Nebenwirkungen.
- Überschüssiges Ca: Über 1,5 % können CaS-Einschlüsse (bei Vorhandensein von Schwefel) bilden und die Schlackenviskosität erhöhen.
- Für calciumbehandelte Stähle: Die Standard-Calciumgehalte in FeSi sind normalerweise ausreichend; Überbehandlung vermeiden.
Zugabezeitpunkt und bewährte Verfahren
Pfannenzugabe (traditionell)
- Zeitpunkt: FeSi während des Abstichs nach der teilweisen Desoxidation mit Aluminium (falls verwendet) oder nach Zugabe von SiMn zugeben
- Platzierung: In den Abstichstrahl geben für bessere Durchmischung; vermeiden, auf die feste Schlackenschicht zu fallen
- Erwartete Ausbeute: 85–90%
- Am besten geeignet für: Allgemeine Kohlenstoffstähle, große Schmelzen, Gießereien ohne Drahtzuführung
- Qualitäten: FeSi72 oder FeSi75 in Standardstückgröße (10–50 mm)
Gießstrahlzugabe (späte Zugabe)
- Zeitpunkt: FeSi während des Transfers von der Pfanne zum Verteiler (beim Stranggießen) oder während des Formfüllens (beim Blockguss) in den Metallstrahl geben
- Ausrüstung: Volumetrischer Zuführer oder manuelle Zugabe
- Erwartete Ausbeute: 90–95%
- Am besten geeignet für: Reinstahlqualitäten, präzise Desoxidationskontrolle, Minimierung der Reoxidation
- Qualitäten: FeSi75 oder FeSi85 für hohe Siliziumanforderungen
Pulver- und Injektionsanwendungen
- Anwendung: Für Pfanneninjektionssysteme oder Brikettpressen, die eine feine Partikelgröße erfordern
- Verwendete Qualität: FeSi68-Pulver mit kontrollierter Partikelgrößenverteilung (typischerweise <1 mm oder <150 μm)
- Vorteile: Schnelles Auflösen, präzise Zugabekontrolle, geeignet für automatisierte Zuführsysteme
- Erwartete Ausbeute: 85–92 % (erfordert geeignete Injektionstiefe und Gasdurchfluss)
Optimierter Arbeitsablauf
- Sauerstoffaktivität messen: Sauerstoffaktivität mit einer Lanze nach dem Abstich messen (Ziel 200-400 ppm, wenn FeSi zur primären Desoxidation verwendet wird)
- Zugabe berechnen: Ausbeuteformel basierend auf historischen Daten für Ihre Praxis verwenden
- Qualität wählen: Wählen Sie FeSi72 für allgemeine Stähle, FeSi75 für Premiumqualitäten, oder hochreines FeSi76-79 für Elektrobandanwendungen
- FeSi zugeben: Während des Abstichs oder in den Gießstrahl für beste Ausbeute
- Spülen: 3-5 Minuten Argon-Spülen (sanft, nicht heftig)
- Sauerstoff erneut messen: Rest-Sauerstoff prüfen (<30 ppm für beruhigte Stähle) und ggf. anpassen
- Probe für Chemieanalyse: Bestätigen, dass der Siliziumgehalt der Spezifikation entspricht
Auswahlhilfe nach Stahlsorte
| Stahlsorte | Empfohlene FeSi-Qualität | Ziel-Si im Stahl | Besondere Hinweise |
|---|---|---|---|
| Baustahl / Betonstahl / Handelsstäbe | FeSi70 oder FeSi72 | 0.10–0.30% | Standard Al/Ca-Gehalte akzeptabel; Ausbeute typisch 85-90 % |
| Konstruktionsstahl / HSLA | FeSi75 (Al-arm bevorzugt) | 0.15–0.40% | Al-armes FeSi für HSLA mit Kerbschlagzähigkeitsanforderungen bevorzugt |
| Federstahl | FeSi75 Al-arm (<0,5 % Al) | 1.5–2.5% | Kritische Reinheit – hoher Si-Gehalt erfordert konstante Ausbeute |
| Wälzlagerstahl | FeSi75 Al-arm (<0,5 % Al) | 0.20–0.40% | Tonerdeeinschlüsse sind inakzeptabel; Al-armes FeSi ist unerlässlich |
| Reifencordstahl | FeSi75 ultra-Al-arm (<0,3 % Al) | 0.15–0.30% | Strenge Einschlusskontrolle – Premium-Al-armes FeSi spezifizieren |
| Elektroband (GOES / NOES) | Hochreines FeSi76-79 | 2.5–3.5% | Ultra-niedrige Al-, Ti-, Ca-Gehalte für optimale magnetische Eigenschaften; Standard-FeSi-Qualitäten können diese Anforderungen nicht erfüllen |
| Gießerei-Impfung (Grauguss) | FeSi65 oder Standard-FeSi72 | Nach Bedarf (Impfmittelzugabe typisch 0,1-0,4 %) | Wirtschaftliche Siliziumquelle; wird oft als Basis für Spezialimpfmittel verwendet |
Spezialanwendungen: Elektroband und Reinheitsanforderungen
Für kornorientiertes (GOES) und nicht kornorientiertes (NOES) Elektroband sind Standard-Ferrosilizium-Qualitäten inakzeptabel. Verunreinigungen durch Aluminium, Titan und Calcium verschlechtern die magnetischen Eigenschaften erheblich, indem sie:
- Feine Ausscheidungen bilden, die Korngrenzen pinnen und die Goss-Texturentwicklung behindern
- Koerzitivfeldstärke und Ummagnetisierungsverluste erhöhen
- Magnetische Permeabilität und Sättigungsinduktion verringern
Für diese anspruchsvollen Anwendungen ist hochreines FeSi76-79 speziell entwickelt mit:
- Al < 0,05 % (max. 500 ppm, typisch <300 ppm)
- Ti < 0,02 % (max. 200 ppm)
- Ca < 0,03 % (max. 300 ppm)
- C < 0,02 % (max. 200 ppm)
- Konstanter Siliziumgehalt (76-79 %) für präzises Legieren
Fehlerbehebung bei niedriger Siliziumausbeute
| Symptom | Mögliche Ursache | Lösung |
|---|---|---|
| Ausbeute konstant <80 % | Hoher Schlacken-FeO-Gehalt (>5 %), übermäßiger Feinanteil, schlechte Durchmischung, falsche Qualitätsauswahl | Oxidierenden Schlackeneintrag reduzieren, FeSi mit geringem Feinanteil spezifizieren, Rühren verbessern; Erwägung eines Wechsels von FeSi70 zu FeSi72 oder FeSi75 für bessere Auflösung |
| Variable Ausbeute (hohe Schmelze-zu-Schmelze-Schwankung) | Inkonsistenter Zugabezeitpunkt oder -ort, variable Schlackenbedingungen | Zugabeprotokoll standardisieren, Schlacken-FeO vor Zugabe überwachen |
| Niedriger End-Si trotz korrekter Zugabeberechnung | Ausbeute unterschätzt, überoxidierte Schmelze, zu hohe Temperatur | Berechnete Zugabe um 5-10 % erhöhen, Abstichtemperatur prüfen (<1680 °C) |
| Hoher Tonerdeeinschlussanteil | Überschüssiges Aluminium im FeSi oder separate Al-Zugabe | Auf Al-arme FeSi75 Qualität umsteigen, separate Al-Zugabe reduzieren oder einstellen |
| Schlechte magnetische Eigenschaften bei Elektroband | Verunreinigungen (Al, Ti, Ca) in Standard-FeSi | Aufrüsten auf hochreines FeSi76-79 für Elektrobandanwendungen |
Fallbeispiel: Umstellung von FeSi72 auf FeSi75
Ein Baustahlwerk mit einer Jahresproduktion von 400.000 Tonnen HSLA-Qualitäten verwendete FeSi72 mit 1,8 % Al und 0,8 % Ca. Obwohl die Ausbeute akzeptabel war (86 %), zeigte der Endstahl gelegentlich Tonerdecluster, die zu Kundenreklamationen bezüglich der Oberflächenqualität von Walzprodukten führten. Nach der Umstellung auf Al-armes FeSi75 (0,4 % Al, 0,9 % Ca) mit dem gleichen Siliziumziel:
- Tonerdeeinschlussbewertung (ASTM E45) verbesserte sich von 1,5 auf 0,8 (Reduktion um 47 %)
- Siliziumausbeute stieg auf 91 % (5 Prozentpunkte höher)
- Netto-FeSi-Verbrauch sank trotz höherer Qualitätskosten um 8 % (mehr Si pro kg)
- Kundenreklamationen aufgrund von Oberflächenfehlern gingen um 65 % zurück
- Jährliche Einsparungen durch reduzierten Legierungsverbrauch und niedrigere Ausschussrate: 320.000 $
Fallbeispiel 2: Reinheitssteigerung bei Elektroband
Ein Spezialstahlwerk, das nicht kornorientiertes Elektroband (NOES) für EV-Motorbleche herstellte, hatte inkonsistente Ummagnetisierungsverlustwerte (3,5–4,5 W/kg bei 1,5 T, 50 Hz) bei Verwendung von Standard FeSi75 mit 0,12 % Al und 0,03 % Ti. Nach der Umstellung auf hochreines FeSi76-79 (Al < 0,03 %, Ti < 0,008 %) stabilisierten sich die Ummagnetisierungsverluste bei 3,2–3,5 W/kg – eine Verbesserung um 18 %, die es dem Werk ermöglichte, die Premium-Wirkungsgradspezifikationen für EV-Traktionsmotoren zu erfüllen.
Die Lehre: Premium-FeSi75 und hochreine Spezialqualitäten amortisieren sich oft durch verbesserte Ausbeute, Qualität und Leistung – die billigste Legierung ist nicht immer die kosteneffektivste.
Ferrosilizium bleibt ein unverzichtbares Desoxidationsmittel für die meisten Stahlsorten, aber um seinen Wert zu maximieren, ist eine sorgfältige Qualitätsauswahl erforderlich – von FeSi65 für den wirtschaftlichen Gießereieinsatz über FeSi75 für Premium-Stahlsorten bis hin zu hochreines FeSi76-79 für Elektroband. Die Kontrolle von Verunreinigungen (Al, Ca), optimierte Zugabepraktiken und die richtige Qualitätsauswahl sind entscheidend für die Reduzierung des Legierungsverbrauchs, die Verbesserung der Stahlreinheit und die Senkung der Produktionskosten. Bright Alloys liefert ein vollständiges Sortiment an Ferrosilizium-Qualitäten – FeSi65, FeSi68-Pulver, FeSi70, FeSi72, FeSi75, FeSi85, und hochreines FeSi76-79 für Elektroband – mit zertifizierter Chemie und kundenspezifischer Körnung für Pfannen- oder Gießstrahlzugabe, unterstützt durch metallurgische Beratung zur Optimierung Ihrer Desoxidationspraxis.