Hochfeste niedriglegierte (HSLA) Stähle stellen eine bemerkenswerte Errungenschaft in der Werkstofftechnik dar: Sie erreichen Streckgrenzen von 450–700 MPa ohne die Kohlenstoffgehalte, die Schweißbarkeit und Umformbarkeit beeinträchtigen. Das Geheimnis liegt in der präzisen Legierungszusammensetzung – einer sorgfältig ausbalancierten Kombination aus Mangan, Silizium und Mikrolegierungselementen (Niob, Vanadium, Titan). Dieser Leitfaden bietet praktische metallurgische Einblicke zur Optimierung des HSLA-Legierungsdesigns, um anspruchsvolle mechanische Eigenschaftsziele zu erreichen.
Im Gegensatz zu herkömmlichen Kohlenstoffstählen, die für ihre Festigkeit auf Kohlenstoff angewiesen sind (auf Kosten von Duktilität und Schweißbarkeit), nutzen HSLA-Stähle Ausscheidungshärtung und Kornfeinung. Die richtige Zusammensetzung zu finden, ist sowohl Wissenschaft als auch Kunst. Lassen Sie uns jedes kritische Element und seine Rolle im HSLA-System aufschlüsseln.
Mangan (Mn): Das Rückgrat der HSLA-Festigkeit
Mangan ist das am häufigsten vorkommende Legierungselement in HSLA-Stählen, typischerweise im Bereich von 1,0 % bis 1,8 %. Seine Hauptfunktionen sind die Mischkristallverfestigung und die Austenitstabilisierung. Mn verzögert die Umwandlung in Ferrit und fördert eine feinere Endkorngröße. Es verbindet sich auch mit Schwefel zu MnS-Einschlüssen und verhindert so die Bildung von Eisensulfiden mit niedrigem Schmelzpunkt, die Heißbrüchigkeit verursachen.
Praktische Richtlinien für die Mn-Auswahl: Für HSLA-Güten mit einer Streckgrenze von 450–550 MPa streben Sie 1,2–1,5 % Mn an. Höhere Festigkeitsniveaus (600+ MPa) können 1,5–1,8 % Mn erfordern, aber achten Sie auf Mittenseigerung in stranggegossenen Brammen. Mikrolegierungszusätze (Nb, V) können niedrigeres Mn ausgleichen und gleichzeitig die Kerbschlagzähigkeit verbessern.
Silizium (Si): Über die Desoxidation hinaus
Während Silizium für die Beruhigung des Stahls (Entfernung von Sauerstoff) unerlässlich ist, erstreckt sich seine Rolle im HSLA-Bereich auf Mischkristallverfestigung und Perlitförderung. Typische Si-Gehalte liegen zwischen 0,15 % und 0,50 %. Silizium erhöht die Streckgrenze um etwa 15–20 MPa pro 0,1 % Zugabe, ohne die Duktilität wesentlich zu beeinträchtigen. Übermäßiges Silizium (über 0,6 %) kann jedoch die Oberflächenqualität verschlechtern und die Verzinkungsreaktivität verringern.
Im modernen HSLA-Design wirkt Silizium synergistisch mit Mangan. Ein ausgewogenes Mn/Si-Verhältnis von etwa 3:1 bis 5:1 optimiert die Festigkeit, ohne die Bildung übermäßiger Oxideinschlüsse zu fördern. Für Anwendungen, die eine hervorragende Oberflächengüte erfordern (Automobil-Außenhautbleche), halten Sie Si unter 0,30 % und kompensieren Sie dies mit etwas höherem Mn.
Mikrolegierungselemente: Nb, V, Ti – Die Präzisionswerkzeuge
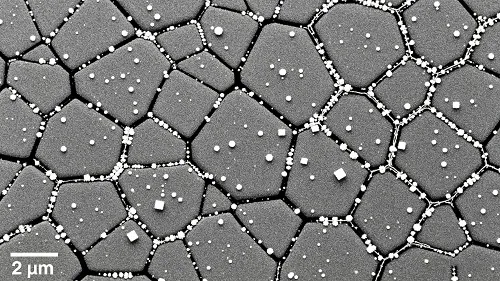
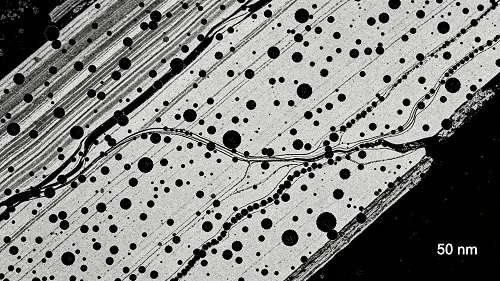
Mikrolegierungszusätze – typischerweise Niob (Nb), Vanadium (V) und Titan (Ti) – werden in kleinen Mengen (jeweils 0,02–0,15 %) verwendet, haben aber überproportional große Wirkungen. Sie bilden feine Karbid- und Nitridausscheidungen, die Korngrenzen pinnen und die Rekristallisation während des Warmwalzens hemmen, was zu extrem feinen Ferritkorngrößen (5–10 μm) führt.
Niob (Nb): Der Kornfeiner
Niob ist der wirksamste Kornfeiner unter den Mikrolegierungen. Die Zugabe von 0,03–0,08 % Nb verfeinert die Austenitkörner während des Vor- und Fertigwalzens, was zu Ferritkörnern von nur 5 μm führt. Jede Reduzierung der Korngröße um 1 μm erhöht die Streckgrenze um 10–15 MPa und senkt die Übergangstemperatur im Kerbschlagbiegeversuch. Nb bietet auch Ausscheidungshärtung durch Nb(C,N)-Partikel.
Vanadium (V): Der Ausscheidungshärter
Vanadium ist besonders wirksam in Stählen, die normalisiert oder beschleunigt abgekühlt werden. Mit typischen Zugaben von 0,05–0,12 % bildet V V(C,N)-Ausscheidungen, die nach der Umwandlung in Ferrit eine starke Ausscheidungshärtung bewirken. Im Gegensatz zu Nb verfeinert V die Walzkorngröße nicht wesentlich, liefert aber durch feine VN-Partikel hervorragende Festigkeitsbeiträge (bis zu 150 MPa).
Titan (Ti): Der Einschlussmodifikator und N-Fänger
Titan wird in geringeren Mengen (0,01–0,05 %) zugesetzt, hauptsächlich um TiN-Partikel zu bilden, die das Austenitkornwachstum während des Wiedererhitzens verhindern. TiN-Partikel sind bei hohen Temperaturen (bis zu 1350 °C) stabil, was sie ideal zur Kontrolle der Korngröße in Brammenaufwärmöfen macht. Übermäßiges Ti führt jedoch zu grobem TiN, das die Ermüdungsleistung beeinträchtigt. Ti schützt auch Nb und V vor Stickstoff, indem es bevorzugt TiN bildet.
Zusammenfassung: Zusammensetzungsrichtlinien nach Anwendung
Die optimale HSLA-Zusammensetzung hängt von Ihrem Stahlherstellungsweg (konventionelles Warmbandwalzwerk vs. Dünnbrammengießen), der Abkühlstrategie (beschleunigte Kühlung, Direkthärtung) und den Zieleigenschaften ab. Nachfolgend finden Sie drei bewährte Zusammensetzungsvorlagen:
| Güte / Anwendung | Mn (%) | Si (%) | Nb (%) | V (%) | Ti (%) | Erwartete Streckgrenze (MPa) |
|---|---|---|---|---|---|---|
| Konstruktion / Allgemeine Umformung | 1.0–1.3 | 0.15–0.30 | 0.02–0.04 | — | 0.01–0.02 | 380–480 |
| Automobilfahrwerk / HSLA 350 | 1.2–1.5 | 0.20–0.40 | 0.04–0.07 | 0.02–0.05 | 0.01–0.03 | 450–550 |
| Grobblech / Hohe Zähigkeit | 1.4–1.8 | 0.30–0.50 | 0.05–0.09 | 0.06–0.10 | 0.01–0.04 | 550–700 |
Vermeidung häufiger Fallstricke
Selbst mit den richtigen Zusammensetzungszielen bestimmen die Verarbeitungsbedingungen den Erfolg. Wichtige Überlegungen:
- Stickstoffkontrolle: Übermäßiger freier N führt zu groben Ausscheidungen und Reckalterung. Balancieren Sie N mit Ti- und Al-Zusätzen aus.
- Wiedererhitzungstemperatur: Für Nb-mikrolegierte Stähle ist ein Wiedererhitzen der Bramme über 1200 °C erforderlich, um Nb-Karbide aufzulösen – zu niedrig und Sie verlieren das Ausscheidungspotenzial.
- Abkühlgeschwindigkeit: Beschleunigte Kühlung nach dem Walzen verbessert die Ausscheidungshärtung; optimieren Sie die Kühlung auf dem Kühlbett, um Überhärtung zu vermeiden.
Nachhaltigkeit und Kosteneffizienz im HSLA-Design
Intelligente Legierungsoptimierung reduziert den Materialeinsatz – festerer Stahl ermöglicht leichtere Querschnitte, senkt das Gesamtgewicht und die CO₂-Emissionen in Transportanwendungen. Darüber hinaus senkt der Ersatz teurer Ni-, Cr- und Mo-Elemente durch ausgewogene Mn- und Mikrolegierungskombinationen die Rohmaterialkosten um 15–25 % bei gleichbleibender Leistung. Bright Alloys bietet ein umfassendes Sortiment an hochreinem Ferromangan, Ferrosilizium und Niob/Vanadium-Vorlegierungen präzise zugeschnitten für die HSLA-Produktion.
Während sich die Industrie in Richtung der nächsten Generation von hochfesten Stählen (AHSS) bewegt, bleiben die grundlegenden Prinzipien des HSLA-Legierungsdesigns hochrelevant. Durch die Beherrschung des Gleichgewichts von Mangan, Silizium und Mikrolegierungselementen können Metallurgen außergewöhnliche mechanische Eigenschaften erzielen, ohne die Schweißbarkeit oder Umformbarkeit zu beeinträchtigen – das Markenzeichen wahrer HSLA-Exzellenz.