Hochfeste niedriglegierte Stähle (HSLA) Sie stellen eine bemerkenswerte Leistung in der Werkstofftechnik dar: Streckgrenzen von 450–700 MPa werden erreicht, ohne dass der Kohlenstoffgehalt die Schweißbarkeit und Umformbarkeit beeinträchtigt. Das Geheimnis liegt in der präzisen Legierungszusammensetzung – einer sorgfältig abgestimmten Kombination aus Mangan, Silizium und Mikrolegierungselementen (Niob, Vanadium, Titan). Dieser Leitfaden bietet praktische metallurgische Einblicke zur Optimierung der HSLA-Legierungsentwicklung, um anspruchsvolle Anforderungen an die mechanischen Eigenschaften zu erfüllen.
Im Gegensatz zu herkömmlichen Kohlenstoffstählen, die auf Kohlenstoff für die Festigkeit angewiesen sind (auf Kosten der Duktilität und Schweißbarkeit), nutzen HSLA-Stähle Niederschlagsverstärkung Und KornverfeinerungDie richtige Komposition zu finden, ist sowohl Wissenschaft als auch Kunst. Schauen wir uns jedes wichtige Element und seine Rolle im HSLA-System genauer an.
Mangan (Mn): Das Rückgrat der HSLA-Stärke
Mangan ist das am häufigsten vorkommende Legierungselement in HSLA-Stählen und liegt typischerweise in einem Bereich von 1,0 % bis 1,8 %Seine Hauptfunktionen sind die Mischkristallverfestigung und die Austenitstabilisierung. Mangan verzögert die Ferritbildung und fördert so ein feineres Endkorn. Es verbindet sich außerdem mit Schwefel zu MnS-Einschlüssen und verhindert dadurch die Bildung niedrigschmelzender Eisensulfide, die zu Warmbruch führen.
Praktische Richtlinien für die Mn-Auswahl: Für hochfeste Leichtmetallstähle (HSLA) mit einer Streckgrenze von 450–550 MPa wird ein Mangangehalt von 1,2–1,5 % angestrebt. Höhere Festigkeiten (über 600 MPa) können 1,5–1,8 % Mangan erfordern, jedoch ist bei Stranggießbrammen auf Mittellinienentmischung zu achten. Mikrolegierungszusätze (Nickel, Vanadium) können den geringeren Mangangehalt kompensieren und gleichzeitig die Kerbschlagzähigkeit verbessern.
Silizium (Si): Jenseits der Desoxidation
Silizium ist zwar für das Abtöten des Stahls (Entfernung von Sauerstoff) unerlässlich, seine Rolle bei HSLA erstreckt sich jedoch auf Mischkristallverfestigung Und Perlit-AktionTypische Siliziumgehalte liegen zwischen 0,15 % und 0,50 %. Silizium erhöht die Streckgrenze um etwa 15–20 MPa pro 0,1 % Zugabe, ohne die Duktilität wesentlich zu beeinträchtigen. Ein zu hoher Siliziumgehalt (über 0,6 %) kann jedoch die Oberflächenqualität verschlechtern und die Verzinkungsreaktivität verringern.
In modernen HSLA-Bauteilen wirkt Silizium synergistisch mit Mangan. Ein ausgewogenes Mn/Si-Verhältnis von etwa 3:1 bis 5:1 optimiert die Festigkeit, ohne die Bildung übermäßiger Oxideinschlüsse zu begünstigen. Für Anwendungen, die eine exzellente Oberflächengüte erfordern (z. B. exponierte Karosserieteile), sollte der Siliziumgehalt unter 0,30 % liegen und durch einen etwas höheren Mangangehalt kompensiert werden.
Mikrolegierungselemente: Nb, V, Ti – Die Präzisionswerkzeuge
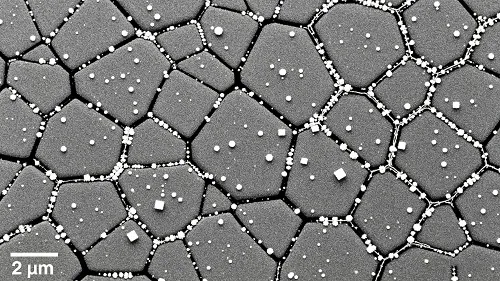
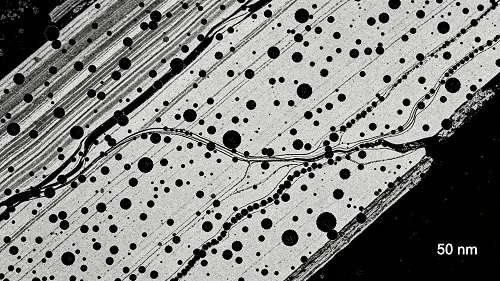
Mikrolegierungszusätze – typischerweise Niob (Nb), Vanadium (V) und Titan (Ti) Sie werden in geringen Mengen (jeweils 0,02–0,15 %) eingesetzt, haben aber unverhältnismäßig große Auswirkungen. Sie bilden feine Carbid- und Nitrid-Ausscheidungen, die Korngrenzen blockieren und die Rekristallisation beim Warmwalzen hemmen, was zu extrem feinen Ferritkorngrößen (5–10 μm) führt.
Niob (Nb): Der Kornverfeinerer
Niob ist das wirksamste Kornfeinungsmittel unter den Mikrolegierungen. Die Zugabe von 0,03–0,08 % Nb verfeinert die Austenitkörner beim Vor- und Fertigwalzen und führt zu Ferritkörnern mit einer Größe von bis zu 5 μm. Jede Verringerung der Korngröße um 1 μm erhöht die Streckgrenze um 10–15 MPa und gleichzeitig die Duktil-Spröd-Übergangstemperatur. Nb bewirkt zudem eine Ausscheidungshärtung durch Nb(C,N)-Partikel.
Vanadium (V): Der Fällungsverstärker
Vanadium ist besonders wirksam in Stählen, die normalisiert oder beschleunigt abgekühlt werden. Bei typischen Zugaben von 0,05–0,12 % bildet V V(C,N)-Ausscheidungen, die nach der Ferritumwandlung eine starke Ausscheidungshärtung bewirken. Im Gegensatz zu Nb verfeinert V das Walzkorn nicht wesentlich, trägt aber durch feine VN-Partikel hervorragend zur Festigkeit (bis zu 150 MPa) bei.
Titan (Ti): Der Einschlussmodifikator und Stickstofffänger
Titan wird in geringen Mengen (0,01–0,05 %) zugesetzt, hauptsächlich um TiN-Partikel zu bilden, die das Austenitkornwachstum beim Wiedererwärmen verhindern. TiN-Partikel sind bei hohen Temperaturen (bis zu 1350 °C) stabil und eignen sich daher ideal zur Korngrößenkontrolle in Brammen-Wiedererwärmungsöfen. Ein Überschuss an Titan führt jedoch zu grobem TiN, was die Dauerfestigkeit beeinträchtigt. Titan schützt zudem Niob und Vanadium vor Stickstoff, indem es bevorzugt TiN bildet.
Zusammenfügen: Kompositionsrichtlinien nach Anwendung
Die optimale HSLA-Zusammensetzung hängt von Ihrem Stahlherstellungsverfahren (konventionelles Warmbandwalzwerk vs. Dünnbandguss), Ihrer Kühlstrategie (beschleunigte Abkühlung, Direktabschreckung) und den angestrebten Eigenschaften ab. Nachfolgend finden Sie drei bewährte Zusammensetzungsvorlagen:
| Note / Bewerbung | Mn (%) | Si (%) | Nb (%) | V (%) | Ti (%) | Erwartete Streckgrenze (MPa) |
|---|---|---|---|---|---|---|
| Strukturelle / allgemeine Formgebung | 1.0–1.3 | 0.15–0.30 | 0.02–0.04 | — | 0.01–0.02 | 380–480 |
| Fahrgestell für Kraftfahrzeuge / HSLA 350 | 1.2–1.5 | 0.20–0.40 | 0.04–0.07 | 0.02–0.05 | 0.01–0.03 | 450–550 |
| Schweres Blech / Hohe Zähigkeit | 1.4–1.8 | 0.30–0.50 | 0.05–0.09 | 0.06–0.10 | 0.01–0.04 | 550–700 |
Häufige Fallstricke vermeiden
Selbst bei optimaler Zusammensetzung entscheiden die Verarbeitungsbedingungen über den Erfolg. Wichtige Aspekte:
- Stickstoffkontrolle: Überschüssiger freier Stickstoff führt zu groben Ausscheidungen und Spannungsalterung. Der Stickstoffgehalt sollte durch Zugaben von Titan und Aluminium ausgeglichen werden.
- Wiedererwärmungstemperatur: Bei mit Niob mikrolegierten Stählen ist eine Wiedererwärmung der Bramme über 1200°C erforderlich, um die Niobcarbide aufzulösen – ist die Temperatur zu niedrig, geht das Ausscheidungspotenzial verloren.
- Abkühlungsrate: Eine beschleunigte Abkühlung nach dem Walzen verstärkt die Ausscheidungshärtung; eine Feinabstimmung der Abkühlung am Auslauftisch ist notwendig, um eine Überhärtung zu vermeiden.
Nachhaltigkeit und Kosteneffizienz im HSLA-Design
Intelligente Legierungsoptimierung reduziert den Materialverbrauch – festerer Stahl ermöglicht dünnere Profile, wodurch das Gesamtgewicht und die CO₂-Emissionen im Transportwesen sinken. Darüber hinaus senkt der Ersatz teurer Legierungen wie Nickel, Chrom und Molybdän durch ausgewogene Mangan-Mikrolegierungskombinationen die Rohstoffkosten um 15–25 % bei gleichbleibender Leistungsfähigkeit. Bright Alloys bietet ein umfassendes Sortiment an hochreine Ferromangan-, Ferrosilicium- und Niob/Vanadium-Vorlegierungen präzise zugeschnitten auf die HSLA-Produktion.
Im Zuge der Entwicklung hochfester Stähle der nächsten Generation (AHSS) bleiben die grundlegenden Prinzipien der HSLA-Legierungsentwicklung weiterhin von großer Bedeutung. Durch die präzise Abstimmung von Mangan, Silizium und Mikrolegierungselementen können Metallurgen herausragende mechanische Eigenschaften erzielen, ohne Kompromisse bei Schweißbarkeit oder Umformbarkeit einzugehen – den Kennzeichen exzellenter HSLA-Stähle.