
Sauerstoff ist in der Stahlherstellung sowohl essentiell als auch schädlich. Während das Sauerstoffblasen für die Raffination im Sauerstoffaufblaskonverter (BOF) und im Lichtbogenofen (EAF) zur Entfernung von Kohlenstoff, Phosphor und Silizium grundlegend ist, der nach dem Abstich verbleibende gelöste Sauerstoff muss streng kontrolliert werden. Unkontrollierter Sauerstoff führt zu Gasporosität, Versprödung und, am kritischsten, zur Bildung nichtmetallischer Einschlüsse, die die mechanischen Eigenschaften, die Ermüdungslebensdauer und die Oberflächenqualität beeinträchtigen.
Die moderne Stahlherstellung erfordert ein tiefgreifendes Verständnis der Sauerstoffaktivität, des Desoxidationsgleichgewichts und des Einschluss-Engineerings. Dieser Artikel untersucht, wie gelöster Sauerstoff die Einschlussbildung antreibt, und stellt praktische Strategien für eine optimale Desoxidationspraxis bei verschiedenen Stahlsorten vor.
Die Sauerstoff-Herausforderung: Vom BOF zum Verteiler
Am Ende des BOF- oder EAF-Prozesses enthält flüssiger Stahl 400–800 ppm gelösten Sauerstoff, hauptsächlich im Gleichgewicht mit Kohlenstoff. Zum Vergleich: Die meisten fertigen Stahlprodukte erfordern Sauerstoffgehalte unter 30 ppm, wobei kritische Anwendungen (Wälzlagerstähle, Federstähle) weniger als 10 ppm Gesamtsauerstoff verlangen. Der Desoxidationsschritt – das Hinzufügen von Elementen mit hoher Sauerstoffaffinität – muss die überwältigende Mehrheit dieses Sauerstoffs entfernen und gleichzeitig die unvermeidliche Einschlusspopulation kontrollieren, die daraus resultiert.
Die grundlegende Desoxidationsreaktion kann wie folgt dargestellt werden: x[M] + y[O] → MₓOy (s oder l). Die Wahl des Desoxidationsmittels bestimmt die Chemie, Morphologie und das Entfernungsverhalten der Einschlüsse. Lassen Sie uns die gängigsten Desoxidationssysteme untersuchen.
Aluminium-Desoxidation: Hohe Effizienz, hohes Einschlussrisiko
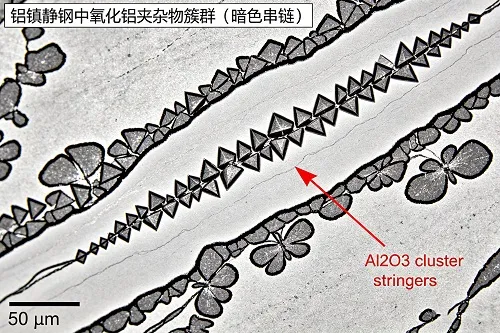
Aluminium ist das wirksamste und kostengünstigste Desoxidationsmittel, das in der Lage ist, gelösten Sauerstoff auf 2–5 ppm unter Gleichgewichtsbedingungen zu reduzieren. Die Reaktion ist: 2Al + 3[O] → Al₂O₃(s). Die resultierenden Aluminiumoxid (Al₂O₃)-Einschlüsse sind jedoch fest, hart und bilden oft Cluster, die nur schwer vollständig zu entfernen sind. Diese Einschlüsse sind schädlich für die Ermüdungslebensdauer, Zerspanbarkeit und Oberflächengüte. Beim Stranggießen ist die Aluminiumoxid-Ablagerung in Tauchausgüssen (SEN) eine anhaltende betriebliche Herausforderung.
Bewährte Praxis für die Al-Desoxidation: Für vollberuhigte Stähle, die einen sehr niedrigen Gesamtsauerstoff erfordern, verwenden Sie 0,5–1,2 kg Al pro Tonne Stahl. Führen Sie eine Argon-Spülung durch, um die Einschlussflotation zu fördern, und, wo möglich, eine Calciumbehandlung, um Aluminiumoxid in flüssige Calciumaluminate umzuwandeln.
Silizium-Mangan-Desoxidation: Flüssige Einschlüsse, saubererer Stahl
Die Kombination von Silizium und Mangan bietet einen entscheidenden Vorteil: Das Desoxidationsprodukt ist flüssiges Mangansilikat (MnO·SiO₂) bei Stahlherstellungstemperaturen. Flüssige Einschlüsse verschmelzen leichter und schwimmen schneller aus als feste Oxide. Die Reaktion folgt: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l). Während die Silizium-Mangan-Desoxidation nicht so niedrige Sauerstoffgehalte erreicht wie Aluminium (typischerweise 20–40 ppm Rest-O), ist die resultierende Einschlusspopulation kleiner, kugelförmiger und weniger schädlich. Für viele Baustahlsorten bietet die Si-Mn-Desoxidation das optimale Gleichgewicht zwischen Reinheit und Kosten.
Praktischer Tipp: Halten Sie ein angestrebtes Mn/Si-Verhältnis von 3:1 bis 5:1 ein, um die Bildung flüssiger Oxide zu gewährleisten. Verwenden Sie hochwertiges Silico-Mangan-Legierung (SiMn) mit gleichbleibender Chemie für reproduzierbare Ergebnisse.
Calciumbehandlung: Modifikation von Einschlüssen für überlegene Leistung
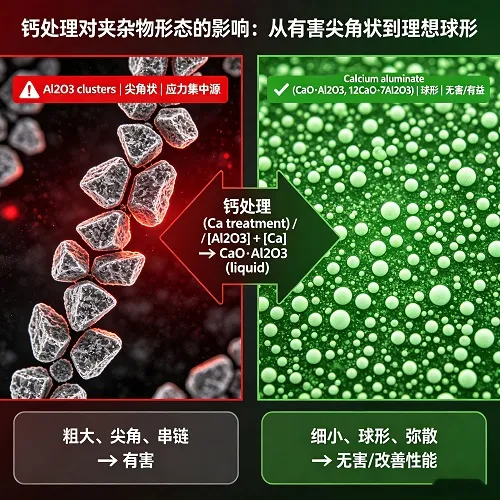
Calcium wird aufgrund seiner hohen Kosten und geringen Ausbeute selten als primäres Desoxidationsmittel verwendet, aber es ist unübertroffen als Einschlussmodifikator. Wenn es aluminiumberuhigtem Stahl zugesetzt wird (typischerweise über CaSi-Hohldraht), reagiert Calcium mit festen Aluminiumoxideinschlüssen zu niedrig schmelzenden Calciumaluminaten (z. B. 12CaO·7Al₂O₃, Schmelzpunkt ~1455°C). Diese globularen Einschlüsse sind weniger schädlich für die mechanischen Eigenschaften und reduzieren das Düsenverstopfen beim Stranggießen erheblich.
Richtlinien für die Calciumzugabe: Für eine optimale Modifikation streben Sie ein Ca/Al-Verhältnis von 0,10–0,15 an. Überschüssiges Calcium führt zur CaS-Bildung, die wieder erstarren und andere Gießprobleme verursachen kann. Präzision ist entscheidend; die moderne Praxis verwendet CaSi-Hohldraht-Injektion mit Echtzeit-Feedback.
Messung und Überwachung der Sauerstoffaktivität
Die moderne Stahlherstellung verlässt sich auf elektrochemische Sauerstoffsensoren (ZrO₂-basiert), um die gelöste Sauerstoffaktivität direkt in der Pfanne zu messen. Diese Messungen leiten die Desoxidationsmittelzugaben und reduzieren Über- und Unterbehandlung. Wichtige Sauerstoffziele nach Prozessschritt:
- Ende BOF/EAF: 400–800 ppm (vor der Desoxidation)
- Nach Al- oder SiMn-Zugabe: 10–30 ppm (aktiver Sauerstoff)
- Nach Calciumbehandlung: 5–15 ppm + stabile Einschlussmodifikation
- Verteiler (Stranggießen): Gesamtsauerstoff (Otot) typischerweise 15–30 ppm, je nach Sorte
Strategien für eine optimale Desoxidationspraxis
Um eine gleichbleibende Stahlreinheit zu erreichen, ist ein systematischer Ansatz erforderlich. Das folgende Rahmenwerk gilt für die meisten Kohlenstoff- und niedriglegierten Stahlsorten:
- Schlackenführung: Aufrechterhaltung einer basischen Schlacke (CaO/SiO₂ > 2,5) zur Absorption von Desoxidationsprodukten. Die Reduzierung des FeO-Gehalts der Schlacke unter 1 % minimiert die Sauerstoffrückführung.
- Starkes Argon-Rühren: Mindestens 5–10 Minuten sanftes Argon-Spülen nach der Desoxidation fördert die Flotation von Einschlüssen.
- Sukzessive Zugabe: Für Sorten, die einen sehr niedrigen Sauerstoffgehalt erfordern, sollte eine Voroxidation mit Si-Mn, gefolgt von einer Al-Enddesoxidation und einer Ca-Modifikation, in Betracht gezogen werden.
- Pfannenabdeckung: Verhindern Sie eine Reoxidation durch die Pfannenschlacke oder Lufteintrag während des Abstichs und des Gießens.
Fallbeispiel: Qualitätstransformation bei Wälzlagerstahl
Ein Spezialstahlhersteller, der Wälzlagerstahl SAE 52100 herstellt, hatte aufgrund von Aluminiumoxid-Einschlüssen, die in der Ultraschallprüfung festgestellt wurden, hohe Ausschussraten. Durch die Implementierung eines Zweistufiges Desoxidationsprotokoll (Si-Mn-Vordesoxidation → Al-Enddesoxidation → CaSi-Pulverdrahtbehandlung) und die Optimierung der Pfannenrührzeit auf 12 Minuten konnte der Hersteller den Gesamtsauerstoffgehalt von 18 ppm auf 8 ppm senken. Die Bewertung der Einschlüsse verbesserte sich um 60 %, und die Ermüdungslebensdauer des Lagers (L10) mehr als verdoppelte sich. Dieser Fall unterstreicht, dass die Sauerstoffkontrolle keine einzelne Maßnahme, sondern eine integrierte Prozessstrategie ist.
Da Stahlanwendungen immer höhere Leistungen erfordern – von Elektrofahrzeug-Antriebssträngen bis hin zu Offshore-Windenergiefundamenten – wird die Beherrschung der Sauerstoffkontrolle zu einem entscheidenden Wettbewerbsvorteil. Durch das Verständnis der Beziehung zwischen gelöstem Sauerstoff, Einschlussbildung und Desoxidationschemie können Stahlhersteller konsistent saubereren, festeren und zuverlässigeren Stahl produzieren. Bright Alloys bietet ein vollständiges Portfolio an Desoxidationslegierungen, darunter Ferrosilizium, Silico-Mangan und CaSi-Pulverdraht, unterstützt durch metallurgisches Fachwissen zur Optimierung Ihrer Praxis.