
In der modernen Stahlherstellung ist die Schlacke weit mehr als nur eine schützende Schicht auf dem flüssigen Stahl – sie ist ein reaktiver chemischer Reaktor der die Schwefelentfernung, den Einschlussaufschluss und die Verhinderung von Reoxidation steuert. Der wichtigste Parameter, der die Schlackenleistung bestimmt, ist die Basizität, typischerweise ausgedrückt als Verhältnis basischer Oxide (CaO, MgO) zu sauren Oxiden (SiO₂, P₂O₅). Ein tiefes Verständnis der Schlackenchemie ermöglicht es Metallurgen, Schlacken zu entwickeln, die die Entschwefelung maximieren und gleichzeitig den Feuerfestverschleiß und einschlussbedingte Defekte minimieren.
Dieser Artikel untersucht die grundlegende Chemie von Stahlherstellungsschlacken, ihre Wechselwirkung mit Desoxidationslegierungen und praktische Strategien zur Optimierung der Basizität für verschiedene Stahlsorten und Prozessrouten.
Was ist Schlackenbasizität? Definition des CaO/SiO₂-Verhältnisses
Die Basizität (B) wird am häufigsten als Massenverhältnis von CaO zu SiO₂ in der Schlacke ausgedrückt. Dieses Verhältnis bestimmt die Verfügbarkeit freier Sauerstoffionen (O²⁻) in der Schlackenschmelze, die direkt die Entschwefelungs- und Entphosphorungsreaktionen antreibt. Schlacken werden klassifiziert als:
- Saure Schlacken (B < 1,0): Hoher SiO₂-Gehalt, niedriger CaO-Gehalt. Schlechte Entschwefelung, aber weniger aggressiv gegenüber sauren Feuerfestmaterialien. Wird in der modernen Pfannenmetallurgie selten verwendet.
- Neutrale Schlacken (B = 1,0–2,0): Mäßige Entschwefelungsfähigkeit. Wird manchmal für bestimmte Kohlenstoffstahlsorten verwendet.
- Basische Schlacken (B > 2,0): Hohe CaO-Verfügbarkeit. Hervorragende Entschwefelung und Einschlussaufnahme. Standard für die Herstellung von sauberem Stahl.
Für die meisten Anwendungen mit sauberem Stahl liegt die Zielbasizität zwischen 2,5 bis 4,5, wobei höhere Werte für Stahlsorten mit extrem niedrigem Schwefelgehalt reserviert sind (z. B. Pipeline-, Wälzlager- und AHSS-Automobilstähle).
Die Entschwefelungsreaktion: Wie die Basizität die Schwefelentfernung antreibt
Schwefel wird aus dem Stahl durch die Schlacke-Metall-Reaktion entfernt. Die gesamte Entschwefelungsreaktion kann wie folgt geschrieben werden:
[S] + (O²⁻) → (S²⁻) + [O]
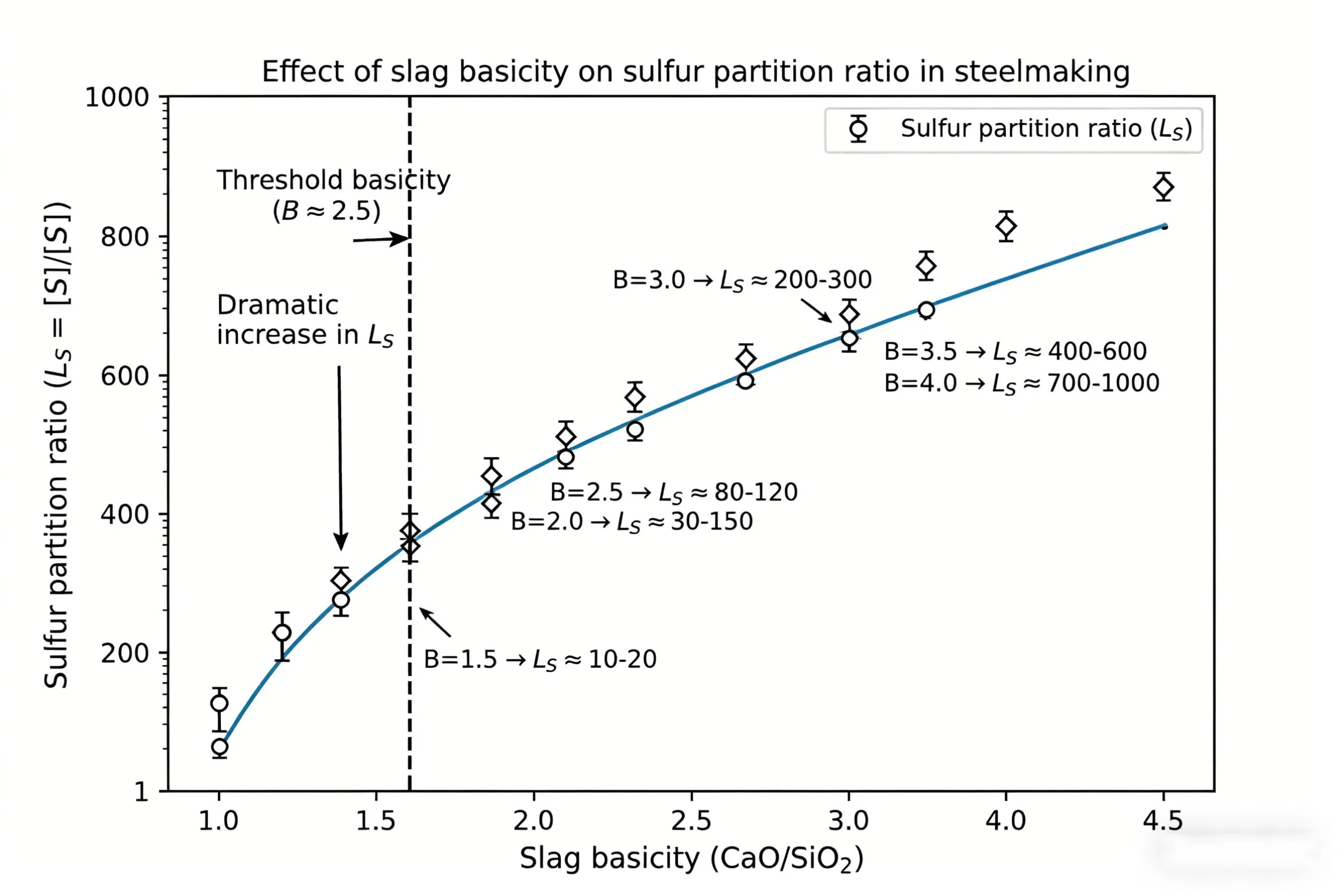
Die freien Sauerstoffionen (O²⁻) werden von basischen Oxiden, hauptsächlich CaO, bereitgestellt. Das Schwefelverteilungsverhältnis (Ls = [%S]Schlacke / [%S]Stahl) steigt exponentiell mit der Schlackenbasizität. Empirische Daten zeigen:
- Bei B = 1,5, Ls ≈ 20–50 → Endschwefel 0,015–0,030 %
- Bei B = 2,5, Ls ≈ 80–150 → Endschwefel 0,008–0,015 %
- Bei B = 3,5, Ls ≈ 200–400 → Endschwefel 0,003–0,008 %
Die Basizität allein reicht jedoch nicht aus. Ein niedriger FeO-Gehalt in der Schlacke (unter 1 %) und eine hohe Schlackenfluidität sind gleichermaßen entscheidend für den schnellen Schwefeltransport zur Schlacke-Metall-Grenzfläche.
Schlacke-Einschluss-Wechselwirkung: Aufnahme von Desoxidationprodukten
Wenn Desoxidationsmittel wie Aluminium oder Silico-Mangan zugegeben werden, bilden sie Oxideinschlüsse (Al₂O₃, MnO·SiO₂). Diese Einschlüsse müssen von der Schlacke aufgenommen werden, um ihr Einschließen im erstarrenden Stahl zu verhindern. Die Schlackenbasizität bestimmt die Einschlussaufnahmekapazität und die resultierende Einschlusschemie.
Aluminiumoxid (Al₂O₃)-Aufnahme: Hochbasische Schlacken (B > 3,0) lösen Aluminiumoxid schnell auf und bilden Calciumaluminate in der Schlacke. Die Aufnahmekapazität folgt: CaO-reiche Schlacken können bis zu 30–40 % Al₂O₃ aufnehmen, bevor sie gesättigt sind, während saure Schlacken schnell gesättigt werden und Aluminiumoxideinschlüsse im Stahl zurückbleiben.
Für die Silico-Mangan-Desoxidation: Die resultierenden MnO·SiO₂-Einschlüsse sind flüssig und leichter aufnehmbar, aber basische Schlacken übertreffen saure Schlacken dennoch bei der Gesamteinschlussentfernung. Die Aufrechterhaltung einer basischen Schlacke verhindert auch die Rückführung von Schwefel und Phosphor aus der Schlacke in den Stahl.
Optimierung der Basizität für verschiedene Stahlsorten
Verschiedene Stahlsorten erfordern unterschiedliche Zielbasizitäten der Schlacke. Nachfolgend ein praktischer Leitfaden:
| Stahlsorte | Zielbasizität (CaO/SiO₂) | Hauptziele | Typischer Endschwefel (ppm) |
|---|---|---|---|
| Baustahl / Betonstahl | 1.8–2.5 | Basisentschwefelung, Kosteneffizienz | 150–300 |
| Baustahl / HSLA | 2.5–3.5 | Gute Entschwefelung + Einschlusskontrolle | 50–120 |
| Automobil-AHSS / DP-Stahl | 3.0–4.0 | Niedriger S-Gehalt, saubere Einschlüsse für Umformbarkeit | 20–50 |
| Pipeline (API X70+) | 3.5–4.5 | Ultra-niedriger S-Gehalt für HIC-Beständigkeit | <15 |
| Wälzlager-/Federstahl | 3.5–4.5 | Maximale Reinheit, Ermüdungslebensdauer | <10 |
Praktische Strategien zur Basizitätskontrolle
Das Erreichen und Aufrechterhalten der Zielbasizität erfordert ein systematisches Schlacken-Engineering. Zu den wichtigsten Praktiken gehören:
- Kontrolle des Schlackenübertrags in der Pfanne: Minimieren Sie den BOF/EAF-Schlackenübertrag beim Abstich (Ziel < 5 kg/t). Oxidierende Schlacken mit hohem FeO-Gehalt verbrauchen Desoxidationsmittel und reduzieren die Basizität.
- Zugabe von Deckenschlacke: Geben Sie Kalk (CaO) und synthetische Raffinationsschlacken hinzu, um die Zielbasizität zu erreichen. Für jede 1%ige Erhöhung des CaO-Gehalts steigt die Basizität je nach SiO₂-Gehalt um etwa 0,3–0,5 Einheiten.
- Aluminiumzugabe: Die Al-Desoxidation reduziert das FeO in der Schlacke und erhöht indirekt die effektive Basizität durch Verringerung des Oxidationspotenzials.
- Optimierung der Fließfähigkeit: Geben Sie Flussspat (CaF₂) oder Tonerde hinzu, um die Schlackenviskosität bei hoher Basizität anzupassen – übermäßig viskose Schlacken behindern den Schwefel-Massentransfer.
- Echtzeit-Überwachung: Verwenden Sie RFA oder tragbare Schlackenanalysatoren, um die Basizität während der Pfannenbehandlung zu überprüfen; passen Sie die Kalkzugaben entsprechend an.

Der Zielkonflikt: Basizität vs. Feuerfestlebensdauer
Hochbasische Schlacken (B > 4,0) sind korrosiv gegenüber MgO-C- und MgO-Spinell-Pfannenfeuerfestmaterialien. Die chemische Reaktion: MgO(s) + CaO·SiO₂(l) bildet niedrigschmelzende Magnesiumsilikate, was den Verschleiß beschleunigt. Um die Feuerfestlebensdauer und die metallurgische Leistung auszugleichen:
- Für Standardgüten halten Sie B = 2,5–3,0 – ausreichende Entschwefelung bei moderatem Feuerfestverschleiß.
- Für ultra-niedrigschwefelige Güten verwenden Sie kurze Behandlungszeiten und erwägen Sie MgO-gesättigte Schlacken (Zugabe von dolomitischem Kalk), um die MgO-Auflösung zu reduzieren.
- Wenden Sie nach dem Abstich Schlackenspritzen an, um die Feuerfestmaterialien mit einer schützenden basischen Schicht zu überziehen.
Fallstudie: Optimierung der Pipeline-Stahlschlacke
Ein Stahlwerk, das API X70-Rohrleitungen herstellte, hatte inkonsistente Schwefelgehalte (25–60 ppm) und gelegentliche Ausfälle durch wasserstoffinduzierte Rissbildung (HIC). Die anfängliche Schlackenbasizität schwankte aufgrund inkonsistenter Kalkzugabe und BOF-Schlackenübertrags zwischen 2,0 und 3,2. Nach der Implementierung eines gezielten Schlacken-Engineering-Protokolls — Begrenzung des Übertrags auf 4 kg/t, Zugabe von 8 kg/t hoch-CaO-haltiger synthetischer Schlacke und Aufrechterhaltung von B = 3,8–4,2 — stabilisierten sich die Schwefelgehalte unter 12 ppm. HIC-Tests wurden ohne Risse bestanden, und die Feuerfestlebensdauer sank nur um 8 %, ein akzeptabler Kompromiss für die Qualitätsverbesserung.
Die Optimierung der Schlackenbasizität ist nicht nur eine chemische Übung – sie ist ein strategischer Hebel der Desoxidationspraxis, Einschluss-Engineering, Schwefelentfernung und Feuerfestmanagement verbindet. Durch das Verständnis des Zusammenspiels zwischen CaO/SiO₂-Verhältnis, Schwefelverteilung und Einschlussabsorption können Stahlhersteller konsequent saubereren, zäheren und zuverlässigeren Stahl produzieren. Bright Alloys bietet hochreines Ferrosilizium, Silico-Mangan und synthetische Schlackenzusätze zur Unterstützung aller Aspekte der modernen Pfannenmetallurgie.