
La producción de lingotes de aluminio es un negocio de alto volumen y márgenes ajustados donde cada punto porcentual de rendimiento importa. Sin embargo, muchas fundiciones pierden entre un 5 y un 15% de su metal en escoria, rechazan entre un 2 y un 5% de los lingotes por porosidad por hidrógeno o defectos superficiales, y luchan por mantener la consistencia composicional entre coladas. Estas pérdidas no son inevitables: se pueden resolver mediante una práctica de fusión disciplinada, un fluxado y desgasificado adecuados, y un control preciso de la aleación.
Este artículo proporciona estrategias prácticas y probadas para maximizar el rendimiento y la calidad en la colada de lingotes de aluminio, centrándose en las tres palancas críticas: reducción de escoria, eliminación de porosidad por hidrógeno y consistencia de la composición química.
Los Tres Pilares de la Calidad del Lingote de Aluminio
La producción exitosa de lingotes de aluminio se basa en tres pilares de calidad interconectados:
- Formación mínima de escoria — preservar el metal que de otro modo se convertiría en desperdicio
- Libertad de porosidad — eliminar los huecos inducidos por hidrógeno que causan problemas de refusión y rechazos del cliente
- Química consistente — cumplir con los límites de especificación colada tras colada con una variación mínima
Cada pilar requiere prácticas específicas, pero juntos forman un sistema de calidad integrado.
Pilar #1: Reducción de la Formación de Escoria
La escoria, la capa rica en óxido que se forma sobre el aluminio fundido, representa la mayor fuente de pérdida de metal en las fundiciones de aluminio. Dependiendo de la aleación, el tipo de horno y la práctica, la generación de escoria oscila entre el 1% y más del 10% del peso del fundido. La escoria consiste en óxido de aluminio (Al₂O₃) y aluminio metálico atrapado. La clave es minimizar la porción metálica recuperada de la escoria y prevenir su formación por completo.
Mecanismos de Formación de Escoria
- Oxidación superficial: El aluminio fundido reacciona con la atmósfera del horno para formar una capa de Al₂O₃
- Turbulencia: Las salpicaduras y la agitación durante la carga, el mezclado y el vaciado atrapan aire y aumentan la oxidación
- Temperatura: Las temperaturas más altas aceleran la oxidación exponencialmente: cada 50°C por encima del mínimo aumenta la escoria en un 30-50%
- Impurezas: El magnesio y otros elementos reactivos aumentan la tendencia a la formación de escoria
Estrategias Comprobadas para Reducir la Escoria
- Use fluxes de cobertura (flux salino): Una capa de flux salino (mezcla de NaCl-KCl con adiciones de fluoruros) sobre la superficie del fundido separa el aluminio del aire, reduciendo la oxidación. Aplique 3-8 kg por tonelada de fundido.
- Minimice la temperatura del horno: Opere a la temperatura más baja práctica para la aleación. Para la mayoría de las aleaciones de colada, mantenga a 700-730°C en lugar de 750-780°C.
- Evite la agitación innecesaria: Cada ciclo de agitación rompe la capa de óxido protectora y genera una superficie fresca para la oxidación. Agite solo cuando sea necesario para ajustar la composición o la uniformidad de la temperatura.
- Use cobertura con gas inerte: Para aleaciones de alto valor, cubra el horno con nitrógeno o argón para desplazar el oxígeno. Esto puede reducir la escoria en un 40-60%.
- Procesamiento de escoria: Use una prensa de escoria o un horno rotatorio de sal para recuperar el 60-80% del aluminio metálico de la escoria generada.

Pilar #2: Control de la Porosidad por Hidrógeno
La porosidad por hidrógeno es el defecto interno más común en las piezas fundidas de aluminio. El hidrógeno se disuelve fácilmente en el aluminio fundido (solubilidad ~0.65 cm³/100g a 700°C) pero es prácticamente insoluble en el aluminio sólido (solubilidad ~0.036 cm³/100g a 660°C). A medida que el aluminio se solidifica, el exceso de hidrógeno forma burbujas de gas que quedan atrapadas como porosidad. Estos huecos reducen las propiedades mecánicas, crean fugas en piezas fundidas herméticas y causan ampollas superficiales durante el tratamiento térmico.
Fuentes de Hidrógeno
- Vapor de agua: La fuente principal: aire húmedo, chatarra mojada, humedad en fluxes o refractarios húmedos
- Contaminación por hidrocarburos: Aceite, grasa o residuos orgánicos en la carga de chatarra
- Óxidos hidratados: El hidróxido de aluminio en las superficies de la chatarra libera vapor de agua al calentarse
Métodos Efectivos de Desgasificado
| Método | Reducción Típica de Hidrógeno | Mejor Para | Limitaciones |
|---|---|---|---|
| Desgasificación por lanza (N₂ o Ar) a través de lanza de grafito | Reducción del 40–60% | Hornos pequeños, operaciones por lotes | Inconsistente, dependiente del operador |
| Desgasificación por impulsor rotatorio | Reducción del 70–90% | Hornos medianos a grandes, colada continua | Mayor costo de equipo, resultados excelentes |
| Desgasificación en línea (rotatorio o tapón poroso) | Reducción del 75–90% | Colada continua de alto volumen | Intensivo en capital, requiere sistema de canal |
Mejores prácticas de desgasificación rotatoria: Use argón (preferido) o nitrógeno a 10–20 L/min durante 10–20 minutos dependiendo del tamaño del baño. Mantenga la velocidad del impulsor entre 300–500 RPM. Después de la desgasificación, espere 5–10 minutos para que las burbujas suban y el hidrógeno escape antes de la colada.
Medición de Hidrógeno en Línea
No se puede controlar lo que no se mide. Invierta en analizadores de hidrógeno en línea (ej., ALSCAN, ALSPEK, o prueba de presión reducida) para verificar los niveles de hidrógeno antes de la colada. Niveles objetivo:
- Aeroespacial/automotriz premium: <0.10 mL/100g Al
- Piezas de ingeniería general: <0.15 mL/100g Al
- Lingote para refusión: <0.20 mL/100g Al
Pilar #3: Composición Química Consistente
Cumplir con los límites de especificación para los elementos de aleación (Si, Fe, Cu, Mn, Mg, Zn, Ti, etc.) con una variación mínima es esencial para la aceptación del cliente y el procesamiento posterior. La consistencia requiere una adición precisa de aleación maestra y un tratamiento eficaz del baño.
Mejores Prácticas para la Adición de Aleaciones Maestras
Aleaciones maestras (ej., AlSi, AlCu, AlMn, AlTiB, AlSr) proporcionan una adición eficiente y precisa de elementos de aleación en comparación con los metales puros. Las mejores prácticas incluyen:
- Precalentar las aleaciones maestras a 200–300°C antes de la adición para evitar choque térmico y humedad
- Agregar a la temperatura correcta: 720–750°C para la mayoría de las aleaciones maestras; temperaturas más altas aumentan la oxidación, temperaturas más bajas ralentizan la disolución
- Agitar completamente después de la adición — 5–10 minutos de agitación mecánica o electromagnética asegura la homogeneidad
- Muestrear y verificar antes de la colada; tomar muestras de al menos tres ubicaciones del horno
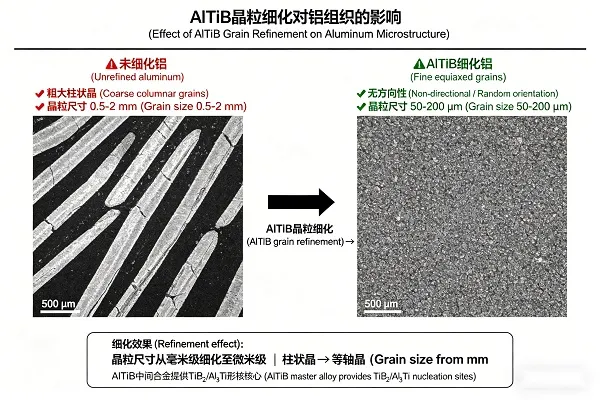
Refinación de Grano con AlTiB
Aleación maestra AlTiB (aluminio-titanio-boro) es el estándar de la industria para la refinación de grano en aleaciones de aluminio. Los granos finos equiaxiales mejoran la alimentación, reducen el agrietamiento en caliente y mejoran las propiedades mecánicas. Tasas de adición típicas:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/tonelada para aplicaciones generales
- AlTi3B3 (3% Ti, 3% B): 0.5–1.5 kg/tonelada para mayor sensibilidad al boro
- Agregar durante la colada (en línea) o 5–10 minutos antes de la colada (horno)
- Evitar el sobretratamiento — el exceso de Ti o B puede formar intermetálicos gruesos
Modificación del Silicio Eutéctico (Aleaciones Al-Si)
Para las aleaciones de fundición Al-Si (ej., A356, A380), la modificación con estroncio (AlSr10) o sodio transforma las escamas de silicio gruesas y frágiles en silicio eutéctico fibroso fino, mejorando drásticamente la ductilidad. Mejores prácticas:
- Adición de AlSr10: 0.2–0.5 kg/tonelada (objetivo 100–300 ppm Sr)
- Agregar después de la desgasificación (el estroncio puede reaccionar con los gases de desgasificación)
- La degradación ocurre en 30–60 minutos — colar inmediatamente después de la modificación
Flujo de Trabajo Integrado de Práctica de Baño
Para una calidad consistente del lingote de aluminio, siga esta secuencia probada:
- Preparación de la carga: Chatarra y aluminio primario secos y limpios. Eliminar aceite, pintura y contaminación orgánica.
- Fusión: Minimizar el sobrecalentamiento — fundir a 720–740°C, evitar exceder los 760°C.
- Adición de fundente de cubierta: Agregar fundente de cubierta de sal (3–5 kg/tonelada) inmediatamente después de la fusión para prevenir la oxidación.
- Aleación: Agregar aleaciones maestras (AlSi, AlCu, AlMn, etc.) a 730–750°C con agitación completa.
- Muestreo y análisis: Verificar la composición; ajustar si es necesario.
- Desgasificación: Desgasificar rotatoriamente con argón durante 10–20 minutos. Medir el hidrógeno después.
- Refinación de grano: Agregar AlTiB (1–2 kg/tonelada) dentro de los 10 minutos posteriores a la colada.
- Modificación (si es aleación Al-Si): Agregar AlSr10 (0.2–0.5 kg/tonelada) después de la desgasificación, colar dentro de los 30 minutos.
- Desespumado final: Retirar la escoria inmediatamente antes de la colada.
- Colada: Mantener una temperatura y velocidad de colada consistentes.
Defectos Comunes y Acciones Correctivas
| Defecto | Indicación Visual/Sensorial | Causa Raíz | Acción Correctiva |
|---|---|---|---|
| Escoria de óxido (excesiva) | Capa de escoria espesa y seca; baja recuperación | Alta temperatura, exposición al aire, sin fundente de cubierta | Reducir temperatura, agregar fundente de cubierta, usar manta de gas inerte |
| Porosidad por hidrógeno | Poros en la superficie de fractura o radiografía | Chatarra húmeda, atmósfera húmeda, desgasificación insuficiente | Precalentar chatarra, secar fundentes, desgasificar rotatoriamente con argón, medición de H₂ en línea |
| Estructura de grano grueso | Grandes granos columnares en superficie atacada | Sin refinación de grano, baja velocidad de enfriamiento | Agregar aleación maestra AlTiB (1–2 kg/tonelada) |
| Ampollas superficiales | Ampolla después del tratamiento térmico | Hidrógeno disuelto expandiéndose durante el tratamiento de solución | Reducir el hidrógeno antes de la colada, verificar con prueba de presión reducida |
| Composición fuera de especificación | Química fuera de los límites del cliente | Mala mezcla, adición incorrecta de aleación maestra, segregación | Mejorar la agitación, aleaciones maestras precalentadas, verificar con espectrómetro |
Caso de Ejemplo: Transformación del Rendimiento del 88% al 95%
Una fundición secundaria de aluminio que produce 40,000 toneladas/año de lingote de aleación A356 operaba con un rendimiento de fusión del 88% — 12% perdido en escoria y otros factores. Después de implementar un programa de mejora integral que incluyó:
- La aplicación de fundente de cubierta de sal aumentó de 2 a 6 kg/tonelada
- La temperatura del horno se redujo de 760°C a 720°C como temperatura de mantenimiento
- La desgasificación rotatoria reemplazó a la desgasificación por lanza
- Se estandarizó la refinación de grano con AlTiB
- Se implementó el prensado de escoria para recuperar el metal de la escoria
Resultados después de seis meses:
- El rendimiento de fusión aumentó del 88% al 94.5% (mejora del 6.5%)
- Metal vendible adicional anual: 2,600 toneladas
- Los rechazos de clientes por porosidad cayeron del 4.2% al 0.7%
- Ahorro anual: $4.5 millones a los precios vigentes del aluminio
- Período de recuperación de la inversión para el desgasificador y la prensa de escoria: 8 meses
Maximizar el rendimiento y la calidad en la producción de lingotes de aluminio requiere atención sistemática a la reducción de escoria, el control del hidrógeno y la consistencia composicional. Al implementar las mejores prácticas descritas aquí — fundentes de cubierta, temperaturas reducidas, desgasificación efectiva, precisión de aleaciones maestras y refinación de grano — los talleres de fusión de aluminio pueden reducir la pérdida de metal, eliminar los defectos de porosidad y entregar lingotes que cumplan con las especificaciones más exigentes. Bright Alloys suministra aleaciones maestras de aluminio (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), refinadores de grano y fundentes de desgasificación para apoyar todos los aspectos de la producción de lingotes de aluminio de alta calidad.