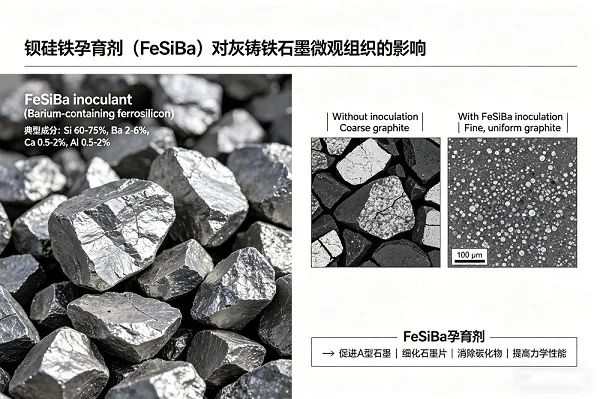
Para fundiciones de hierro gris que buscan grafito tipo A consistente, eliminación del enfriamiento en secciones delgadas y tiempos de mantenimiento prolongados sin decoloración, Inoculantes de ferrosilicio que contienen bario (FeSiBa) Representa un avance significativo con respecto al ferrosilicio estándar. El bario no es simplemente un sustituto del calcio, sino que ofrece ventajas metalúrgicas distintivas que resuelven los problemas más persistentes en la fundición de hierro gris.
Este artículo examina la ciencia que hay detrás de la potencia de nucleación superior del bario, su notable resistencia a la decoloración y los beneficios prácticos que han convertido al FeSiBa en el Inoculante preferido para aplicaciones exigentes de hierro gris, en particular para piezas fundidas de paredes delgadas, geometrías complejas y secuencias de vertido prolongadas.
El desafío: Limitaciones de la inoculación estándar con ferrosilicio
El Inoculante estándar de ferrosilicio (FeSi) al 75 % ha sido el producto básico en las fundiciones durante décadas. Sin embargo, sus limitaciones están bien documentadas:
- Desvanecimiento rápido: Los sitios de nucleación comienzan a desaparecer entre 5 y 8 minutos después de la adición, lo que requiere que el molde se produzca rápidamente.
- Control deficiente de la refrigeración en secciones delgadas: Los espesores de pared inferiores a 6 mm suelen presentar formación de grafito o carburo de tipo D/E.
- Alimentación con merma limitada: Expansión mínima del grafito durante la solidificación.
- Sensibilidad de la sección: Variación significativa de las propiedades entre las regiones de fundición gruesas y delgadas.
Los inoculantes que contienen bario abordan directamente cada una de estas limitaciones mediante una química de nucleación única y una estabilidad prolongada.
El mecanismo: cómo el bario potencia la nucleación.
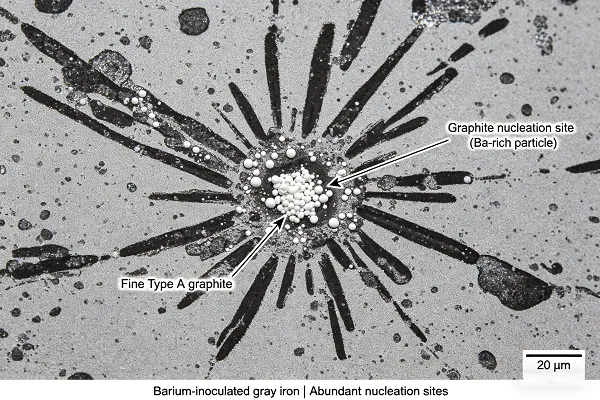
La eficacia de la inoculación depende del número y la estabilidad de los sustratos de nucleación de grafito. El bario contribuye a través de múltiples mecanismos:
1. Formación de compuestos de nucleación estables
El bario presente en el inóculo (normalmente entre un 1 % y un 6 % de Ba) forma compuestos altamente estables que actúan como potentes puntos de nucleación del grafito:
- Óxido de bario (BaO): Forma dispersiones finas y estables con una excelente coincidencia cristalográfica con el grafito.
- Sulfuro de bario (BaS): Particularmente eficaz en hierros con niveles moderados de azufre (0,05–0,10% S).
- Aluminosilicatos de bario (BaAl₂Si₂): Compuestos refractarios complejos con alta estabilidad térmica
Estos compuestos de bario permanecen estables a temperaturas más altas que los sitios de nucleación basados en calcio, lo que proporciona una mayor densidad de nucleación y resistencia a la disolución.
2. Menor tensión superficial, mejor dispersión.
El bario reduce la tensión superficial del hierro fundido, lo que permite que las partículas de Inoculante se dispersen de manera más uniforme en todo el metal fundido. El resultado: más puntos de nucleación distribuidos uniformemente, lo que reduce la tendencia a la formación de rosetas de grafito de enfriamiento localizado o de tipo B.
Resistencia a la decoloración: la ventaja que cambia las reglas del juego
El beneficio más significativo desde el punto de vista operativo de los inoculantes de bario es resistencia a la decoloración prolongadaLa decoloración es la pérdida progresiva de sitios de nucleación con el tiempo debido a la disolución, la aglomeración y la oxidación. Los datos comparativos muestran:
| Tipo de Inoculante | Reducción inicial del frío | Profundidad de enfriamiento después de 5 minutos | Profundidad de enfriamiento después de 10 minutos | Profundidad de enfriamiento después de 15 minutos |
|---|---|---|---|---|
| FeSi estándar (75%) | Excelente | Aumento moderado | Aumento severo | Inoculación perdida |
| FeSiBa (Ba 1-2%) | Superior | Incremento mínimo | Aumento moderado | Sigue siendo eficaz |
| FeSiBa (Ba 2-4%) | Superior | Prácticamente sin cambios | Incremento mínimo | Buena protección |
| FeSiBa (Ba 4-6%) | Excepcional | Ningún cambio medible | Ligero aumento | Aún queda una protección significativa. |
Implicación práctica: Con FeSi estándar, la fundición debe completarse dentro de 5 a 8 minutos después de la inoculación. Con FeSiBa (2-4% Ba), las fundiciones tienen Ventana resistente a la decoloración de 15 a 20 minutoslo que permite utilizar cucharas de mayor tamaño, realizar múltiples vertidos en moldes y lograr una programación de producción más flexible.
Eliminación del frío en secciones delgadas
Las piezas fundidas de sección delgada (con un espesor de pared de 3 a 8 mm) son las más vulnerables al enfriamiento rápido, que consiste en la formación de carburos de hierro duros y quebradizos que dificultan su mecanizado. Los inoculantes de bario son excelentes para controlar el enfriamiento rápido por tres razones:
- Mayor densidad de nucleación: Un mayor número de sitios de grafito por unidad de volumen significa que el grafito puede precipitar incluso en condiciones de enfriamiento rápido.
- Menor necesidad de subenfriamiento: Los compuestos de bario catalizan la precipitación del grafito a temperaturas más altas (se necesita menos subenfriamiento), evitando la caída de temperatura que conduce a la formación de carburos.
- Sinergia con el azufre: En hierros con un contenido de azufre del 0,06 al 0,10 %, la formación de BaS es particularmente beneficiosa para el control del enfriamiento en secciones delgadas.
Los datos de la Fundición muestran consistentemente Reducción del 40-60% en la profundidad de enfriamiento al cambiar de FeSi a FeSiBa (2-4% Ba) en piezas fundidas de hierro gris de sección delgada, lo que a menudo permite eliminar los enfriamientos específicos de la sección que antes eran necesarios.
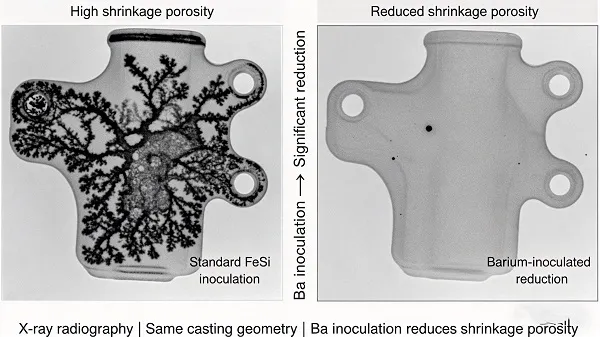
Reducción de la contracción mediante la expansión del grafito
La porosidad por contracción en el hierro gris se produce cuando la contracción del líquido supera la expansión compensatoria debida a la precipitación de grafito. Los inoculantes de bario mejoran la resistencia a la contracción mediante:
- Precipitación retardada de grafito: El bario desplaza el inicio de la expansión del grafito a una etapa posterior de la secuencia de solidificación, cuando ya se ha producido una mayor contracción del líquido, lo que significa que hay más expansión disponible para alimentar la contracción.
- Mayor volumen de expansión: Una mayor densidad de nucleación de grafito da como resultado un mayor volumen total de grafito, lo que aumenta la expansión.
- Intervalo de solidificación más estrecho: El bario favorece una solidificación más eutéctica, reduciendo la zona pastosa donde la contracción es más problemática.
Documento de informes de las fundiciones que comparan el antes y el después. Reducción del 20 al 40 % en los requisitos de tamaño de los conductos ascendentes. al cambiar de FeSi a FeSiBa, junto con reducciones significativas en las tasas de rechazo por contracción interna.
Selección del nivel de bario adecuado: 1-2%, 2-4% o 4-6% Ba
Bright Alloys ofrece inoculantes de FeSiBa con tres rangos de bario, cada uno optimizado para aplicaciones específicas:
| Calificación | Contenido de bario | Mejores aplicaciones | Beneficios clave |
|---|---|---|---|
| FeSiBa 1-2% | 1,0–2,0% Ba | Hierro gris general, espesor de sección moderado (8–20 mm), tiempos de mantenimiento más cortos | Buena resistencia a la decoloración (10–12 min), control moderado del frío, mejora rentable respecto al FeSi |
| FeSiBa 2-4% | 2,0–4,0% Ba | Fundiciones de paredes delgadas (4–10 mm), secuencias de vertido prolongadas, diseños propensos a la contracción, fundiciones de secciones gruesas con largos tiempos de solidificación. | Excelente resistencia a la decoloración (15–20 min), eliminación superior del frío, reducción significativa del encogimiento. grado más popular |
| FeSiBa 4-6% | 4,0–6,0% Ba | Paredes extremadamente delgadas (3–6 mm), tiempos de mantenimiento muy prolongados (más de 20 min), piezas fundidas complejas con espesor de sección variable, estándares de alta calidad. | Máxima resistencia a la decoloración (20–25 min), control de enfriamiento excepcional, rendimiento superior para aplicaciones críticas. |
Cabe señalar que unos niveles más altos de bario requieren tasas de adición ligeramente superiores para lograr una contribución equivalente de silicio, pero las ventajas específicas del bario justifican el coste adicional para aplicaciones exigentes.
Guía de aplicación: Inoculación con cuchara, chorro y molde
Los inoculantes FeSiBa son versátiles y eficaces en todos los métodos de inoculación:
Inoculación con cucharón
Añada entre un 0,2 % y un 0,4 % de FeSiBa a la cuchara durante el vaciado. La mayor resistencia a la pérdida de eficacia del bario garantiza su efectividad incluso con tiempos de espera moderados. Para cucharas grandes (> 500 kg), utilice el valor máximo del rango.
Inoculación tardía en arroyos: método preferido
Añada entre un 0,1 % y un 0,2 % de FeSiBa al flujo de metal durante el vertido. Este método maximiza la eficiencia del bario, minimiza la pérdida de color y permite tasas de adición más bajas. Para piezas fundidas de sección delgada (< 6 mm), la proporción recomendada es de entre un 0,15 % y un 0,25 %.
Inoculación de moho (en el molde)
Coloque entre 0,05 y 0,15 % de FeSiBa (en forma de gránulos finos o bloques preformados) en el sistema de dosificación. No presenta pérdida de color, requiere la menor cantidad de adición posible y es ideal para líneas de producción automatizadas de alta gama. La estabilidad del bario garantiza una disolución uniforme incluso con velocidades de vertido variables.
Ejemplo práctico: Carcasa de bomba de pared delgada
Una Fundición que producía carcasas de bombas de hierro gris con secciones de pared de 5 mm tenía problemas con rechazos relacionados con el enfriamiento al 18%. Utilizando la inoculación estándar de FeSi en cuchara (adición de 0,35%), todavía observaban grafito tipo D en áreas críticas. Después de cambiar a FeSiBa (2-4% Ba) con inoculación de arroyo al 0,18%Los resultados fueron espectaculares:
- Profundidad de enfriamiento reducida de 0,8 mm a 0,1 mm (prácticamente eliminada).
- Grafito tipo A uniforme en todas las secciones de la pared.
- La tasa de rechazo bajó del 18% al 3%.
- El coste total del Inoculante disminuyó un 12 % (la menor tasa de adición compensó el mayor coste unitario).
- Mayor flexibilidad en el programa de vertido: no se pierde calidad al verter los últimos moldes desde un cucharón.
Posteriormente, la Fundición convirtió toda su producción de hierro gris a inoculantes de FeSiBa, con ahorros anuales que superaron los 150.000 dólares solo por la reducción de desechos.
Control de calidad: Verificación de la eficacia de la inoculación con bario
Para garantizar un rendimiento constante de los inoculantes de FeSiBa, implemente estos pasos de verificación:
- Análisis térmico: Subenfriamiento de recalentamiento objetivo (ΔT) < 3 °C para hierro gris inoculado con bario (frente a < 5 °C para FeSi)
- Prueba de cuña de enfriamiento: Regularmente seccione las piezas fundidas en cuña y mida la profundidad de enfriamiento; debería ser cercana a cero con una práctica adecuada de FeSiBa.
- Examen de la microestructura: Verifique que el grafito tipo A tenga una distribución uniforme; el recuento de nódulos debe ser de 200 a 400/mm² para un hierro gris correctamente inoculado.
- Compruebe el nivel de azufre: El bario funciona mejor con un 0,06–0,10% de S en el hierro base; los hierros con muy bajo contenido de azufre pueden necesitar la adición de azufre para activar los compuestos de bario.
Para las fundiciones de hierro gris que buscan mejorar la calidad, reducir los desechos y obtener flexibilidad en la producción, los inoculantes que contienen bario ofrecen una solución probada. Su potencia de nucleación superior, su mayor resistencia a la decoloración (15-20 minutos frente a 5-8 minutos para el FeSi estándar) y su excepcional control de enfriamiento en secciones delgadas hacen del FeSiBa la opción ideal para aplicaciones exigentes de hierro gris. Bright Alloys suministra Inoculantes de FeSiBa con concentraciones de bario del 1-2%, 2-4% y 4-6%., con dimensionamiento personalizado para la inoculación en cuchara, chorro o molde, respaldado por soporte metalúrgico para optimizar su práctica de Fundición.