La transformación del grafito laminar del hierro gris en nódulos esferoidales del hierro dúctil requiere un elemento esencial: magnesio. Sin embargo, la violenta reacción del magnesio con el hierro fundido, su baja solubilidad y su rápido decaimiento hacen que el tratamiento sea el paso más crítico — y desafiante — en la producción de hierro dúctil. Seleccionar el método correcto y optimizar los parámetros del proceso determina directamente la nodularidad, las propiedades mecánicas y la solidez de la pieza fundida.
Este artículo compara los tres métodos principales de tratamiento con magnesio — cubierta tundish, sándwich e inyección de alambre tubular — proporcionando orientación práctica para lograr una nodularidad consistente >90% con una recuperación óptima y un decaimiento mínimo.
El Desafío del Magnesio: Alta Reactividad, Baja Solubilidad
El magnesio tiene un punto de ebullición de 1090°C — muy por debajo de las temperaturas típicas de colada del hierro (1400–1500°C). Cuando se añade al hierro fundido, el magnesio se vaporiza instantáneamente, creando una intensa turbulencia y humos. La clave para un tratamiento exitoso es controlar esta violenta reacción para alcanzar niveles de magnesio residual de 0.030–0.045%, suficientes para la esferoidización sin exceso de carburos o escoria.
Todos los métodos comerciales utilizan aleaciones de ferrosilicio de magnesio (MgFeSi) , que generalmente contienen 3–10% de Mg, junto con tierras raras (Ce, La) y calcio para moderar la reacción y mejorar la nodularidad.
Método 1: Método Sándwich (Convencional)
El método sándwich sigue siendo la técnica de tratamiento más utilizada, particularmente en fundiciones más pequeñas debido a su bajo costo de capital.
Descripción del Proceso
La aleación MgFeSi se coloca en un bolsillo o depresión en el fondo de una cuchara especialmente diseñada. El bolsillo se cubre con recortes de acero o una placa de acero para retrasar el contacto con el hierro fundido. El hierro se vierte directamente sobre la cubierta, fundiéndola e iniciando la reacción del magnesio.
Parámetros Típicos
- Recuperación de Mg: 25–45% (altamente variable)
- Adición de MgFeSi: 1.0–1.5% del peso del baño (dependiendo del Mg objetivo)
- Costo del equipo: Bajo (solo cuchara especial)
- Habilidad del operador: Moderada a alta
- Generación de humos: Significativa
- Nodularidad típica alcanzada: 80–90%
Ventajas
- Baja inversión de capital — no se requiere equipo especial más allá de la cuchara de tratamiento
- Adecuado para lotes pequeños a medianos (100–1000 kg)
- Flexible — puede tratar una amplia gama de químicas de hierro
Limitaciones
- Recuperación inconsistente — la variación de lote a lote de ±10% es común
- Alto humo y llamarada — preocupaciones de seguridad y medioambientales
- Pérdida de temperatura significativa (30–50°C durante el tratamiento)
- Inadecuado para hierros con bajo azufre (requiere mayor adición)
- No es adecuado para producción automatizada o de alto volumen
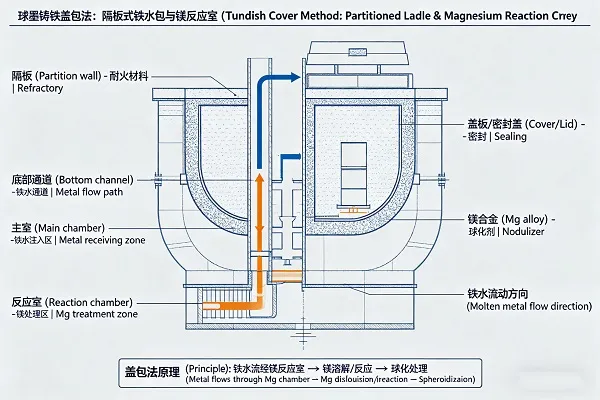
Método 2: Método de Cubierta Tundish
El método tundish es una versión refinada de la técnica sándwich, que utiliza una cuchara dividida que crea una cámara de reacción, ofreciendo mejor control y mayor recuperación.
Descripción del Proceso
Una cuchara tundish tiene una pared central que divide la cuchara en dos compartimentos. El MgFeSi se coloca en el compartimento más pequeño, y el hierro fundido se vierte en el compartimento más grande, fluyendo sobre la pared hacia el compartimento de MgFeSi. Esto crea una reacción controlada con menos turbulencia que el método sándwich.
Parámetros Típicos
- Recuperación de Mg: 40–60% (más consistente que el sándwich)
- Adición de MgFeSi: 0.8–1.2% del peso del baño
- Costo del equipo: Medio (se requiere cuchara tundish especial)
- Habilidad del operador: Moderada
- Generación de humos: Moderada
- Nodularidad típica alcanzada: 85–95%
Ventajas
- Recuperación de Mg más alta y más consistente que el método sándwich
- Reducción de humo y llamarada
- Menor pérdida de temperatura (15–30°C)
- Mejor para hierros base con bajo azufre
- Ampliamente utilizado en fundiciones medianas (lotes de 500–2000 kg)
Limitaciones
- Mayor costo de capital para cucharas de artesa
- Requiere diseño y mantenimiento específicos de la cuchara
- No es ideal para lotes muy pequeños (< 200 kg)
- Todavía presenta una variación significativa de lote a lote en comparación con el alambre tubular
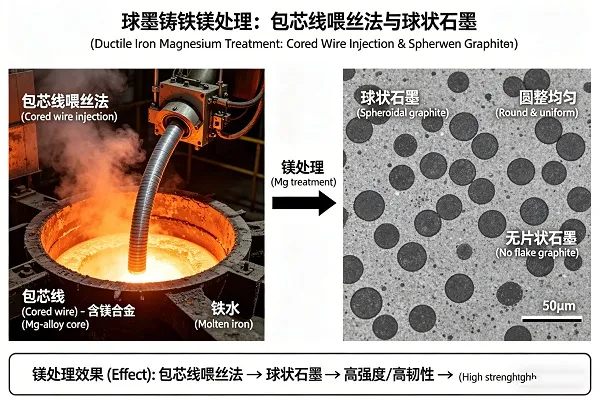
Método 3: Inyección de Alambre Tubular (Método Moderno)
La inyección de alambre tubular representa el método más avanzado tecnológicamente, ofreciendo precisión, consistencia y automatización para la producción de hierro dúctil de alto volumen.
Descripción del Proceso
El polvo de MgFeSi se encapsula en una vaina de acero (alambre tubular) y se alimenta continuamente al hierro fundido a través de una lanza. El alambre se funde bajo la superficie, liberando magnesio directamente en el baño con mínima emisión de humos y máxima eficiencia.
Parámetros Típicos
- Recuperación de Mg: 50–75% (más consistente)
- Adición de alambre MgFeSi: 0.5–0.9% equivalente del peso del baño
- Costo del equipo: Alto (alimentador de alambre + lanza)
- Habilidad del operador: Bajo (automatizado)
- Generación de humos: Mínima
- Nodularidad típica alcanzada: 90–98%
Ventajas
- Recuperación más alta y consistente — variación < ±3%
- Control preciso de Mg — Mg residual objetivo dentro de 0.005%
- Mínimo humo y llamarada — operación más segura y limpia
- Menor pérdida de temperatura (5–15°C)
- Totalmente automatizable — se integra con sistemas de control de procesos
- Funciona con cualquier tamaño de lote — desde 100 kg hasta 50 toneladas
- Mejor para hierros base con bajo azufre
Limitaciones
- Mayor inversión de capital para el alimentador de alambre y el sistema de lanza
- Requiere calidad de alambre consistente y calibración del sistema de alimentación
- Costo continuo de consumible para el alambre (compensado por tasas de adición más bajas)
- Puede requerir capacitación del operador para la profundidad óptima de la lanza y la velocidad de alimentación

Tabla Comparativa Resumen
| Parámetro | Método Sándwich | Método de Artesa | Inyección de Alambre Tubular |
|---|---|---|---|
| Recuperación de Mg (%) | 25–45% | 40–60% | 50–75% |
| Consistencia de Recuperación | Pobre (±10%) | Moderada (±5%) | Excelente (±3%) |
| Tasa de Adición de MgFeSi | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Pérdida de Temp (°C) | 30–50°C | 15–30°C | 5–15°C |
| Generación de Humo | Alta | Moderada | Mínima |
| Costo de Capital | Bajo | Medio | Alta |
| Adecuación del Tamaño de Lote | 100–1000 kg | 500–2000 kg | Cualquiera (100–50,000 kg) |
| Nodularidad Típica | 80–90% | 85–95% | 90–98% |
| Potencial de Automatización | Ninguno | Limitado | Completo |
Entendiendo la Decadencia: La Carrera Contra el Tiempo
La decadencia del magnesio — la pérdida progresiva de magnesio residual debido a la reacción con azufre, oxígeno y escoria — comienza inmediatamente después del tratamiento. La decadencia sigue una descomposición exponencial predecible:
- Primeros 5 minutos: 10–15% de pérdida de Mg
- 5–10 minutos: 5–10% adicional de pérdida
- 10–15 minutos: 3–5% adicional de pérdida
Implicación crítica: Para mantener una nodularidad >90%, la colada debe completarse dentro de 10–12 minutos del tratamiento. Más allá de 15 minutos, la nodularidad puede caer por debajo del 80% independientemente del nivel inicial de Mg.
Estrategias de mitigación de la decadencia:
- Use hierro base con bajo azufre (<0.02% S) para minimizar la pérdida de Mg por formación de MgS
- Mantenga la capa de escoria espesa y básica (CaO/SiO₂ > 2.0)
- Agregue post-inoculación (FeSiCa o FeSiBa) al 0.1–0.3% después del tratamiento con Mg para restaurar los sitios de nucleación (el magnesio destruye los núcleos de grafito)
- Minimice el tiempo de retención entre el tratamiento y el vertido
- La inyección de alambre tubular permite una adición de Mg más tardía, reduciendo el tiempo total de retención
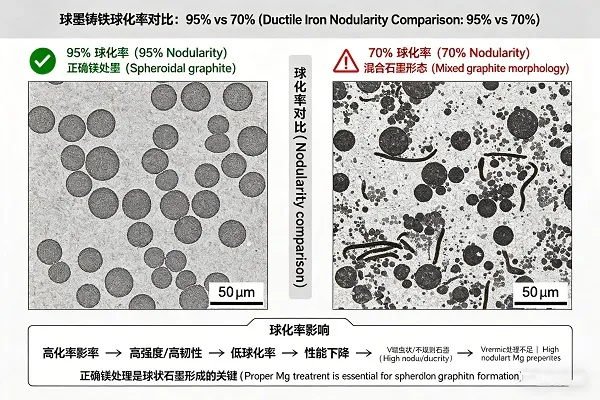
Objetivos de Magnesio Residual y Nodularidad
La relación entre el Mg residual y la nodularidad depende del espesor de la sección, el azufre base y el contenido de tierras raras. Pautas generales:
| Mg Residual (%) | Nodularidad Esperada | Idoneidad de la Aplicación |
|---|---|---|
| 0.020–0.025% | 50–70% (mixta/vermicular) | CGI (hierro grafito compactado), no dúctil |
| 0.030–0.035% | 80–90% | Mínimo para hierro dúctil, adecuado para secciones pesadas |
| 0.035–0.045% | 90–95% | Rango estándar de hierro dúctil — objetivo para la mayoría de las aplicaciones |
| 0.045–0.055% | 95–98% | Hierro dúctil premium, secciones delgadas, altos requisitos de nodularidad |
| >0.060% | 95–98% + carburos | Sobretratamiento — riesgo de enfriamiento, ductilidad reducida, aumento de escoria |
Rango óptimo: 0.035–0.045% de Mg residual equilibra la nodularidad (>90%) contra el riesgo de carburos y el costo.
Requisitos del Hierro Base para un Tratamiento Exitoso
Independientemente del método de tratamiento, la calidad del hierro base determina el éxito:
- Azufre: Debe ser <0.02% antes del tratamiento con Mg. El S alto consume Mg como MgS, reduciendo la nodularidad. Use desulfuración (CaC₂, CaO o carbonato de sodio) si el S base excede el 0.025%.
- Equivalente de carbono: 4.2–4.4% óptimo. Un CE más bajo aumenta la tendencia a los carburos; un CE más alto causa flotación de grafito.
- Fósforo: <0.05% — el P alto causa fragilidad.
- Titanio y cromo: Minimizar — estos son promotores de carburos que contrarrestan el magnesio.
Solución de Problemas Comunes de Defectos del Hierro Dúctil
Baja Nodularidad (<80%)
- Causas posibles: Mg residual bajo, azufre base alto (>0.02%), decadencia excesiva, tierras raras insuficientes
- Soluciones: Aumente la adición de MgFeSi, pre-desulfure el hierro base, reduzca el tiempo de retención, agregue MgFeSi con RE
Formación de Carburos (Enfriamiento)
- Causas posibles: Sobretratamiento (Mg >0.055%), baja inoculación, bajo equivalente de carbono, enfriamiento rápido en secciones delgadas
- Soluciones: Reduzca la adición de Mg, aumente la post-inoculación (FeSiCa), ajuste el CE al alza (4.3-4.4%), use inoculante FeSiSr para secciones delgadas
Porosidad por Contracción
- Causas posibles: Expansión de grafito inadecuada debido a bajo recuento de nódulos, mala alimentación, Mg excesivo
- Soluciones: Aumente la post-inoculación (especialmente FeSiBa), optimice el sistema de mazarotas, reduzca el Mg residual a 0.035-0.040%
Ejemplo de Caso: Conversión de Sándwich a Alambre Tubular
Una fundición mediana que produce 15,000 toneladas/año de componentes de hierro dúctil (soportes automotrices y carcasas de diferencial) luchaba con una nodularidad inconsistente (78–92%) y un 8% de rechazo debido a baja nodularidad y carburos. Usando el método sándwich con una adición de 1.2% de MgFeSi, el Mg residual variaba de 0.028% a 0.052%.
Después de convertir a inyección de alambre tubular con alambre MgFeSi (6% Mg) a una adición equivalente del 0.7%, los resultados fueron dramáticos:
- Mg residual estabilizado en 0.038–0.042% (variación <±0.003%)
- Nodularidad consistentemente >92% (promedio 95%)
- Tasa de rechazo reducida del 8% al 1.5%
- Consumo de MgFeSi reducido un 35% (equivalente de 1.2% a 0.78%)
- Ahorro anual: $210,000 en aleación + $180,000 en reducción de chatarra
- Período de recuperación de la inversión del alimentador de alambre: 4 meses
Recomendaciones por Aplicación
| Escala de Producción | Método Recomendado | Razón Clave |
|---|---|---|
| Fundición pequeña (<1000 toneladas/año) | Sándwich o Tundish | Baja inversión de capital, adecuado para requisitos de calidad modestos |
| Fundición mediana (1000–5000 toneladas/año) | Tundish o Alambre Tubular | Tundish ofrece una buena mejora sobre el método sándwich; el alambre tubular proporciona consistencia y menor consumo de aleación |
| Fundición grande (>5000 toneladas/año) | Alambre Tubular | Consistencia superior, menor costo de aleación, automatización, mínima emisión de humos, máxima nodularidad |
| Piezas de pared delgada (<6 mm) | Alambre Tubular + Inoculación con FeSiSr | El control preciso de Mg previene carburos; el inoculante de Sr mejora la resistencia al enfriamiento rápido |
| Piezas de pared gruesa (>100 mm) | Alambre Tubular + MgFeSi con Tierras Raras | Se necesita una mayor retención de Mg para una solidificación prolongada; las TR ralentizan la atenuación |
La nodularidad consistente en hierro dúctil exige un enfoque sistemático: seleccione el método de tratamiento con magnesio adecuado para su escala y requisitos de calidad, mantenga un control estricto del hierro base (especialmente el azufre), implemente una post-inoculación robusta y monitoree el Mg residual y el tiempo de atenuación. Para la mayoría de las fundiciones medianas y grandes, inyección de alambre tubular ofrece la mejor combinación de recuperación, consistencia, nodularidad y costo total, aunque el método tundish sigue siendo una mejora viable para aquellos que no pueden invertir en equipos de alimentación de alambre. Bright Alloys suministra Aleaciones MgFeSi (3-10% Mg, con tierras raras), alambres tubulares e inoculantes de ferrosilicio para el post-tratamiento, respaldado por soporte metalúrgico para optimizar su práctica de hierro dúctil.