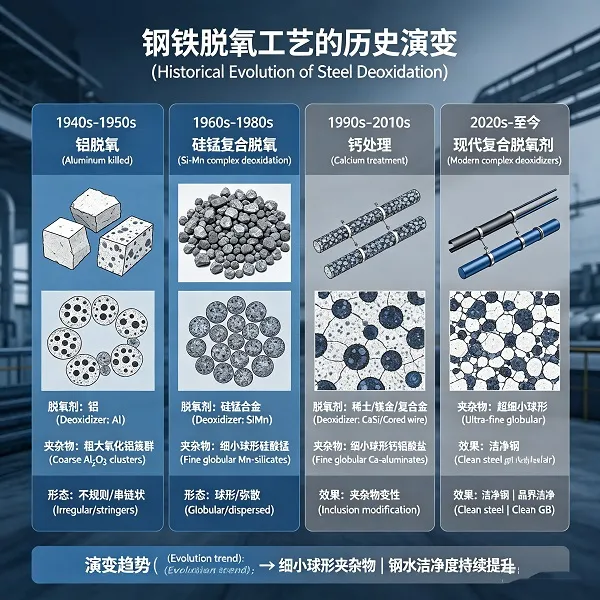
La historia de la desoxidación del acero es una historia de mejora continua, desde la simple adición de aluminio para calmar la colada, hasta los sofisticados tratamientos multicomponente de hoy en día que diseñan inclusiones en lugar de simplemente eliminarlas. Durante las últimas ocho décadas, los aceristas han aprendido que cómo se desoxida es tan importante como cuánto se desoxida. La evolución del acero calmado al aluminio a los desoxidantes complejos — silicio-manganeso, calcio-silicio y aleaciones con tierras raras — representa un cambio fundamental en el pensamiento metalúrgico.
Este artículo traza la progresión histórica de las prácticas de desoxidación del acero, explicando por qué surgió cada avance y cómo los desoxidantes complejos modernos ofrecen una limpieza, propiedades mecánicas y eficiencia de costos superiores.
Era 1: La Revolución del Calmado al Aluminio (1940–1960)
Antes de la adopción generalizada de la desoxidación con aluminio, los aceristas dependían únicamente del silicio y el manganeso, produciendo aceros "semicalmados" o "efervescentes" que contenían oxígeno significativo y exhibían propiedades inconsistentes. La introducción del calmado al aluminio en la década de 1940 fue revolucionaria. La potente capacidad de desoxidación del aluminio podía reducir el oxígeno disuelto por debajo de 10 ppm — niveles previamente inalcanzables — produciendo acero completamente calmado con una uniformidad superior y sin porosidad por gas.
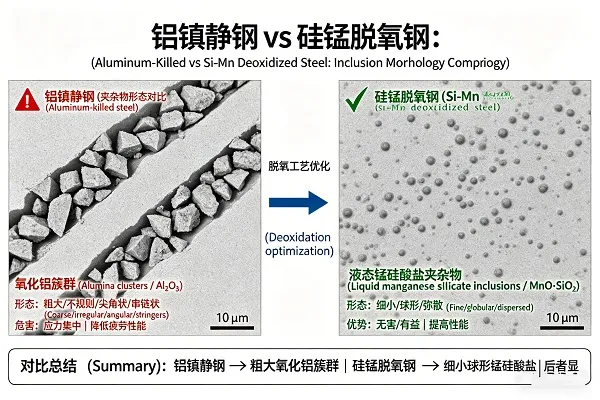
Sin embargo, el acero calmado al aluminio conllevaba un costo oculto: la formación de inclusiones sólidas y angulares de alúmina (Al₂O₃). Estas inclusiones son duras, frágiles y a menudo se agrupan, creando concentradores de tensión que reducen la vida a fatiga, perjudican la maquinabilidad y causan obstrucción de boquillas durante la colada continua. Para aplicaciones críticas como aceros para rodamientos y componentes automotrices, las inclusiones de alúmina se convirtieron en el factor limitante del rendimiento.
Era 2: Desoxidación con Silicio-Manganeso (1970–1980)
Los metalúrgicos reconocieron que, si bien el aluminio era insuperable para la eliminación de oxígeno, la morfología de las inclusiones resultante era inaceptable para aceros de alto rendimiento. La desoxidación con silicio-manganeso ofrecía una alternativa: producir inclusiones líquidas de silicato de manganeso (MnO·SiO₂) que coalescen y flotan más fácilmente que la alúmina sólida. Las aleaciones modernas de silicio-manganeso (Mn65Si17) y Mn65Si25 proporcionan la relación Mn/Si óptima para la formación de inclusiones líquidas, logrando niveles de oxígeno total de 15–25 ppm mientras dejan menos inclusiones y menos dañinas.
El contenido de manganeso en las aleaciones de Si-Mn también actúa como desulfurizador, formando inclusiones de MnS que son más dúctiles que el FeS. Para aplicaciones que requieren buena maquinabilidad, la formación controlada de MnS es beneficiosa. Los grados con alto contenido de manganeso como ferromanganeso (Mn80C0.7) y Mn75C2.0 se utilizan a menudo junto con Si-Mn para ajustar los niveles de manganeso mientras se mantiene el carbono bajo control. Para aplicaciones donde se acepta un mayor contenido de carbono, ferromanganeso estándar (Mn65C7.0) ofrece una fuente económica de manganeso.
Era 3: Calcio-Silicio para la Ingeniería de Inclusiones (1980–1990)
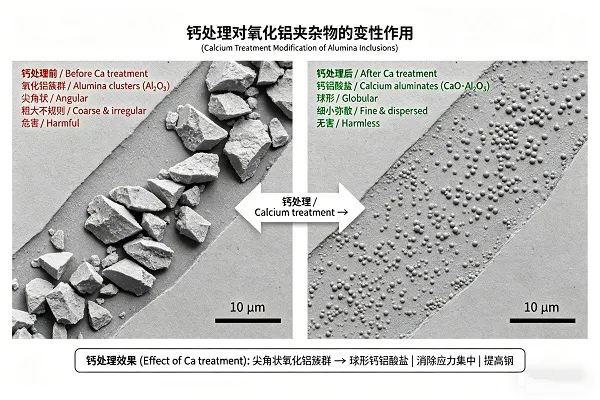
Si bien la desoxidación con Si-Mn producía un acero más limpio que solo con aluminio, no podía alcanzar los niveles de oxígeno ultrabajos requeridos para aplicaciones premium. El avance llegó con el tratamiento con calcio-silicio (CaSi). El calcio tiene una afinidad excepcionalmente alta por el oxígeno y el azufre, y cuando se añade al acero calmado al aluminio, convierte las inclusiones sólidas de alúmina en aluminatos de calcio de bajo punto de fusión (por ejemplo, 12CaO·7Al₂O₃). Estas inclusiones globulares son mucho menos dañinas y reducen drásticamente la obstrucción de boquillas.
La práctica moderna utiliza aleación de calcio-silicio (Si60Ca30) para la adición en cuchara, mientras que polvo de SiCa se utiliza en sistemas de inyección de alambre tubular para una adición precisa y profunda en la cuchara. La combinación de pre-desoxidación con Si-Mn seguida de un tratamiento con CaSi logra niveles de oxígeno total de 8–12 ppm — una reducción del 50% en comparación solo con aluminio — mientras produce inclusiones globulares que mejoran la vida a fatiga en 2–5 veces.
Era 4: Microaleación con Tierras Raras (1990–Presente)
La última frontera en desoxidación involucra elementos de tierras raras — cerio (Ce) y lantano (La) — añadidos en cantidades traza (0.001–0.01%). Las tierras raras son potentes desoxidantes y desulfurizadores, formando óxidos y sulfuros estables que refinan aún más la morfología de las inclusiones. También proporcionan beneficios secundarios:
- Refinamiento de grano: Las inclusiones de tierras raras actúan como sitios de nucleación para la ferrita, reduciendo el tamaño de grano y mejorando la resistencia y tenacidad
- Control de la forma de sulfuros: Los elementos de tierras raras modifican las inclusiones de MnS de alargadas a partículas pequeñas y globulares
- Captura de hidrógeno: Las inclusiones de tierras raras pueden atrapar hidrógeno, reduciendo la susceptibilidad al agrietamiento inducido por hidrógeno (HIC)
- Resistencia a la corrosión: Las tierras raras mejoran el comportamiento de pasivación en ciertos entornos
Si bien las tierras raras son más caras que los desoxidantes convencionales, su inclusión en grados premium (aceros para rodamientos, tuberías para servicios en medios ácidos, componentes eólicos marinos) es cada vez más común.
Rendimiento Comparativo a Través de las Eras
| Práctica de Desoxidación | Era | Oxígeno Total (ppm) | Morfología de Inclusión | Vida a Fatiga (Relativa) | Costo Relativo |
|---|---|---|---|---|---|
| Solo Aluminio (matado al Al) | 1940s–1960s | 10–20 ppm | Cúmulos angulares de Al₂O₃ | 1.0x (línea base) | Bajo |
| Solo Si-Mn | 1970s–1980s | 15–25 ppm | MnO·SiO₂ líquido | 1.5–2.0x | Bajo-Medio |
| Tratamiento con Al + CaSi | 1980s–1990s | 8–12 ppm | Aluminatos de calcio globulares | 3–5x | Medio |
| Si-Mn + CaSi + TR | 1990s–presente | 5–10 ppm | Globular + refinamiento de grano | 5–10x | Medio-Alto |
La Sinergia de los Desoxidantes Complejos Modernos
La mejor práctica actual rara vez es un solo desoxidante, sino más bien una secuencia de adiciones diseñada para eliminar progresivamente el oxígeno mientras se diseña la química de las inclusiones:
- Pre-desoxidación con Si-Mn: Silicio Manganeso (Mn65Si17) o Mn65Si25 reduce el oxígeno de ~600 ppm a ~50–100 ppm mientras forma inclusiones líquidas de silicato de manganeso que flotan fácilmente
- Ajuste de manganeso: Agregar ferro manganeso bajo en carbono (Mn80C0.7) o Mn75C2.0 para alcanzar los niveles objetivo de Mn sin exceder las especificaciones de carbono; para calidades menos críticas, Mn65C7.0 estándar ofrece una opción económica
- Desoxidación final con Al (si es necesario): Pequeña adición de aluminio para lograr oxígeno ultrabajo (<10 ppm)
- Modificación de inclusiones con CaSi: Aleación de Calcio Silicio agregado como alambre tubular o terrones transforma cualquier alúmina restante en aluminatos de calcio inofensivos
- Microaleación con tierras raras (calidades premium): Adición traza de Ce/La para refinamiento de grano y control adicional de inclusiones
Caso de Estudio: Transformación del Acero para Rodamientos
La evolución de la práctica de desoxidación se ilustra mejor con el acero para rodamientos (SAE 52100). En la década de 1960, el acero para rodamientos matado al aluminio contenía 15–20 ppm de oxígeno total pero presentaba grandes cúmulos de alúmina que iniciaban fallas por descascarillado. En la década de 1980, la pre-desoxidación con Si-Mn seguida de un tratamiento con CaSi redujo el oxígeno total a 8–12 ppm mientras eliminaba los cúmulos de alúmina. En la década de 2000, la adición de tierras raras redujo aún más el oxígeno a 5–8 ppm y refinó el tamaño de grano de ASTM 8 a ASTM 10–11. El resultado: la vida a fatiga del rodamiento (L10) aumentó de aproximadamente 50 horas en el acero de la década de 1960 a más de 500 horas en el acero moderno premium para rodamientos, una mejora diez veces mayor impulsada casi en su totalidad por la evolución de la práctica de desoxidación.
El Futuro: Desoxidación Compleja Optimizada por IA
La próxima evolución no será una nueva aleación, sino más bien control de proceso inteligente. Los modelos de IA entrenados con datos en tiempo real de actividad de oxígeno, temperatura y química del acero pueden predecir la secuencia y cantidad óptimas de desoxidantes complejos (Si-Mn, CaSi, Al y tierras raras) para cada colada. Los primeros usuarios reportan reducciones del 10–15% en el consumo de aleación mientras logran objetivos de oxígeno más estrictos y clasificaciones de inclusión más consistentes. A medida que mejoren la adquisición de datos y el modelado, la desoxidación optimizada por IA se convertirá en el nuevo estándar para la producción de acero limpio.
La evolución de la desoxidación del acero — desde el matado al aluminio hasta los desoxidantes complejos — refleja una comprensión más profunda de la ingeniería de inclusiones. Cada era trajo nuevas capacidades: aluminio para oxígeno ultrabajo, Si-Mn para formación de inclusiones líquidas, calcio-silicio para modificación de inclusiones y tierras raras para refinamiento de grano. Los aceristas de hoy tienen un conjunto de herramientas sin precedentes para producir acero limpio y confiable para las aplicaciones más exigentes. Bright Alloys suministra la gama completa de desoxidantes modernos — silicio-manganeso (Mn65Si17), Mn65Si25, ferro manganeso bajo en carbono (Mn80C0.7), Mn75C2.0, Mn65C7.0 estándar, calcio-silicio (Si60Ca30), Polvo de SiCa para alambre tubular, y aleaciones madre de tierras raras — respaldados por experiencia metalúrgica para ayudarlo a implementar la estrategia de desoxidación óptima para su grado de acero.