El Ferro Silicio 72 (FeSi72) se ha consolidado como el grado de trabajo para la producción de acero al carbono y de baja aleación en todo el mundo. Con un contenido mínimo de silicio del 72% y una estructura de costos que suele ser un 8-12% inferior a la de su contraparte FeSi75, el FeSi72 ofrece un rendimiento de desoxidación excepcional para la gran mayoría de los grados de acero estructural, de refuerzo y comercial. Comprender cómo especificar el perfil correcto de elementos traza, hacer coincidir el tamaño de partícula con el recipiente metalúrgico y optimizar las prácticas de adición es la clave para desbloquear el máximo valor de esta aleación económica. Para una comparación más amplia en el espectro de grados FeSi, consulte nuestra guía completa sobre Selección de Grado de Desoxidación con Ferro Silicio.
Si bien el FeSi75 se especifica a menudo para aplicaciones de limpieza premium, se estima que el FeSi72 maneja el 60-70% de la demanda global de desoxidación con silicio. Su contenido de silicio ligeramente inferior se compensa con un precio competitivo por kilogramo efectivo de silicio, y su perfil de elementos traza—particularmente los niveles de calcio naturalmente más bajos—puede ser ventajoso en ciertas operaciones de colada continua. Esta guía proporciona un marco técnico completo para especificar, adquirir y optimizar FeSi72 en hornos de arco eléctrico (EAF), convertidores al oxígeno (BOF), hornos cuchara (LF) y aplicaciones de fundición.
Química de Elementos Traza en FeSi72: Qué Especificar
La fracción no silicio del 28% en FeSi72 se compone principalmente de hierro más un conjunto de elementos residuales que influyen profundamente en la limpieza del acero, la colabilidad y las propiedades mecánicas finales. A diferencia del FeSi75, donde las especificaciones más estrictas son comunes, el FeSi72 ofrece una ventana química más amplia—pero aún controlable—que los compradores deben comprender para evitar sorpresas de calidad.
Aluminio (Al): El Desoxidante de Doble Filo
El aluminio en FeSi72 típicamente varía de 1.0% a 2.5%, y es tanto un poderoso desoxidante auxiliar como una fuente potencial de inclusiones dañinas de alúmina (Al₂O₃). Para la producción general de barras de refuerzo y acero estructural producción, los niveles de aluminio de 1.5-2.0% son perfectamente aceptables—y de hecho beneficiosos—porque el aluminio proporciona desoxidación suplementaria, reduciendo la necesidad de adiciones separadas de perdigones de aluminio. Sin embargo, para alambrón, calidad de recalcado en frío y placa HSLA grados destinados a aplicaciones críticas, se recomienda encarecidamente especificar FeSi72 bajo en Al (Al ≤ 1.0%) . En este nivel, el riesgo de formación de cúmulos de alúmina sólida y el posterior taponamiento de la boquilla de entrada sumergida (SEN) se reduce drásticamente. Al realizar un pedido a Bright Alloys, nuestra especificación de producto FeSi72 incluye rangos de aluminio certificados para que pueda hacer coincidir la química con sus requisitos de limpieza.
Carbono (C): Línea Base Baja, Entrega Consistente
El FeSi72 estándar tiene un contenido de carbono de 0.1-0.3%. Para la mayoría de los grados de acero al carbono (0.15-0.50% C en el producto final), esta contribución de carbono es insignificante—una adición de 10 kg/ton de FeSi72 contribuye como máximo un 0.003% al nivel de carbono final. Sin embargo, para aceros de ultra bajo carbono (ULC) y libres de intersticiales (IF), incluso este carbono traza debe tenerse en cuenta en el presupuesto general de carbono. El nivel de carbono del FeSi72 es inherentemente más bajo que el de algunas aleaciones de silicio-manganeso y ferro-manganeso, lo que lo convierte en una fuente de silicio preferida cuando minimizar la captación de carbono es una prioridad.
Calcio (Ca): Ventajas Naturales del FeSi72
Una de las distinciones químicas más significativas entre FeSi72 y FeSi75 es el contenido de calcio. El FeSi72 típicamente contiene 0.3-0.8% Ca, que es sustancialmente más bajo que el rango de 0.5-1.5% Ca común en FeSi75. Esta línea base de calcio más baja surge de diferencias en la selección de materia prima y la práctica del horno durante la producción. La implicación metalúrgica es doble: primero, hay un riesgo reducido de formación de sulfuro de calcio (CaS) al tratar grados resulfurados de mecanizado libre; segundo, hay menos modificación impulsada por calcio de las inclusiones de alúmina, lo que puede ser beneficioso cuando una fundición o planta de acero prefiere gestionar la morfología de las inclusiones a través de un tratamiento de calcio separado. Para operaciones que han experimentado problemas de calidad superficial relacionados con CaS en losas de grado peritéctico, cambiar de un FeSi75 con alto Ca a un FeSi72 estándar ha resuelto el problema sin cambios de proceso adicionales.
Fósforo (P) y Azufre (S): Estándares de Pureza
El FeSi72 de alta calidad mantiene P ≤ 0.05% y S ≤ 0.03% como estándar. Estos límites son adecuados para prácticamente todos los grados de acero comerciales. Para aplicaciones críticas—como tubería de servicio en medios ácidos (resistente a HIC) o aceros criogénicos—se pueden suministrar especificaciones más estrictas (P ≤ 0.04%, S ≤ 0.02%) bajo petición. La ventaja económica del FeSi72 es que estos niveles de pureza estándar se logran sin el precio premium asociado con las especificaciones predeterminadas a menudo más estrictas del FeSi75. Para operaciones que producen tubería API o aceros para recipientes a presión, nuestro FeSi72 material se suministra con certificados de ensayo de molino completos que documentan los niveles de fósforo y azufre de cada colada, garantizando la trazabilidad total.
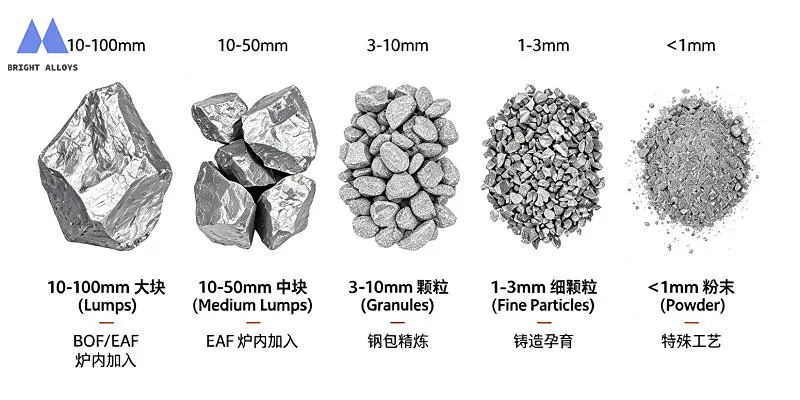
Selección de Tamaño de Partícula: Cinco Fracciones Industriales para FeSi72
El FeSi72 se tritura y tamiza en cinco rangos principales de tamaño de partícula, cada uno optimizado para un método de adición metalúrgica específico. Seleccionar el tamaño incorrecto puede causar pérdidas por oxidación que superan los 15 puntos porcentuales, mientras que el tamaño correcto logra rutinariamente tasas de recuperación superiores al 90%.
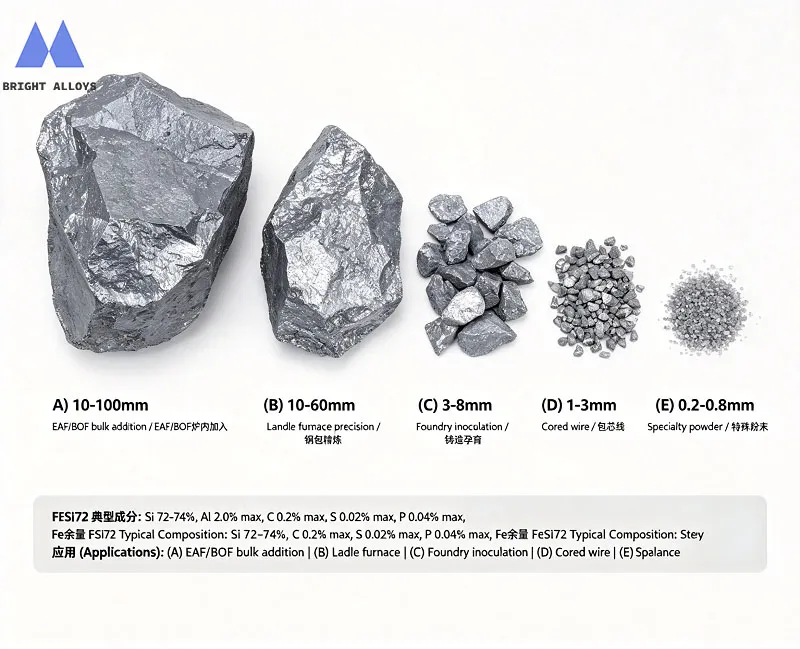
10-100mm: Adición a Granel en EAF y BOF
La 10-100mm fracción es el estándar para adiciones a gran escala en recipientes EAF y BOF donde la profundidad del baño supera los 1.5 metros. La mayor masa asegura que la aleación penetre a través de las capas de escoria espumosa y llegue al baño metálico antes de disolverse. En operaciones EAF que producen grados de barras de refuerzo, el FeSi72 de 10-100mm logra recuperaciones típicas de silicio de 85-90%. La variable clave del proceso es el momento de la adición: agregar FeSi72 después del soplado de oxígeno y después de que se haya formado la escoria reductora minimiza la oxidación por el FeO residual en la escoria.
10-60mm: Precisión en Horno Cuchara
Para horno cuchara (LF) y sangrado de BOF adiciones, el rango más ajustado de 10-60mm es la especificación preferida. En comparación con 10-100mm, esta distribución más estrecha proporciona una cinética de disolución más predecible bajo agitación con argón. Las piezas son lo suficientemente grandes como para penetrar la cubierta de escoria de la cuchara (típicamente de 50-80mm de espesor) pero se disuelven completamente dentro de 3-5 minutos de burbujeo suave con argón a 150-250 NL/min. Este tamaño ofrece consistentemente 90-94% de recuperación para grados estructurales y HSLA tratados en el horno cuchara.
3-8mm: Grado de Inoculación para Fundición
La 3-8mm La fracción fina es el caballo de batalla de la inoculación en fundiciones de hierro gris y dúctil. Su distribución de tamaño uniforme y controlada garantiza una disolución rápida en el flujo de hierro fundido (normalmente en 1-2 segundos a 1400-1450°C), promoviendo una nucleación consistente del grafito. Para hierro gris, el FeSi72 de 3-8mm con Ca controlado (0.3-0.6%) y Al (1.0-1.5%) logra de manera fiable estructuras de grafito Tipo A. Para hierro dúctil post-tratamiento con magnesio, este rango de tamaño admite recuentos de nódulos que superan los 200 nódulos/mm².
1-3mm: Inyección con Alambre Tubular
La 1-3mm La fracción se envasa en alambre tubular para ajustes de precisión en cuchara y artesa. El tamaño de partícula pequeño y uniforme permite una densidad de llenado del alambre consistente (típicamente 230-280 g/m de alambre), lo que a su vez garantiza velocidades de alimentación y comportamientos de disolución predecibles. La inyección con alambre tubular de FeSi72 de 1-3mm logra 95-100% de recuperación de silicio porque la aleación se introduce profundamente en el baño de acero, evitando por completo la capa de escoria. Este método es particularmente valioso para adiciones de ajuste final de composición química donde las ventanas objetivo son ±0.02% Si.
0.2-0.8mm: Aplicaciones Especiales en Polvo
El polvo más fino 0.2-0.8mm es un producto de nicho utilizado en formulaciones de polvo para artesa en colada continua y en compuestos exotérmicos para bebederos en fundiciones. En aplicaciones de artesa, el polvo de FeSi72 se mezcla en el polvo de cobertura para proporcionar un aporte localizado de silicio que ayuda a prevenir la reoxidación en el menisco. Este tamaño no está destinado a la adición directa al baño debido a las altas pérdidas por polvo, pero cuando se formula adecuadamente en mezclas de polvo, proporciona beneficios metalúrgicos específicos en el frente de solidificación.
FeSi72 vs FeSi75: Una Comparación Práctica para Decisiones de Compra
La decisión entre FeSi72 y FeSi75 se reduce a los requisitos específicos del grado de acero, los objetivos de limpieza y la economía. La siguiente tabla proporciona una comparación técnica y comercial directa para guiar la estrategia de adquisición. Para un análisis en profundidad de la optimización del FeSi75, consulte nuestra guía complementaria sobre Selección de Tamaño de Partícula y Composición Química del FeSi75.
| Parámetro | FeSi72 | FeSi75 | Guía de Decisión |
|---|---|---|---|
| Contenido de Silicio | 72-75% | 75-78% | FeSi75 preferido cuando el objetivo de Si de ±0.03% requiere una dilución mínima de escoria |
| Costo por Tonelada Métrica | Base (índice) | +8 a 12% | FeSi72 ahorra $120-180/t; ahorro anual de $60K-120K para una acería mediana |
| Costo por kg Efectivo de Si | Base (índice) | +3 a 6% | FeSi72 gana en silicio económico puro entregado en la mayoría de las condiciones del mercado |
| Contenido de Aluminio | 1.0-2.5% | 0.5-2.0% | FeSi75 más fácil de obtener con ≤0.5% Al para grados críticos de limpieza |
| Contenido de Calcio | 0.3-0.8% | 0.5-1.5% | El Ca más bajo del FeSi72 es una ventaja para grados peritécticos; FeSi75 mejor para coladas tratadas con Ca |
| Contenido de Carbono | 0.1-0.3% | 0.1-0.2% | Ambos adecuados para aceros al carbono; FeSi75 marginalmente mejor para grados ULC |
| Disponibilidad Global | Ampliamente disponible | Ampliamente disponible | Cadena de suministro de FeSi72 más amplia en mercados emergentes; plazos de entrega más cortos |
| Mejores Grados de Acero | Varilla corrugada, estructural, chapa comercial, hierro gris/dúctil | HSLA, chapa automotriz, acero para resortes, acero para rodamientos, alambre para neumáticos | Elija según la sensibilidad a inclusiones y la especificación de limpieza |
Matriz de Aplicación: FeSi72 en Operaciones de Acería y Fundición
La siguiente matriz asigna ocho escenarios industriales comunes a la especificación óptima de FeSi72, cubriendo el tipo de recipiente, el tamaño de partícula recomendado, los parámetros críticos de composición química y las tasas objetivo de recuperación de silicio.
| Aplicación / Grado | Recipiente | Tamaño Recomendado | Enfoque de Composición Química | Recuperación Objetivo |
|---|---|---|---|---|
| Varilla Corrugada (B500B, Grado 60) | Cuchara HAE / Convertidor | 10-100mm | Al estándar (1.5-2.0%), Bajo P/S | 85-90% |
| Acero Estructural (S355, A572) | Vaciado Convertidor / Homo Cuchara | 10-60mm | Al moderado (1.0-1.5%), Ca 0.3-0.6% | 90-94% |
| Chapa de Acero al Carbono HAE | HAE con Homo Cuchara | 10-100mm | Al estándar (1.5-2.0%), S ≤ 0.03% | 87-92% |
| Hierro Gris (FC250, GG25) | Cuchara de Vaciado | 3-8mm | Al consistente (1.0-1.5%), Ca 0.3-0.6% | 94-98% |
| Hierro Dúctil (GGG40, 65-45-12) | Post-Tratamiento con Mg | 3-8mm | Ca controlado (0.3-0.5%), Variantes de bajo Al | 95-99% |
| Adición de Ajuste con Alambre Tubular | Horno Cuchara / Artesa | 1-3mm | Personalizado por grado, tamaño ajustado crítico | 95-100% |
| Ajuste en Cuchara (Composición Química Final) | Estación de Argón en Homo Cuchara | 10-60mm | Baja variabilidad de Al y Ca lote a lote | 92-95% |
| Mezcla de Polvo para Artesa | Máquina de Colada Continua | 0.2-0.8mm | Bajo P/S, porcentaje de finos consistente | Según mezcla* |
* La recuperación del polvo de artesa no se mide como una adición independiente; el polvo de FeSi72 contribuye a la función metalúrgica general del fundente de artesa.
Optimización de la Recuperación: Maximizando el Rendimiento de Silicio con FeSi72
Lograr una alta recuperación de silicio es la diferencia entre un programa de FeSi72 rentable y uno costoso. Una mejora de 5 puntos porcentuales en la recuperación en una colada de 100 toneladas a 1.5 kg de FeSi72 por tonelada se traduce en 7.5 kg menos de aleación por colada, lo que vale aproximadamente $9-12 por colada a los precios actuales. En 20 coladas por día, 300 días operativos, eso es un ahorro anual de $54,000-72,000 de un solo horno.
Control de Arrastre de Escoria
El factor controlable más grande en la recuperación de silicio es el arrastre de escoria del horno primario a la cuchara. La escoria del convertidor BOF normalmente contiene 15-25% de FeO, y la escoria del HAE puede superar el 30% de FeO durante la inyección de oxígeno. Cuando se añade FeSi72 a una cuchara con exceso de arrastre de escoria, el silicio reacciona preferentemente con el FeO en lugar de disolverse en el acero:
Si + 2FeO → SiO₂ + 2Fe (ΔG° = −315 kJ/mol a 1600°C)
Esta reacción es termodinámicamente favorecida y cinéticamente rápida. La implementación de la dardo de escoria o tapón de escoria tecnología en el convertidor BOF, o sangrado excéntrico de fondo (EBT) en el HAE, normalmente limita el arrastre de escoria a menos de 3 kg por tonelada de acero. Las operaciones que reducen el arrastre de 8 kg/t a 2 kg/t ven rutinariamente mejoras de recuperación de FeSi72 de 4 a 7 puntos porcentuales.
Momento y Secuencia de Adición
Para el vaciado del convertidor BOF, el FeSi72 debe añadirse después de que el 20-30% del peso de la colada ha entrado en la cuchara, asegurando que haya un pie de acero suficiente para sumergir la aleación. Añadirlo demasiado pronto corre el riesgo de que la aleación caiga sobre el refractario del fondo de la cuchara y forme una capa de reacción de fayalita de bajo punto de fusión (2FeO·SiO₂). Añadirlo demasiado tarde, después de que la escoria comience a arrastrarse, expone el FeSi72 a la escoria oxidante en el peor momento posible. La ventana de adición óptima es 60-120 segundos durante el vaciado, cuando la cuchara está entre un tercio y dos tercios llena.
Protocolo de Agitación con Argón
Después de que la cuchara llegue al horno cuchara o a la estación de argón, una agitación suave con argón (150-250 NL/min a través de un tapón poroso) durante 3-5 minutos es suficiente para homogeneizar la distribución del silicio. La agitación excesiva (>400 NL/min) abre el ojo de escoria y expone la superficie del acero a la reoxidación atmosférica, contrarrestando el trabajo de desoxidación que el FeSi72 acaba de realizar. La intensidad de la agitación debe ser solo la suficiente para crear una ligera protuberancia en la superficie de la escoria sin romperla.
Integración del Proceso: FeSi72 a lo Largo del Flujo de Acería
Corriente Arriba: Preparación de Chatarra y Arrabio
La calidad del rendimiento del FeSi72 comienza antes de que la aleación llegue a la acería. La calidad de la chatarra y la composición química del arrabio establecen el potencial de oxígeno inicial del baño. La chatarra con alto contenido de óxido o con cascarilla adherida introduce FeO adicional que debe reducirse. En operaciones de convertidor BOF, el contenido de silicio del arrabio (típicamente 0.3-0.8%) proporciona una fuente de silicio in situ durante el soplado; un mayor silicio en el arrabio reduce el requisito de adición de FeSi72 en el vaciado, pero el silicio excesivo (>1.0%) aumenta el volumen de escoria y el desgaste del refractario. El objetivo óptimo de silicio en el arrabio para plantas que utilizan FeSi72 como desoxidante principal en cuchara es 0.4-0.6%.
Proceso Intermedio: La Ventana de Adición durante el Vaciado
Durante el vaciado del convertidor BOF, la adición de FeSi72 en la marca de 60-120 segundos (como se describió anteriormente) se complementa con la adición de ferromanganeso y/o silicio-manganeso más tarde en la secuencia de vaciado. Dado que el silicio es un desoxidante más fuerte que el manganeso, añadir FeSi72 primero establece la desoxidación inicial, y la adición de manganeso sigue para lograr la especificación final de Mn sin competir por el oxígeno disuelto. Para operaciones de HAE, el FeSi72 se añade típicamente durante el vaciado después de que la escoria reductora (FeO + MnO < 2%) se ha establecido, o directamente en la cuchara durante el vaciado.
Corriente Abajo: Compatibilidad con Colada Continua
El menor contenido de calcio del FeSi72 (0.3-0.8%) en comparación con el FeSi75 proporciona una ventaja distintiva para grados de acero peritéctico (0.09-0.17% C). Estos grados son notoriamente sensibles al agrietamiento superficial longitudinal durante la colada continua, y los aluminatos de calcio con altas relaciones CaO/Al₂O₃ pueden exacerbar el problema al alterar las propiedades del fundente de molde en el menisco. El uso de FeSi72 como fuente principal de silicio, con su contribución de calcio naturalmente más baja, reduce el riesgo de enriquecimiento desfavorable de CaO en el fundente de molde. Varias operaciones de colada de desbastes planos han documentado una reducción del 30-40% en el índice de grietas peritécticas después de cambiar de FeSi75 con alto Ca al FeSi72 estándar, atribuyendo la mejora a una viscosidad del fundente de molde más estable durante toda la secuencia de colada.
Operaciones de Fundición: FeSi72 en la Producción de Hierro Fundido
Inoculación de Hierro Gris con FeSi72
Para la producción de hierro gris (equivalente a FC200-FC300 / GG20-GG30), el FeSi72 en 3-8mm con 1.0-1.5% Al y 0.3-0.6% Ca sirve como un inoculante eficaz y económico. La tasa de adición es típicamente 0.2-0.4% en peso del hierro tratado, añadido al flujo de metal durante la transferencia de la cuchara de tratamiento a la cuchara de vaciado, o directamente en el flujo de vaciado en el molde. Las funciones metalúrgicas clave son: promover una distribución uniforme de grafito en escamas Tipo A, reducir la tendencia al enfriamiento en secciones delgadas (por debajo de 6 mm de espesor de pared) y estabilizar la relación perlita/ferrita en la microestructura en bruto de colada. En comparación con los inoculantes premium que contienen bario, el FeSi72 proporciona una inoculación adecuada para piezas de ingeniería general a aproximadamente el 60-70% del costo.
Tratamiento Post-Magnesio para Hierro Dúctil
En la producción de hierro dúctil, el FeSi72 se añade como post-inoculante después del tratamiento con magnesio (normalmente inyección de alambre de FeSiMg o Mg puro). El FeSi72 de 3-8 mm se añade al 0.3-0.5% al flujo de metal durante la transferencia de la cuchara de tratamiento con Mg a la cuchara de colada. La inoculación contrarresta el efecto promotor de carburos del magnesio y garantiza un alto recuento de nódulos (>150 nódulos/mm² para calidades GGG40 / 65-45-12). Para componentes críticos de hierro dúctil, como piezas de seguridad automotrices y fundiciones para turbinas eólicas, se recomienda una variante de FeSi72 con bajo contenido de aluminio (Al 0.8-1.2%) para minimizar el riesgo de defectos de porosidad asociados con la absorción de hidrógeno de las reacciones de aluminio-agua en el molde.
Solución de Problemas Comunes de Rendimiento del FeSi72
Incluso con una especificación adecuada, las variables operativas pueden degradar el rendimiento del FeSi72. La siguiente tabla identifica cinco síntomas comunes encontrados en plantas siderúrgicas y fundiciones, junto con sus causas raíz y acciones correctivas.
| Síntoma | Causa Probable | Acción Correctiva |
|---|---|---|
| Baja recuperación de silicio (<80%) | Arrastre excesivo de escoria; adición de FeSi72 demasiado temprana o demasiado tarde en la colada; partículas de tamaño insuficiente que flotan en la escoria | Implementar tapón/vertedero de escoria; optimizar la adición en la ventana de 60-120 s; cambiar a 10-100 mm para penetración profunda en el baño |
| Alta variabilidad de silicio (±0.05% Si) | Distribución de tamaño de partícula inconsistente; amplia variación de composición química entre lotes; agitación de argón insuficiente | Especificar un rango de tamaño más estrecho (ej. 10-60 mm); abastecerse de un proveedor certificado con trazabilidad de lotes; aumentar el flujo de argón a 200-250 NL/min durante 5 min |
| Obstrucción de la buza durante la colada | Contenido de aluminio demasiado alto para la calidad; formación de aglomerados sólidos de Al₂O₃ | Cambiar a FeSi72 con bajo Al (Al ≤ 1.0%); considerar la inyección de alambre de calcio para la modificación de inclusiones |
| Agrietamiento superficial peritéctico | Enriquecimiento de CaO en el fundente del molde debido a ferroaleación con alto Ca; viscosidad inestable del fundente del molde | Cambiar de FeSi75 con alto Ca a FeSi72 estándar (Ca 0.3-0.8%); monitorear la relación CaO/SiO₂ del fundente del molde a diario |
| Bajo recuento de nódulos en hierro dúctil | Disolución incompleta de partículas de FeSi72 de tamaño excesivo; momento de inoculación tardío | Usar la fracción cribada de 3-8 mm; asegurar la adición dentro de los 60 segundos posteriores al tratamiento con Mg; verificar que la inoculación en la corriente esté impactando el centro del flujo de metal |
Análisis Económico: La Propuesta de Valor del FeSi72
El caso financiero del FeSi72 es convincente cuando se examina a través del costo total de propiedad en lugar del simple precio de compra. Considere una operación de Horno de Arco Eléctrico (EAF) de tamaño mediano que produce 500,000 toneladas métricas al año de barras de refuerzo y calidades estructurales:
Escenario: Mejora del 5% en la Recuperación
Con una tasa de adición base de 1.5 kg de FeSi72 por tonelada de acero y una recuperación de silicio del 85%, la planta consume 882 toneladas métricas de FeSi72 al año. Mejorar la recuperación al 90% reduce el consumo a 833 toneladas métricas, un ahorro de 49 toneladas métricas. A un precio de mercado de aproximadamente $1,500 por tonelada métrica de FeSi72, esto representa $73,500 en ahorros anuales directos de materiales. Al considerar la reducción de costos de flete, manipulación y almacenamiento de inventario para 49 toneladas menos, el beneficio anual total a menudo supera $100,000.
Estrategia de Inventario de Doble Calidad
Muchas plantas siderúrgicas progresistas ahora adoptan un modelo de inventario 80/20: el 80% de la demanda de silicio se cubre con FeSi72 (para barras de refuerzo, acero estructural, chapa comercial) y el 20% con FeSi75 (para calidades HSLA, automotrices y críticas en limpieza). Esta estrategia captura la ventaja de costo unitario del FeSi72 en la mayor parte de la producción, mientras reserva el FeSi75 premium para las calidades que realmente requieren su composición química más estricta y menor contenido de aluminio. Los departamentos de compras que implementan este enfoque reportan reducciones en los costos totales de ferroaleaciones de 5-8% sin ninguna degradación de la calidad. Para evaluar esta estrategia para su combinación de productos específica, visite nuestra página de producto FeSi72 para conocer los precios y la disponibilidad actuales.
Conclusión: Un Enfoque Estratégico para el FeSi72
El FeSi72 es mucho más que una alternativa de menor costo al FeSi75: es una aleación estratégicamente distinta con su propio espacio de aplicación óptimo. Las conclusiones clave para metalurgistas, gerentes de compras y equipos de operaciones son:
La composición química impulsa el valor. Comprender y especificar los niveles de aluminio, calcio, carbono, fósforo y azufre en el FeSi72 es la diferencia entre una compra de materia prima y una solución de ingeniería. La composición química estándar del FeSi72 es adecuada para el 70% de la producción de acero; saber cuándo ajustar las especificaciones (o cambiar a FeSi75) es donde la experiencia se traduce en valor.
El tamaño importa tanto como la composición química. Adecuar el tamaño de partícula del FeSi72 al recipiente metalúrgico (10-100 mm para EAF, 10-60 mm para hornos cuchara, 3-8 mm para fundiciones, 1-3 mm para alambre tubular) determina directamente la recuperación de silicio y la estabilidad del proceso. Un desajuste de tamaño puede costar 10 o más puntos porcentuales de recuperación.
La recuperación es donde está el dinero. Una mejora de 5 puntos porcentuales en la recuperación de silicio en una operación de tamaño mediano genera ahorros anuales de seis cifras. El control del arrastre de escoria, la optimización del momento de adición y la agitación adecuada con argón son las tres mejoras operativas de mayor retorno.
FeSi72 y FeSi75 son complementarios, no competidores. Una estrategia de inventario 80/20 captura los beneficios económicos del FeSi72 al tiempo que garantiza la disponibilidad de FeSi75 premium cuando las exigencias de limpieza lo requieren. Este enfoque de doble calidad es la mejor práctica de la industria para una desoxidación de silicio rentable.
Para una discusión detallada de sus requisitos de aplicación específicos, incluida la composición química certificada, la disponibilidad de tamaño de partícula y el soporte logístico, visite la página de producto FeSi72 de Bright Alloys o comuníquese directamente con nuestro equipo técnico.