
El oxígeno es a la vez esencial y perjudicial en la Fabricación de acero. Si bien el soplado de oxígeno es fundamental para el refinado en horno de oxígeno básico (BOF) y horno de arco eléctrico (EAF) para eliminar el carbono, el fósforo y el silicio, El oxígeno disuelto que queda después del grifo debe controlarse rigurosamente.La presencia descontrolada de oxígeno provoca porosidad gaseosa, fragilización y, lo que es más importante, la formación de inclusiones no metálicas que comprometen las propiedades mecánicas, la vida útil a la fatiga y la calidad de la superficie.
La siderurgia moderna exige un conocimiento profundo de la actividad del oxígeno, los equilibrios de Desoxidación y la ingeniería de inclusiones. Este artículo analiza cómo el oxígeno disuelto influye en la formación de inclusiones y presenta estrategias prácticas para una Desoxidación óptima en diferentes grados de acero.
El desafío del oxígeno: de BOF a Tundish
Al finalizar el proceso BOF o EAF, el acero fundido contiene entre 400 y 800 ppm de oxígeno disuelto, principalmente en equilibrio con el carbono. Como referencia, la mayoría de los Productos de acero acabados requieren niveles de oxígeno inferiores a 30 ppm, y las aplicaciones críticas (aceros para cojinetes, aceros para muelles) exigen menos de 10 ppm de oxígeno total. La etapa de Desoxidación —la adición de elementos con alta afinidad por el oxígeno— debe eliminar la mayor parte de este oxígeno, controlando al mismo tiempo la inevitable presencia de inclusiones resultante.
La reacción fundamental de Desoxidación se puede representar como: x[M] + y[O] → MₓOy (s o l)La elección del desoxidante determina la química de las inclusiones, su morfología y su comportamiento de eliminación. Analicemos los sistemas de Desoxidación más comunes.
Desoxidación del aluminio: alta eficiencia, alto riesgo de inclusiones.
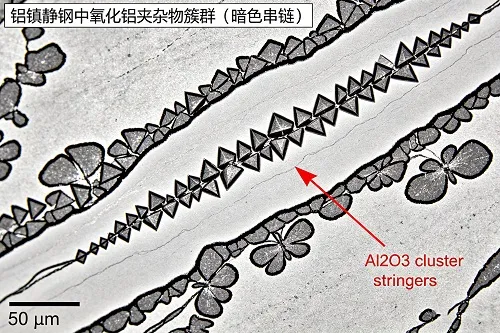
El aluminio es el desoxidante más potente y rentable, capaz de reducir el oxígeno disuelto a 2–5 ppm en condiciones de equilibrio. La reacción es: 2Al + 3[O] → Al₂O₃(s)Sin embargo, las inclusiones de alúmina (Al₂O₃) resultantes son sólidas, duras y suelen formar cúmulos difíciles de eliminar por completo. Estas inclusiones perjudican la vida útil, la maquinabilidad y el acabado superficial. En la colada continua, la acumulación de alúmina en las boquillas de entrada sumergida (SEN) representa un desafío operativo constante.
Buenas prácticas para la Desoxidación del aluminio: Para aceros totalmente desoxidados que requieren un contenido de oxígeno total muy bajo, utilice entre 0,5 y 1,2 kg de Al por tonelada de acero. A continuación, agite con argón para favorecer la flotación de inclusiones y, cuando sea posible, aplique un tratamiento con calcio para transformar la alúmina en aluminatos de calcio líquidos.
Desoxidación de silicio-manganeso: inclusiones líquidas, acero más limpio.
La combinación de silicio y manganeso ofrece una clara ventaja: el producto de Desoxidación es un silicato de manganeso líquido (MnO·SiO₂) a temperaturas de Fabricación de acero. Las inclusiones líquidas se fusionan con mayor facilidad y flotan más rápido que los óxidos sólidos. La reacción es la siguiente: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)Si bien la Desoxidación con silicio-manganeso no alcanza niveles de oxígeno tan bajos como el aluminio (normalmente entre 20 y 40 ppm de O residual), la población de inclusiones resultante es menor, más esférica y menos dañina. Para muchos grados de acero estructural, la Desoxidación con Si-Mn proporciona el equilibrio óptimo entre limpieza y costo.
Consejo práctico: Mantenga una relación Mn/Si objetivo de 3:1 a 5:1 para asegurar la formación de óxido líquido. Utilice materiales de alta calidad. Aleación de silicio-manganeso (SiMn) con una química consistente para obtener resultados reproducibles.
Tratamiento con calcio: modificación de inclusiones para un rendimiento superior
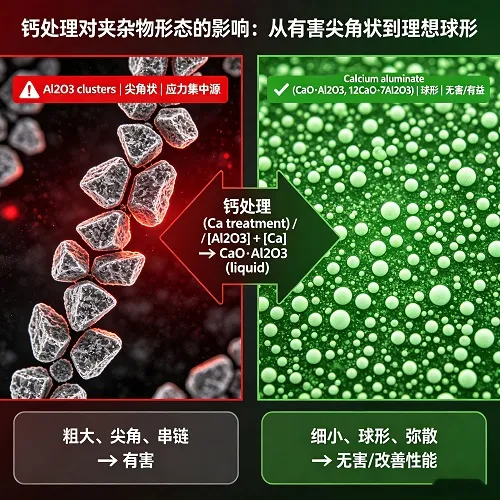
El calcio rara vez se utiliza como desoxidante primario debido a su alto costo y baja recuperación, pero es sin igual como modificador de inclusiónCuando se añade al acero desoxidado con aluminio (normalmente mediante alambre con núcleo de aleación de calcio y silicio), el calcio reacciona con inclusiones sólidas de alúmina para formar aluminatos de calcio de bajo punto de fusión (por ejemplo, 12CaO·7Al₂O₃, con un punto de fusión de aproximadamente 1455 °C). Estas inclusiones globulares son menos perjudiciales para las propiedades mecánicas y reducen significativamente la obstrucción de las boquillas durante la colada continua.
Pautas para la suplementación con calcio: Para una modificación óptima, busque una relación Ca/Al de 0,10–0,15. El exceso de calcio conduce a la formación de CaS, que puede solidificarse nuevamente y causar otros problemas de fundición. La precisión es fundamental; la práctica moderna utiliza Inyección de alambre con núcleo de aleación de calcio y silicio con retroalimentación en tiempo real.
Medición y monitorización de la actividad del oxígeno
La siderurgia moderna se basa en sensores electroquímicos de oxígeno (a base de ZrO₂) para medir la actividad del oxígeno disuelto directamente en la cuchara. Estas mediciones guían las adiciones de desoxidante, reduciendo el sobretratamiento y el subtratamiento. Objetivos clave de oxígeno por etapa del proceso:
- Fin de BOF/EAF: 400–800 ppm (antes de la Desoxidación)
- Después de la adición de Al o SiMn: 10–30 ppm (oxígeno activo)
- Después del tratamiento con calcio: 5–15 ppm + modificación de inclusión estable
- Tundish (colada continua): El oxígeno total (Otot) suele ser de 15 a 30 ppm, dependiendo del grado.
Estrategias para una práctica óptima de Desoxidación
Para lograr una limpieza uniforme del acero se requiere un enfoque sistemático. El siguiente marco se aplica a la mayoría de los aceros al carbono y de baja Aleación:
- Ingeniería de escorias: Mantener una escoria básica (CaO/SiO₂ > 2,5) para absorber los Productos de Desoxidación. Reducir el FeO de la escoria por debajo del 1% minimiza la reversión del oxígeno.
- Agitación con argón fuerte: Tras la Desoxidación, un burbujeo suave de argón de al menos 5 a 10 minutos favorece la flotación de las inclusiones.
- Suma secuencial: Para grados que requieren muy poco oxígeno, considere una predesoxidación con Si-Mn seguida de un acabado con Al y, posteriormente, una modificación con Ca.
- Recubrimiento del cucharón: Evitar la reoxidación por escoria de cuchara o la entrada de aire durante el vaciado y la colada.
Ejemplo práctico: Transformación de la calidad del acero para rodamientos
Un productor de acero especial que fabricaba acero para rodamientos SAE 52100 se enfrentó a altas tasas de rechazo debido a inclusiones de tipo alúmina detectadas en pruebas ultrasónicas. Mediante la implementación de un protocolo de Desoxidación en dos pasos Mediante la predesoxidación con Si-Mn → acabado con Al → tratamiento con alambre de núcleo de aleación de calcio y silicio y la optimización del tiempo de agitación en la cuchara a 12 minutos, el productor redujo el oxígeno total de 18 ppm a 8 ppm. La clasificación de inclusiones mejoró en un 60 % y la vida útil por fatiga de los cojinetes (L10) se duplicó con creces. Este caso subraya que el control del oxígeno no es una acción aislada, sino una estrategia de proceso integrada.
A medida que las aplicaciones del acero exigen un rendimiento cada vez mayor —desde sistemas de propulsión para vehículos eléctricos hasta cimentaciones para aerogeneradores marinos—, el control del oxígeno se convierte en un factor diferenciador clave. Al comprender la relación entre el oxígeno disuelto, la formación de inclusiones y la química de la Desoxidación, los fabricantes de acero pueden producir de forma consistente acero más limpio, resistente y fiable. Bright Alloys ofrece una completa gama de aleaciones de Desoxidación, incluyendo alambre con núcleo de ferrosilicio, silicio-manganeso y aleación de calcio y silicio, respaldada por una amplia experiencia metalúrgica para optimizar sus procesos.