Penghalusan butir adalah salah satu alat metalurgi paling hemat biaya yang tersedia bagi produsen ingot aluminium. Penambahan paduan induk Al-Ti-B (biasanya AlTi5B1 atau AlTi3B3) mengubah butir kolumnar kasar menjadi struktur equiaxed halus — secara dramatis meningkatkan sifat mekanik, mengurangi keretakan panas, dan meningkatkan kinerja pemrosesan hilir. Namun, banyak pabrik peleburan gagal memanfaatkan potensi penuh penghalusan butir karena teknik penambahan yang tidak tepat, pengadukan yang tidak memadai, atau efek fade yang terabaikan.
Artikel ini memberikan panduan praktis untuk mengoptimalkan penghalusan butir dengan paduan induk Al-Ti-B, mencakup pemilihan, praktik terbaik penambahan, manajemen fade, dan peningkatan sifat yang membenarkan setiap kilogram paduan induk yang ditambahkan.
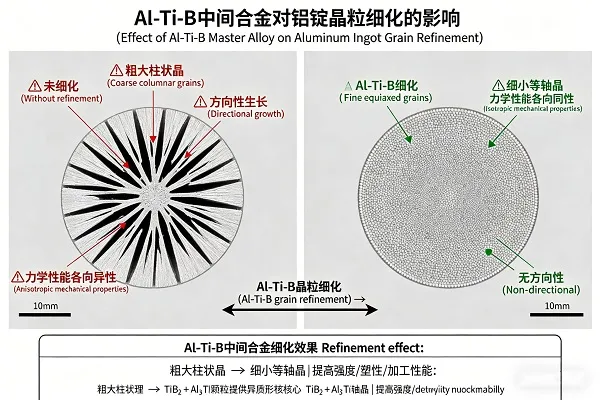
Mengapa Penghalusan Butir Penting
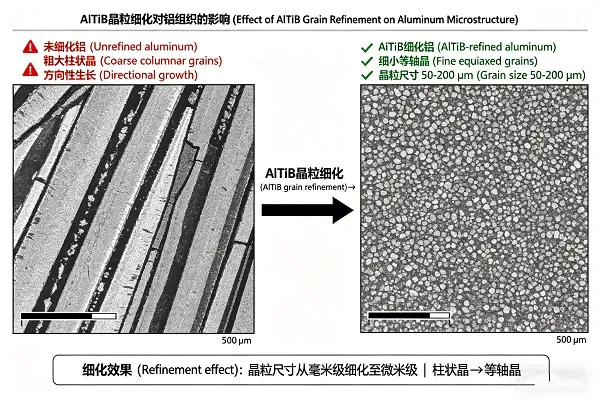
Aluminium yang tidak dihaluskan membeku dengan butir kolumnar besar yang tumbuh secara terarah dari dinding cetakan. Struktur ini memiliki beberapa kelemahan:
- Sifat mekanik yang buruk: Butir kasar mengurangi kekuatan luluh dan perpanjangan
- Kerentanan keretakan panas: Butir kolumnar saling mengunci dengan buruk, menyebabkan retak selama pembekuan
- Segregasi: Butir besar mendorong segregasi mikro elemen paduan
- Respons anodisasi yang tidak konsisten: Variasi orientasi butir menyebabkan tampilan permukaan yang tidak merata
- Pengumpanan berkurang: Pengumpanan intergranular yang buruk meningkatkan porositas penyusutan
Butir equiaxed halus (biasanya diameter 100–300 μm) mengatasi semua masalah ini, menghasilkan ingot yang lebih kuat, lebih ulet, dan lebih konsisten.
Mekanisme: Bagaimana Al-Ti-B Bekerja
Paduan induk Al-Ti-B mengandung dua fase intermetalik kunci yang bertindak sebagai situs nukleasi untuk butir aluminium:
- Partikel TiB₂ (titanium diborida): Ini adalah nuklean utama. TiB₂ memiliki struktur kristal yang mirip dengan aluminium dan ketidakcocokan kisi yang rendah, menjadikannya substrat nukleasi heterogen yang sangat baik. Ukuran partikel TiB₂ tipikal adalah 0,5–3 μm.
- Partikel TiAl₃ (titanium trialuminida): Ini larut selama penahanan, melepaskan titanium ke dalam larutan. Titanium terlarut mengurangi laju pertumbuhan butir aluminium, memberikan partikel TiB₂ lebih banyak kesempatan untuk menukleasi butir baru.
Efisiensi penghalusan butir tergantung pada jumlah partikel TiB₂ aktif dan kadar titanium terlarut. Praktik penambahan yang buruk dapat menonaktifkan partikel TiB₂ (melalui aglomerasi atau sedimentasi) atau memungkinkan titanium hilang ke dross oksida.
Memilih Grade Al-Ti-B yang Tepat
Dua grade komersial mendominasi pasar penghalusan butir aluminium:
| Grade | Komposisi | Rasio Ti:B | Laju Penambahan Tipikal | Aplikasi Terbaik |
|---|---|---|---|---|
| AlTi5B1 (paling umum) | 5% Ti, 1% B | 5:1 | 1–3 kg/ton | Paduan aluminium umum, paduan pengecoran, billet ekstrusi, ingot canai |
| AlTi3B3 (boron tinggi) | 3% Ti, 3% B | 1:1 | 0,5–1,5 kg/ton | Paduan silikon tinggi (>7% Si), paduan dengan tantangan penghalusan butir, coran penampang tipis |
| AlTi5B0.6 (boron rendah) | 5% Ti, 0,6% B | 8.3:1 | 1–3 kg/ton | Paduan khusus, beberapa grade ekstrusi |
Panduan pemilihan: Mulailah dengan AlTi5B1 untuk sebagian besar aplikasi. Jika Anda mengalami penurunan efektivitas atau pemurnian yang tidak memadai pada paduan silikon tinggi (>7% Si), beralihlah ke AlTi3B3. Kandungan boron yang lebih tinggi menyediakan lebih banyak partikel TiB₂ untuk nukleasi.
Teknik Penambahan yang Tepat: Kunci Keberhasilan
Menambahkan paduan induk Al-Ti-B bukan sekadar menuangkan batangan atau wafel ke dalam tungku. Ikuti praktik yang telah terbukti ini:
Suhu Penambahan
- Kisaran optimal: 710–740°C
- Terlalu rendah (<690°C): Pelarutan paduan induk tidak sempurna; partikel TiB₂ mungkin tidak terdispersi
- Terlalu tinggi (>760°C): Pembesaran partikel yang dipercepat (pematangan Ostwald), efisiensi berkurang, peningkatan oksidasi
Bentuk dan Penempatan Penambahan
- Bentuk batang (diameter 19–25 mm): Umpankan ke dalam aliran logam cair selama transfer atau celupkan ke dalam tungku. Hindari menjatuhkannya di atas lelehan yang berada di lapisan dross.
- Bentuk wafel atau slab: Tambahkan ke tungku selama proses paduan. Pastikan paduan induk terendam dengan cepat; gunakan lonceng celup jika perlu.
- Bentuk gulungan (untuk penambahan in-line): Umpankan secara kontinu ke dalam saluran selama pengecoran. Ini menyediakan partikel TiB₂ segar langsung sebelum solidifikasi — penurunan efektivitas minimal.
Persyaratan Pengadukan
Pengadukan tidak bisa ditawar. Setelah penambahan, aduk lelehan secara menyeluruh selama 5–10 menit menggunakan pengadukan mekanis atau elektromagnetik. Pengadukan yang tidak memadai menyebabkan:
- Agregasi dan sedimentasi partikel TiB₂
- Ukuran butir yang tidak seragam di seluruh ingot
- Pemurnian yang tidak konsisten dari satu lelehan ke lelehan lainnya
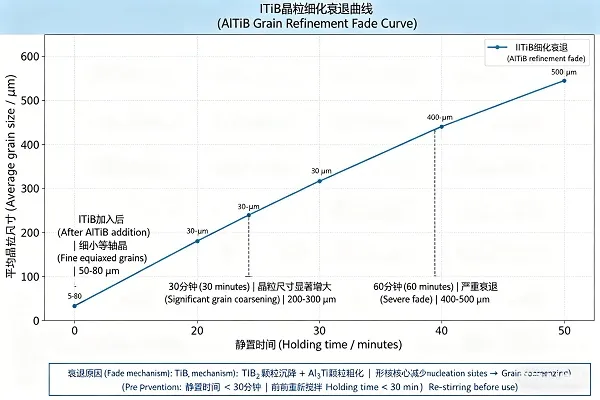
Memahami dan Mengelola Penurunan Efektivitas (Fade)
Fade adalah hilangnya efektivitas pemurnian butir secara progresif dari waktu ke waktu setelah penambahan paduan induk. Fade terjadi karena:
- Sedimentasi partikel: Partikel TiB₂ (densitas 4,5 g/cm³) lebih berat dari aluminium (2,7 g/cm³) dan mengendap ke dasar tunggu seiring waktu
- Agregasi partikel: Partikel TiB₂ bertabrakan dan membentuk gugus, mengurangi jumlah situs nukleasi aktif
- Keracunan (Poisoning): Unsur tertentu (Zr, Cr, Mn, Si pada tingkat tinggi) dapat menonaktifkan permukaan partikel TiB₂
- Kehilangan titanium terlarut: Titanium teroksidasi ke dalam lapisan dross
Garis Waktu Fade dan Strategi Manajemen
| Waktu Setelah Penambahan | Ukuran Butir yang Diharapkan | Tindakan yang Direkomendasikan |
|---|---|---|
| 0–15 menit (pemurnian puncak) | 100–200 μm (sangat baik) | Cor segera untuk hasil terbaik |
| 15–30 menit | 200–300 μm (baik) | Dapat diterima untuk sebagian besar aplikasi |
| 30–60 menit | 300–500 μm (cukup) | Aduk ulang sebelum pengecoran; pertimbangkan penambahan paduan induk tambahan |
| >60 menit | 500–1000+ μm (buruk) | Tambahkan paduan induk baru; desain ulang praktik untuk memperpendek waktu penahanan |
Praktik terbaik manajemen fade:
- Cor dalam waktu 15 menit penambahan Al-Ti-B sedapat mungkin
- Untuk waktu penahanan yang lebih lama: Gunakan penambahan in-line (pengumpan kawat) langsung ke saluran, menghilangkan fade sepenuhnya
- Aduk ulang sebelum pengecoran jika penahanan melebihi 30 menit — ini akan menyuspensikan kembali partikel TiB₂ yang mengendap
- Untuk paduan silikon tinggi (>7% Si): Gunakan AlTi3B3, yang memiliki ketahanan fade lebih baik karena kepadatan partikel yang lebih tinggi
Dampak pada Sifat Mekanis
Hubungan Hall-Petch (σ_y = σ_0 + k·d^{-1/2}) mengkuantifikasi efek ukuran butir pada kekuatan luluh. Butir yang lebih halus menghasilkan material yang lebih kuat. Untuk paduan aluminium, pemurnian butir yang tepat biasanya mencapai:
- Peningkatan kekuatan luluh: 15–25% dibandingkan material tanpa pemurnian
- Perbaikan perpanjangan: Peningkatan 20–40% dalam daktilitas
- Pengurangan retak panas: 50–80% lebih sedikit retak
- Perpanjangan umur fatik: 2–5x lebih lama di bawah pembebanan siklik
Untuk paduan aluminium cor (misalnya, A356), pemurnian butir juga meningkatkan pengumpanan selama solidifikasi, mengurangi porositas mikroshrinkage.
Keracunan (Poisoning): Apa Itu dan Cara Menghindarinya
Keracunan pemurnian butir terjadi ketika unsur tertentu dalam paduan menonaktifkan situs nukleasi TiB₂. Racun yang dikenal meliputi:
- Zirkonium (Zr): Membentuk partikel (Ti,Zr)B₂ dengan pencocokan kisi yang buruk terhadap aluminium
- Kromium (Cr): Mekanisme keracunan serupa dengan Zr
- Mangan (Mn): Racun ringan pada tingkat tinggi (>0,5%)
- Silikon (Si) pada tingkat yang sangat tinggi (>10%): Dapat mengurangi pembasahan TiB₂
Solusi untuk paduan yang teracuni:
- Tingkatkan laju penambahan sebesar 50–100% untuk mengatasi keracunan
- Beralih ke AlTi3B3 (lebih banyak partikel TiB₂ per kg)
- Gunakan penambahan in-line (pengumpan kawat) untuk meminimalkan waktu antara penambahan dan solidifikasi
- Pertimbangkan pemurni alternatif (misalnya, Al-Ti-C) untuk sistem yang teracuni parah
Pemurnian Butir untuk Berbagai Keluarga Paduan Aluminium
| Keluarga Paduan | Target Ukuran Butir Khas | Grade Al-Ti-B yang Direkomendasikan | Laju Penambahan (kg/ton) | Pertimbangan Khusus |
|---|---|---|---|---|
| 1xxx (Al murni) | 100–200 μm | AlTi5B1 | 1–2 | Mudah dimurnikan; penambahan rendah sudah cukup |
| 3xxx (Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Mangan dapat menyebabkan keracunan ringan |
| 5xxx (Al-Mg) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Tidak ada masalah khusus |
| 6xxx (Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | Respon sangat baik; digunakan untuk billet ekstrusi |
| 7xxx (Al-Zn-Mg) | 120–220 μm | AlTi5B1 | 1.5–3 | Tingkat Zr yang lebih tinggi mungkin memerlukan penambahan yang lebih besar |
| Paduan cor Al-Si (A356, A380) | 100–250 μm | AlTi5B1 atau AlTi3B3 | 1–2 (AlTi5B1) atau 0,5–1 (AlTi3B3) | AlTi3B3 lebih disukai untuk >7% Si |
Kontrol Kualitas: Memverifikasi Efektivitas Pemurnian Butir
Untuk memastikan pemurnian butir yang konsisten, terapkan langkah-langkah verifikasi ini:
- Pengujian makroetsa: Potong ingot dan etsa dengan NaOH 10–20% untuk mengungkap struktur butir. Bandingkan dengan standar referensi.
- Metode intercept linier: Ukur ukuran butir rata-rata menggunakan ASTM E112. Ukuran butir target tergantung pada paduan dan aplikasi, tetapi umumnya <300 μm dapat diterima untuk sebagian besar produk ingot.
- Analisis termal: Pantau dataran suhu selama solidifikasi. Aluminium yang dimurnikan menunjukkan dataran yang lebih panjang dan lebih datar karena lebih banyak titik nukleasi.
- Inspeksi hot tear: Pengurangan hot tearing dalam uji coba pengecoran mengonfirmasi pemurnian yang efektif.
Contoh Kasus: Transformasi Billet Ekstrusi
Seorang ekstruder yang memproduksi billet aluminium 6063 untuk aplikasi arsitektur mengalami kecepatan ekstrusi yang tidak konsisten dan hasil akhir permukaan yang buruk karena ukuran butir yang bervariasi (300–800 μm) antar lelehan. Praktik mereka yang ada menggunakan penambahan AlTi5B1 sebesar 1,5 kg/ton tanpa pengadukan standar atau manajemen fade.
Setelah menerapkan protokol pemurnian butir yang dioptimalkan:
- Penambahan AlTi5B1 dipertahankan pada 1,5 kg/ton
- Pengadukan mekanis ditingkatkan dari 2 menit menjadi 8 menit setelah penambahan
- Waktu penahanan dibatasi maksimal 20 menit sebelum pengecoran
- Pengumpan kawat in-line dipasang untuk pesanan kritis
Hasil setelah tiga bulan:
- Ukuran butir stabil pada 120–180 μm (koefisien variasi berkurang 70%)
- Kecepatan ekstrusi meningkat 18% (mesin dan cetakan yang sama)
- Hasil akhir permukaan meningkat ke kualitas anodisasi Kelas A
- Penolakan karena cacat permukaan turun dari 5,2% menjadi 1,1%
- Penghematan tahunan dari pengurangan scrap dan peningkatan produktivitas: $320.000
Pelajaran: Teknik yang tepat melipatgandakan nilai investasi master alloy.
Pemecahan Masalah Umum Pemurnian Butir
| Masalah | Kemungkinan Penyebab | Solusi |
|---|---|---|
| Butir kasar (>500 μm) | Penambahan tidak mencukupi, tanpa pengadukan, fade berlebihan, keracunan | Tingkatkan laju penambahan, pastikan pengadukan 5-10 menit, cor dalam 15 menit, periksa Zr/Cr |
| Ukuran butir tidak konsisten (distribusi bimodal) | Pencampuran buruk, aglomerasi partikel, pengadukan lokal tidak merata | Perbaiki pola pengadukan, tambahkan master alloy di beberapa lokasi, gunakan pengadukan elektromagnetik |
| Tidak ada pemurnian meskipun ada penambahan | Paduan beracun (Zr, Cr), sedimentasi partikel TiB₂, suhu terlalu rendah | Periksa kimia paduan, aduk ulang sebelum pengecoran, verifikasi suhu lelehan >710°C |
| Fade terjadi terlalu cepat (<15 menit) | Distribusi partikel buruk, kandungan silikon tinggi, kadar boron rendah | Beralih ke AlTi3B3, gunakan penambahan in-line, aduk ulang sebelum setiap tuang |
Master alloy Al-Ti-B adalah alat yang paling kuat dan hemat biaya untuk pemurnian butir dalam produksi ingot aluminium, tetapi efektivitasnya sepenuhnya bergantung pada praktik yang tepat. Dengan memilih grade yang tepat (AlTi5B1 untuk sebagian besar paduan, AlTi3B3 untuk aplikasi silikon tinggi atau menantang), menambahkan pada suhu yang benar (710–740°C), mengaduk secara menyeluruh (5–10 menit), mengelola fade (cor dalam 15 menit atau aduk ulang), dan memverifikasi hasil melalui pengujian makroetsa, pabrik peleburan dapat mencapai struktur butir equiaxed halus yang memberikan sifat mekanik unggul, mengurangi hot tearing, dan kualitas yang konsisten dari lelehan ke lelehan. Bright Alloys memasok Master alloy AlTi5B1, AlTi3B3, dan AlTi5B0.6 dalam bentuk batang, waffle, dan gulungan, didukung oleh dukungan metalurgi untuk mengoptimalkan praktik pemurnian butir Anda.