
Produksi ingot aluminium adalah bisnis volume tinggi dengan margin sensitif di mana setiap persentase poin hasil sangat berarti. Namun, banyak pabrik peleburan kehilangan 5–15% logam mereka karena dross, menolak 2–5% ingot karena porositas hidrogen atau cacat permukaan, dan berjuang dengan konsistensi komposisi antar peleburan. Kerugian ini tidak bisa dihindari — kerugian ini dapat diatasi melalui praktik peleburan yang disiplin, fluxing dan degassing yang tepat, serta kontrol paduan yang presisi.
Artikel ini memberikan strategi praktis dan terbukti untuk memaksimalkan hasil dan kualitas dalam pengecoran ingot aluminium, dengan fokus pada tiga tuas kritis: reduksi dross, eliminasi porositas hidrogen, dan konsistensi komposisi kimia.
Tiga Pilar Kualitas Ingot Aluminium
Produksi ingot aluminium yang sukses bertumpu pada tiga pilar kualitas yang saling terkait:
- Pembentukan dross minimal — menjaga logam yang seharusnya menjadi limbah
- Bebas dari porositas — menghilangkan rongga akibat hidrogen yang menyebabkan masalah peleburan ulang dan penolakan pelanggan
- Kimia yang konsisten — memenuhi batas spesifikasi peleburan demi peleburan dengan variasi minimal
Setiap pilar memerlukan praktik spesifik, tetapi bersama-sama mereka membentuk sistem kualitas terintegrasi.
Pilar #1: Mengurangi Pembentukan Dross
Dross — lapisan kaya oksida yang terbentuk pada aluminium cair — merupakan sumber kehilangan logam tunggal terbesar di pabrik peleburan aluminium. Tergantung pada paduan, jenis tungku, dan praktik, pembentukan dross berkisar dari 1% hingga lebih dari 10% dari berat lelehan. Dross terdiri dari aluminium oksida (Al₂O₃) dan aluminium logam yang terperangkap. Kuncinya adalah meminimalkan bagian logam yang dipulihkan dari dross dan mencegah pembentukannya sama sekali.
Mekanisme Pembentukan Dross
- Oksidasi permukaan: Aluminium cair bereaksi dengan atmosfer tungku membentuk kulit Al₂O₃
- Turbulensi: Percikan dan agitasi selama pengisian, pengadukan, dan penuangan menjebak udara dan meningkatkan oksidasi
- Suhu: Suhu yang lebih tinggi mempercepat oksidasi secara eksponensial — setiap 50°C di atas minimum meningkatkan dross sebesar 30–50%
- Kotoran: Magnesium dan elemen reaktif lainnya meningkatkan kecenderungan pembentukan dross
Strategi Reduksi Dross yang Terbukti
- Gunakan flux penutup (flux garam): Lapisan flux garam (campuran NaCl-KCl dengan tambahan fluorida) pada permukaan lelehan memisahkan aluminium dari udara, mengurangi oksidasi. Terapkan 3–8 kg per ton lelehan.
- Minimalkan suhu tungku: Operasikan pada suhu terendah yang praktis untuk paduan tersebut. Untuk sebagian besar paduan pengecoran, tahan pada 700–730°C daripada 750–780°C.
- Hindari pengadukan yang tidak perlu: Setiap siklus pengadukan memecah kulit oksida pelindung dan menghasilkan permukaan baru untuk oksidasi. Aduk hanya jika diperlukan untuk penyesuaian komposisi atau keseragaman suhu.
- Gunakan selimut gas inert: Untuk paduan bernilai tinggi, selimuti tungku dengan nitrogen atau argon untuk menggantikan oksigen. Ini dapat mengurangi dross sebesar 40–60%.
- Pemrosesan dross: Gunakan press dross atau tungku garam putar untuk memulihkan 60–80% aluminium logam dari dross yang dihasilkan.

Pilar #2: Mengontrol Porositas Hidrogen
Porositas hidrogen adalah cacat internal paling umum dalam pengecoran aluminium. Hidrogen larut dengan mudah dalam aluminium cair (kelarutan ~0,65 cm³/100g pada 700°C) tetapi hampir tidak larut dalam aluminium padat (kelarutan ~0,036 cm³/100g pada 660°C). Saat aluminium memadat, kelebihan hidrogen membentuk gelembung gas yang terperangkap sebagai porositas. Rongga ini mengurangi sifat mekanik, menciptakan kebocoran pada pengecoran kedap tekanan, dan menyebabkan blistering permukaan selama perlakuan panas.
Sumber Hidrogen
- Uap air: Sumber utama — dari udara lembab, skrap basah, kelembaban dalam flux, atau refraktori lembab
- Kontaminasi hidrokarbon: Minyak, gemuk, atau residu organik pada muatan skrap
- Oksida terhidrasi: Aluminium hidroksida pada permukaan skrap melepaskan uap air saat dipanaskan
Metode Degassing yang Efektif
| Metode | Reduksi Hidrogen Khas | Terbaik Untuk | Keterbatasan |
|---|---|---|---|
| Degassing dengan lancip (N₂ atau Ar) melalui lancip grafit | Reduksi 40–60% | Tungku kecil, operasi batch | Tidak konsisten, tergantung operator |
| Degassing impeler putar | Reduksi 70–90% | Tungku sedang hingga besar, pengecoran kontinu | Biaya peralatan lebih tinggi, hasil sangat baik |
| Degassing in-line (putar atau sumbat berpori) | Reduksi 75–90% | Pengecoran kontinu volume tinggi | Padat modal, memerlukan sistem saluran |
Praktik terbaik degassing putar: Gunakan argon (lebih disukai) atau nitrogen pada 10–20 L/menit selama 10–20 menit tergantung ukuran lelehan. Pertahankan kecepatan impeler 300–500 RPM. Setelah degassing, biarkan 5–10 menit agar gelembung naik dan hidrogen keluar sebelum pengecoran.
Pengukuran Hidrogen Online
Anda tidak dapat mengendalikan apa yang tidak dapat Anda ukur. Investasikan pada penganalisis hidrogen online (mis., ALSCAN, ALSPEK, atau uji tekanan rendah) untuk memverifikasi kadar hidrogen sebelum pengecoran. Target kadar:
- Premium aerospace/otomotif: <0,10 mL/100g Al
- Pengecoran teknik umum: <0,15 mL/100g Al
- Ingot untuk peleburan ulang: <0,20 mL/100g Al
Pilar #3: Komposisi Kimia yang Konsisten
Memenuhi batas spesifikasi untuk elemen paduan (Si, Fe, Cu, Mn, Mg, Zn, Ti, dll.) dengan variasi minimal sangat penting untuk penerimaan pelanggan dan pemrosesan hilir. Konsistensi memerlukan penambahan paduan induk yang presisi dan perlakuan lelehan yang efektif.
Praktik Terbaik Penambahan Paduan Induk
Paduan induk (mis., AlSi, AlCu, AlMn, AlTiB, AlSr) memberikan penambahan elemen paduan yang efisien dan akurat dibandingkan dengan logam murni. Praktik terbaik meliputi:
- Panaskan awal paduan induk hingga 200–300°C sebelum penambahan untuk menghindari kejutan termal dan kelembaban
- Tambahkan pada suhu yang tepat: 720–750°C untuk sebagian besar paduan induk; suhu yang lebih tinggi meningkatkan oksidasi, suhu yang lebih rendah memperlambat pelarutan
- Aduk secara menyeluruh setelah penambahan — pengadukan mekanis atau elektromagnetik selama 5–10 menit memastikan homogenitas
- Ambil sampel dan verifikasi sebelum pengecoran; ambil sampel dari setidaknya tiga lokasi tungku
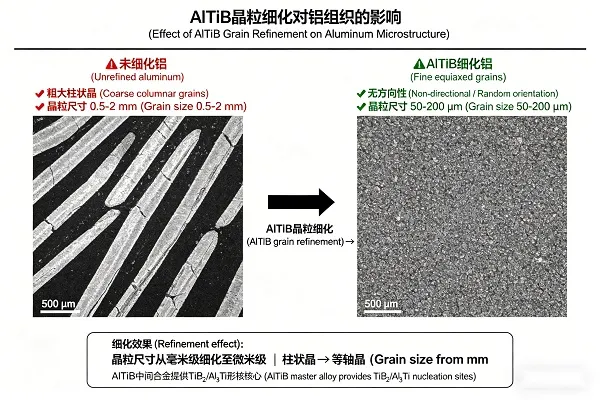
Penghalusan Butir dengan AlTiB
Paduan induk AlTiB (aluminium-titanium-boron) adalah standar industri untuk penghalusan butir dalam paduan aluminium. Butir equiaxed yang halus meningkatkan pengumpanan, mengurangi retak panas, dan meningkatkan sifat mekanis. Tingkat penambahan tipikal:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/ton untuk aplikasi umum
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 kg/ton untuk sensitivitas boron yang lebih tinggi
- Tambahkan selama pengecoran (in-line) atau 5–10 menit sebelum pengecoran (tungku)
- Hindari perlakuan berlebihan — Ti atau B yang berlebihan dapat membentuk intermetalik kasar
Modifikasi Silikon Eutektik (Paduan Al-Si)
Untuk paduan cor Al-Si (mis., A356, A380), modifikasi strontium (AlSr10) atau natrium mengubah serpihan silikon kasar dan rapuh menjadi silikon eutektik berserat halus, secara dramatis meningkatkan keuletan. Praktik terbaik:
- Penambahan AlSr10: 0,2–0,5 kg/ton (target 100–300 ppm Sr)
- Tambahkan setelah degassing (strontium dapat bereaksi dengan gas degassing)
- Fading terjadi selama 30–60 menit — cor segera setelah modifikasi
Alur Kerja Praktik Lelehan Terintegrasi
Untuk kualitas ingot aluminium yang konsisten, ikuti urutan yang telah terbukti ini:
- Persiapan muatan: Skrap kering dan bersih serta aluminium primer. Hapus minyak, cat, dan kontaminasi organik.
- Peleburan: Minimalkan panas berlebih — lelehkan hingga 720–740°C, hindari melebihi 760°C.
- Penambahan fluks penutup: Tambahkan fluks penutup garam (3–5 kg/ton) segera setelah peleburan untuk mencegah oksidasi.
- Paduan: Tambahkan paduan induk (AlSi, AlCu, AlMn, dll.) pada 730–750°C dengan pengadukan menyeluruh.
- Pengambilan sampel dan analisis: Verifikasi komposisi; sesuaikan jika perlu.
- Degassing: Degassing putar dengan argon selama 10–20 menit. Ukur hidrogen setelahnya.
- Penghalusan butir: Tambahkan AlTiB (1–2 kg/ton) dalam waktu 10 menit dari pengecoran.
- Modifikasi (jika paduan Al-Si): Tambahkan AlSr10 (0,2–0,5 kg/ton) setelah degassing, cor dalam waktu 30 menit.
- Skimming akhir: Hilangkan dross segera sebelum pengecoran.
- Pengecoran: Pertahankan suhu dan laju penuangan yang konsisten.
Cacat Umum dan Tindakan Perbaikan
| Cacat | Indikasi Visual/Sensorik | Penyebab Akar | Tindakan Perbaikan |
|---|---|---|---|
| Dross oksida (berlebihan) | Lapisan dross tebal dan kering; pemulihan rendah | Suhu tinggi, paparan udara, tanpa fluks penutup | Kurangi suhu, tambahkan fluks penutup, gunakan selimut gas inert |
| Porositas hidrogen | Lubang jarum pada permukaan patahan atau radiograf | Skrap basah, atmosfer lembab, degassing tidak mencukupi | Panaskan awal skrap, keringkan fluks, degassing putar dengan argon, pengukuran H₂ online |
| Struktur butir kasar | Butir kolumnar besar pada permukaan teretsa | Tidak ada penghalusan butir, laju pendinginan rendah | Tambahkan paduan induk AlTiB (1–2 kg/ton) |
| Lepuh permukaan | Lepuh setelah perlakuan panas | Hidrogen terlarut mengembang selama perlakuan larutan | Kurangi hidrogen sebelum pengecoran, verifikasi dengan uji tekanan rendah |
| Komposisi di luar spesifikasi | Kimia di luar batas pelanggan | Pencampuran buruk, penambahan paduan induk salah, segregasi | Pengadukan ditingkatkan, paduan induk dipanaskan awal, verifikasi dengan spektrometer |
Studi Kasus: Mengubah Hasil dari 88% menjadi 95%
Sebuah smelter aluminium sekunder yang memproduksi 40.000 ton/tahun ingot paduan A356 beroperasi pada hasil lebur 88% — 12% hilang karena dross dan faktor lainnya. Setelah menerapkan program perbaikan komprehensif yang meliputi:
- Aplikasi fluks penutup garam ditingkatkan dari 2 menjadi 6 kg/ton
- Suhu tungku dikurangi dari 760°C menjadi 720°C suhu penahanan
- Degassing putar menggantikan degassing lancip
- Penghalusan butir AlTiB distandarisasi
- Pengepresan dross diterapkan untuk memulihkan logam dari dross
Hasil setelah enam bulan:
- Hasil lebur meningkat dari 88% menjadi 94,5% (peningkatan 6,5%)
- Logam yang dapat dijual tambahan tahunan: 2.600 ton
- Penolakan pelanggan karena porositas turun dari 4,2% menjadi 0,7%
- Penghematan tahunan: $4,5 juta pada harga aluminium yang berlaku
- Periode pengembalian modal untuk degasser dan pengepres dross: 8 bulan
Memaksimalkan hasil dan kualitas dalam produksi ingot aluminium memerlukan perhatian sistematis pada pengurangan dross, kontrol hidrogen, dan konsistensi komposisi. Dengan menerapkan praktik terbaik yang diuraikan di sini — fluks penutup, suhu yang dikurangi, degassing yang efektif, presisi paduan induk, dan penghalusan butir — bengkel lebur aluminium dapat mengurangi kehilangan logam, menghilangkan cacat porositas, dan mengirimkan ingot yang memenuhi spesifikasi paling ketat. Bright Alloys memasok paduan induk aluminium (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), penghalus butir, dan fluks degassing untuk mendukung setiap aspek produksi ingot aluminium berkualitas tinggi.