Silikon adalah unsur paduan terpenting dalam paduan pengecoran aluminium. Lebih dari 85% dari semua pengecoran aluminium diproduksi dari paduan Al-Si — mulai dari roda otomotif A356 hingga blok mesin A380. Dominasi ini bukanlah suatu kebetulan: silikon secara dramatis meningkatkan kinerja pengecoran sekaligus menawarkan kombinasi kekuatan, keuletan, dan ketahanan korosi yang luar biasa.
Artikel ini menjelaskan bagaimana kandungan silikon memengaruhi perilaku ingot Paduan aluminium selama pengecoran dan sifat fisik komponen jadi yang dihasilkan. Baik Anda menentukan ingot untuk pengecoran pasir, cetakan permanen, atau pengecoran die bertekanan tinggi, memahami peran silikon sangat penting untuk pengendalian kualitas dan biaya.
Mengapa Silikon? Alasan Metalurgi
Silikon ditambahkan ke paduan pengecoran aluminium karena beberapa alasan mendasar:
- Kemampuan casting yang sangat baik: Silikon secara dramatis meningkatkan fluiditas, memungkinkan logam cair untuk mengisi bagian tipis dan geometri cetakan yang kompleks.
- Penyusutan rendah: Paduan Al-Si memiliki rentang pembekuan yang sempit (terutama di dekat komposisi eutektik), sehingga mengurangi retakan panas dan porositas penyusutan.
- Ringan: Silikon (densitas 2,33 g/cm³) lebih ringan daripada aluminium (2,70 g/cm³), sehingga kandungan silikon yang lebih tinggi mengurangi berat pengecoran.
- Sifat mekanik yang baik: Partikel silikon memperkuat Paduan sekaligus mempertahankan keuletan (terutama jika dimodifikasi).
- Ketahanan korosi yang sangat baik: Silikon meningkatkan perilaku pasivasi.
- Ekspansi termal rendah: Paduan silikon tinggi memiliki koefisien ekspansi termal yang rendah, ideal untuk komponen presisi.
Sumber: Logam Silikon Murni Tinggi untuk Paduan
Kualitas paduan cor aluminium-silikon dimulai dari logam silikon yang digunakan sebagai bahan tambahan paduan. Untuk cor aluminium premium, logam silikon dengan kemurnian tinggi Penting untuk menghindari masuknya pengotor yang tidak diinginkan yang dapat menurunkan sifat mekanik dan kemampuan pengecoran. Bright Alloys menyediakan rangkaian lengkap jenis logam silikon yang cocok untuk produksi Paduan aluminium:
- Logam Silikon Kelas 97 (Minimum 97% Si) — Pilihan ekonomis untuk paduan pengecoran aluminium serbaguna di mana kemurnian maksimum tidak diperlukan.
- Logam Silikon Kelas 331 (99,3% Si) — Tingkat standar untuk sebagian besar paduan pengecoran aluminium-silikon, menyeimbangkan kemurnian dan biaya.
- Logam Silikon Kelas 441 (99,1% Si, rendah Fe, Al, Ca) — Lebih disukai untuk pengecoran premium yang membutuhkan komposisi kimia yang konsisten dan kandungan besi yang rendah.
- Logam Silikon Kelas 553 (98,5% Si) — Banyak digunakan untuk paduan Pengecoran standar, menawarkan nilai yang baik untuk produksi massal.
- Logam Silikon Kelas 1101 (99,7% Si, kemurnian sangat rendah) — Untuk pengecoran dirgantara dan berkinerja tinggi yang membutuhkan kemurnian dan konsistensi maksimum.
Pemilihan jenis logam silikon secara langsung memengaruhi tingkat pengotor Paduan akhir — khususnya besi, kalsium, dan aluminium — yang pada gilirannya memengaruhi fluiditas pengecoran, respons anodisasi, dan sifat mekanik.
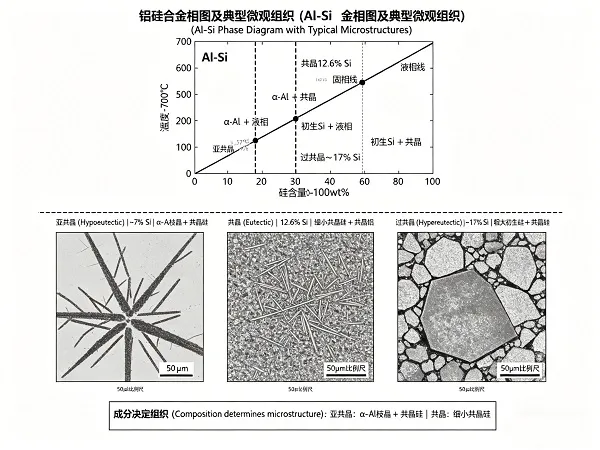
Diagram Fase Al-Si: Hipoeutektik, Eutektik, dan Hipereutektik
Diagram fase aluminium-silikon merupakan dasar untuk memahami paduan ini. Fitur utamanya adalah... Titik eutektik pada 12,6% silikon dan 577°C.
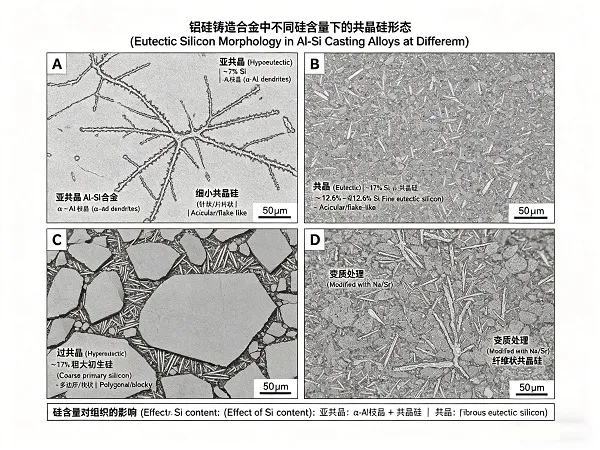
Paduan Hipoeutektik (< 12,6% Si)
Contoh: A356 (7% Si), A357 (7% Si), A319 (6% Si), A356.2 (7% Si)
Mikrostruktur: Dendrit aluminium primer + eutektik Al-Si di daerah interdendritik
Karakteristik: Memiliki keuletan yang baik, kombinasi kekuatan dan perpanjangan yang sangat baik, banyak digunakan untuk pengecoran struktural yang membutuhkan kekedapan tekanan dan sifat kelelahan yang baik. Modifikasi dengan stronsium atau natrium merupakan praktik standar untuk mengubah serpihan silikon berbentuk jarum menjadi morfologi berserat, sehingga meningkatkan keuletan hingga 2-3 kali lipat.
Paduan Eutektik (12,6% Si)
Contoh: A413 (12% Si), LM6 (12% Si)
Mikrostruktur: Eutektik penuh — campuran halus aluminium dan silikon.
Karakteristik: Fluiditas maksimum, penyusutan minimal, kekedapan tekanan yang sangat baik, ketahanan korosi yang baik. Kemampuan pengecoran terbaik dari semua paduan Al-Si. Kekuatan dan keuletan sedang (meningkat dengan modifikasi). Ideal untuk pengecoran berdinding tipis yang kompleks, komponen hidrolik, dan pengecoran cetakan yang rumit.
Paduan Hipereutektik (> 12,6% Si)
Contoh: A390 (17% Si), A390.1 (17-18% Si), A391 (19% Si)
Mikrostruktur: Kristal silikon primer + eutektik Al-Si
Karakteristik: Ekspansi termal sangat rendah (17-19 ppm/°C), ketahanan aus yang sangat baik, kekerasan tinggi, kekuatan suhu tinggi yang baik. Partikel silikon primer bertindak sebagai fase keras tahan aus. Membutuhkan pemrosesan khusus (inokulasi fosfor) untuk memurnikan silikon primer. Sulit untuk dikerjakan dengan mesin (membutuhkan perkakas berlian). Digunakan untuk blok mesin, piston, liner silinder, dan komponen tahan aus.
Pengaruh pada Kinerja Pengecoran
Fluiditas (Aliran Logam Cair)
Fluiditas meningkat seiring dengan peningkatan kandungan silikon hingga titik eutektik, kemudian menurun. Pada 0% Si, aluminium memiliki fluiditas yang buruk. Pada 7% Si (A356), fluiditas meningkat sekitar 50% dibandingkan dengan aluminium murni. Pada 12% Si (A413), fluiditas mencapai maksimum — sekitar 100% lebih baik daripada aluminium murni. Inilah mengapa pengecoran die berdinding tipis (penampang 1-2 mm) biasanya menggunakan paduan mendekati eutektik.
Kerentanan Terhadap Keretakan Panas (Retak)
Keretakan panas terjadi ketika logam yang membeku tidak dapat mengakomodasi tegangan kontraksi. Rentang pembekuan yang sempit pada paduan eutektik (hanya ~5°C) meminimalkan keretakan panas. Paduan hipoeutektik dengan 5-9% Si memiliki kerentanan keretakan panas tingkat menengah. Paduan di bawah 3% Si (misalnya, seri 2xxx) sangat rentan dan jarang dicetak dengan cetakan pasir atau cetakan permanen.
Penyusutan dan Pemberian Makan
Penyusutan total akibat pembekuan menurun seiring dengan peningkatan kandungan silikon: Aluminium murni: penyusutan volumetrik ~6,6%. A356 (7% Si): penyusutan ~4,5%. A413 (12% Si): penyusutan ~3,8%. A390 (17% Si): penyusutan ~3,0%. Penyusutan yang lebih rendah berarti riser yang lebih kecil, hasil yang lebih tinggi, dan porositas yang lebih rendah.
Pengaruh pada Sifat Fisik dan Mekanik
| Milik | Si rendah (<5%) | Si sedang (5-9%) | Si tinggi (12-18%) | Implikasi Praktis |
|---|---|---|---|---|
| Kekuatan tarik (hasil pengecoran) | Rendah (~120-150 MPa) | Baik (~180-240 MPa) | Sedang (~150-200 MPa) | Baja hipoeutektik menawarkan kekuatan terbaik setelah perlakuan panas (A356-T6: 310 MPa UTS) |
| Perpanjangan (keuletan) | Tinggi (~10-15%) | Baik (~5-12%) | Rendah (~1-3%) | Kandungan Si yang lebih tinggi mengurangi daktilitas; modifikasi mengembalikan sebagian daktilitas pada paduan hipoeutektik. |
| Kekerasan (Brinell) | Rendah (~30-40 HB) | Sedang (~60-90 HB) | Tinggi (~100-150 HB) | Paduan hipereutektik sangat baik untuk aplikasi tahan aus. |
| Kepadatan (g/cm³) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | Penghematan berat 1-3% dari paduan eutektik (menggunakan kemurnian lebih tinggi) Kelas 441 atau logam silikon 553 (membantu menjaga tingkat pengotor tetap rendah sambil mencapai manfaat kepadatan ini) |
| Koefisien Ekspansi Termal (10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | Kandungan Si yang tinggi mengurangi ekspansi termal — hal yang sangat penting untuk piston dan komponen presisi. |
| Konduktivitas termal (W/m·K) | ~200 | ~150-170 | ~120-140 | Konduktivitas lebih rendah dengan kandungan Si lebih tinggi — dapat diterima untuk sebagian besar pengecoran, tetapi perlu dipertimbangkan untuk penukar panas. |
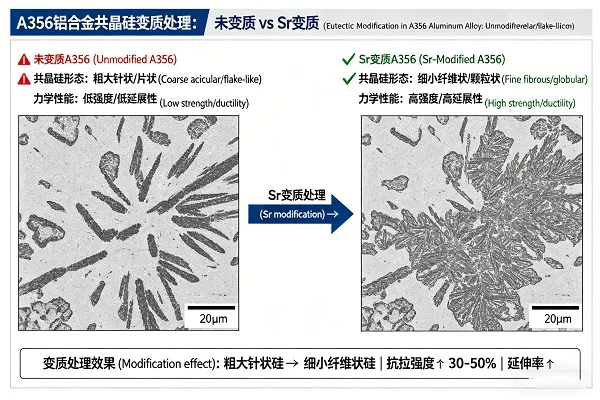
Morfologi Silikon: Hasil Pengecoran vs. Hasil Modifikasi
Bentuk partikel silikon sangat memengaruhi sifat mekanik. Pada paduan hipoeutektik yang tidak dimodifikasi, silikon membentuk lempengan kasar berbentuk jarum yang bertindak sebagai pemicu tegangan, membatasi daktilitas hingga perpanjangan 2-4%.
Modifikasi (Penambahan 0,005-0,03% Sr atau Na) mengubah silikon berbentuk jarum menjadi morfologi serat halus. Hasil: Perpanjangan meningkat dari 3% menjadi 10-12% (A356). Kekuatan tarik meningkat 15-25%. Umur lelah meningkat 2-5 kali lipat. Ketahanan retak berlipat ganda. Karena alasan ini, hampir semua paduan pengecoran Al-Si hipoeutektik dimodifikasi di pengecoran modern. Efektivitas modifikasi sebagian bergantung pada kemurnian sumber silikon — silikon dengan kemurnian tinggi Logam silikon kelas 1101 (99,7% Si) meminimalkan pengotor pengganggu yang dapat meracuni reaksi modifikasi.
Paduan Pengecoran Aluminium-Silikon Umum
| Paduan | Si (%) | Jenis | Aplikasi Umum | Properti Utama |
|---|---|---|---|---|
| A356 / A356.2 | 6,5-7,5% | Hipoeutektik | Roda otomotif, komponen suspensi, pengecoran struktural, perlengkapan kedirgantaraan | Rasio kekuatan terhadap berat yang sangat baik setelah perlakuan panas T6 (310 MPa UTS, perpanjangan 10%). Paduan pengecoran serbaguna terbaik. Membutuhkan modifikasi Sr. Hasil terbaik dengan Kelas 441 atau logam silikon 331. |
| A357 | 6,5-7,5% | Hipoeutektik | Pengecoran untuk industri kedirgantaraan, otomotif performa tinggi, komponen militer. | A356 dengan kandungan Mg lebih tinggi (0,5-0,7%) untuk kekuatan lebih tinggi setelah perlakuan panas (345 MPa UTS). Paduan premium. Membutuhkan kemurnian tinggi. Logam silikon kelas 1101 untuk sertifikasi kedirgantaraan. |
| A319 | 5,5-6,5% | Hipoeutektik | Kepala silinder mesin, manifold intake, casing transmisi, pompa | Kekuatan pada suhu tinggi yang baik, kekedapan tekanan yang sangat baik, kemampuan pengerjaan mesin yang baik. Mengandung Cu (3-4%) untuk kekuatan. |
| A380 | 7,5-9,5% | Hipoeutektik (mendekati eutektik) | Pengecoran logam — casing elektronik, bodi perkakas listrik, braket otomotif, komponen peralatan rumah tangga | Paduan die casting terbaik: fluiditas sangat baik, kekuatan baik, ketahanan korosi yang baik. 80% dari die casting aluminium adalah A380. |
| A413 | 11-13% | Eutektik / mendekati eutektik | Pengecoran cetakan berdinding tipis, komponen hidrolik, bentuk rumit, pengecoran kedap tekanan. | Fluiditas maksimum, kekedapan tekanan yang sangat baik, penyusutan minimal. Kekuatan lebih rendah daripada A356 tetapi kemampuan pengecoran lebih unggul. |
| A390 | 16-18% | Hipereutektik | Blok mesin (beberapa), piston, liner silinder, komponen kompresor, ring aus | Ketahanan aus sangat tinggi, ekspansi termal rendah, kekerasan tinggi. Membutuhkan penanganan khusus (inokulasi P, perkakas berlian). Kemurnian tinggi. Kelas 97 atau logam silikon 553 biasanya digunakan untuk paduan silikon tinggi ini. |
Pengaruh Silikon pada Pemrosesan Sekunder
Kemampuan Perlakuan Panas
Paduan hipoeutektik (A356, A357) memberikan respons yang sangat baik terhadap perlakuan panas T5, T6, dan T7. Perlakuan larutan melarutkan endapan Mg₂Si, diikuti dengan penuaan untuk membentuk endapan penguat halus. Paduan eutektik (A413) menunjukkan respons minimal terhadap perlakuan panas (tidak ada Mg). Paduan hipereutektik biasanya digunakan dalam kondisi cor (T1) atau dengan penuaan terbatas.
Kemampuan pemesinan
Kandungan Si rendah (<5%): Lengket, pembentukan serpihan buruk, penumpukan material pada tepi. Kandungan Si sedang (5-9%): Kemampuan pemesinan yang baik dengan perkakas yang tepat. Kandungan Si tinggi (12-18%): Abrasif, membutuhkan perkakas karbida atau intan, tetapi menghasilkan permukaan akhir yang sangat baik. Paduan hipereutektik (A390) termasuk di antara paduan aluminium yang paling abrasif tetapi dapat dipoles hingga permukaan seperti cermin. Kandungan besi dalam logam silikon (lebih rendah pada Kelas 441 Dan 331) secara signifikan mempengaruhi umur pakai alat selama operasi pemesinan.
Kemampuan pengelasan
Menurun seiring dengan peningkatan kandungan silikon. A356/A357 memiliki kemampuan pengelasan yang baik (GTAW, GMAW). A380/A413 memiliki kemampuan pengelasan yang buruk karena kandungan silikon dan tembaga yang tinggi — tidak direkomendasikan untuk pengelasan struktural.
Panduan Praktis Pemilihan Paduan Logam
Gunakan kerangka pengambilan keputusan ini untuk memilih Paduan pengecoran Al-Si yang optimal untuk aplikasi Anda:
- Apakah Anda membutuhkan keuletan dan kekuatan maksimal setelah perlakuan panas? → A356 atau A357 (6,5-7,5% Si) dengan perlakuan panas T6. Sebutkan Kelas 441 atau logam silikon 331 untuk hasil yang optimal.
- Membutuhkan pengecoran die casting berdinding tipis yang kompleks dengan sifat hasil pengecoran yang baik? → A380 (8-9% Si) untuk pengecoran die umum; A413 (11-13% Si) untuk dinding yang sangat tipis. Logam silikon kelas 553 adalah pilihan standar.
- Butuh ketahanan aus dan ekspansi termal rendah? → A390 (16-18% Si) hipereutektik. Logam silikon kelas 97 menawarkan sumber silikon yang ekonomis untuk paduan silikon tinggi ini.
- Membutuhkan ketahanan terhadap suhu tinggi (aplikasi mesin)? → A319 (5,5-6,5% Si) dengan penambahan Cu
- Apakah komponen hidrolik memerlukan kekedapan tekanan? → A413 (eutektik) atau A356 (dengan pemberian nutrisi yang hati-hati)
- Butuh sertifikasi standar kedirgantaraan dengan kemurnian maksimal? → A357 dengan Logam silikon kelas 1101 (99,7% Si, pengotor sangat rendah)
Contoh Kasus: Pemilihan Paduan Velg Otomotif
Sebuah perusahaan manufaktur roda otomotif aluminium cor mengevaluasi tiga paduan kandidat: A380 (9% Si), A356 (7% Si), dan A413 (12% Si). Persyaratan: kekuatan tinggi untuk keselamatan, daktilitas yang baik untuk ketahanan benturan, hasil akhir permukaan yang sangat baik untuk daya tarik estetika, dan kemampuan untuk mencetak jari-jari tipis (penampang 5 mm). Hasil: A380 menawarkan kemampuan Pengecoran yang baik tetapi daktilitas terbatas (pemanjangan 3-5%) dan respons perlakuan panas yang buruk. A413 menawarkan kemampuan Pengecoran yang sangat baik tetapi kekuatan lebih rendah (200 MPa UTS). A356 dengan modifikasi Sr dan perlakuan panas T6 menghasilkan 310 MPa UTS, pemanjangan 10%, dan kemampuan Pengecoran yang dapat diterima dengan saluran Pengecoran yang tepat. Pabrik Pengecoran tersebut menetapkan Logam silikon kelas 441 Karena kandungan besinya yang rendah secara konsisten, yang meningkatkan daktilitas dan konsistensi anodisasi, A356 dipilih—menunjukkan bahwa kemampuan pengecoran terbaik tidak selalu menjadi penentu; persyaratan sifat material mendorong pemilihan, dan kualitas logam silikon secara langsung memungkinkan sifat-sifat tersebut.
Kandungan silikon adalah variabel terpenting dalam desain Paduan pengecoran aluminium. Dari A356 hipoeutektik untuk pengecoran struktural hingga A413 eutektik untuk pengecoran cetakan berdinding tipis hingga A390 hipereutektik untuk komponen tahan aus, silikon mengontrol fluiditas, ketahanan terhadap sobekan panas, penyusutan, sifat mekanik, dan perilaku pemrosesan sekunder. Dengan memahami diagram fase Al-Si dan pertimbangan yang terkait dengan berbagai tingkat silikon, pengecoran dan pembeli pengecoran dapat memilih Paduan optimal untuk setiap aplikasi — menyeimbangkan kemampuan pengecoran, biaya, dan kinerja komponen akhir. Fondasi setiap pengecoran aluminium-silikon berkualitas adalah logam silikon dengan kemurnian tinggi. Bright Alloys menyediakan rangkaian lengkap kelas logam silikon — Kelas 97, 331, 441, 553, Dan 1101 — dengan komposisi kimia bersertifikat untuk memenuhi persyaratan ketat dari pabrik pengecoran aluminium di seluruh dunia.