Cacat pengecoran merugikan pengecoran hingga jutaan dolar setiap tahunnya dalam bentuk scrap, pengerjaan ulang, dan retur pelanggan. Namun banyak cacat memiliki tampilan yang serupa — porositas dapat menyerupai penyusutan, dan inklusi dapat disalahartikan sebagai lubang gas. Pemecahan masalah yang efektif memerlukan pendekatan sistematis: identifikasi cacat secara visual, lacak hingga akar masalah, lalu terapkan tindakan korektif yang ditargetkan.
Panduan praktis ini berfokus pada tiga kelompok cacat yang paling umum — porositas, penyusutan, dan inklusi — memberikan karakteristik visual, analisis akar masalah, dan tindakan korektif yang terbukti untuk pengecoran besi dan baja.
Kelompok Cacat #1: Porositas (Terkait Gas)
Porositas mengacu pada rongga yang disebabkan oleh evolusi gas selama solidifikasi. Gas (hidrogen, nitrogen, karbon monoksida, uap air) menjadi kurang larut saat logam membeku dan membentuk gelembung yang terperangkap.
Identifikasi Visual
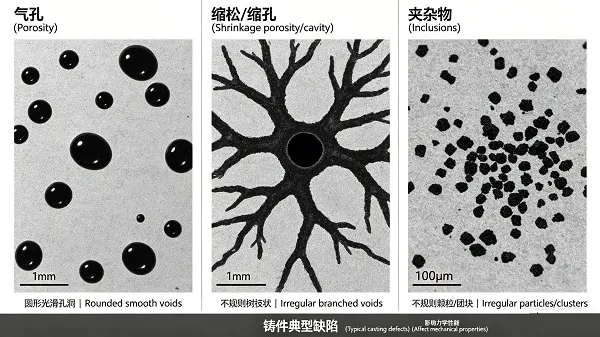
- Penampilan: Rongga berdinding halus, membulat atau bulat
- Permukaan: Permukaan interior sering mengkilap atau sedikit teroksidasi
- Distribusi: Biasanya tersebar di seluruh pengecoran atau terkonsentrasi di titik panas
- Ukuran: Dapat berkisar dari lubang jarum mikroskopis hingga rongga besar yang terlihat

Penyebab Akar Umum
| Jenis Gas | Sumber | Penampilan Khas | Tindakan Korektif Utama |
|---|---|---|---|
| Hidrogen (H₂) | Bahan muatan basah, kelembaban dalam refraktori, skrap terkontaminasi minyak, lingkungan lembab | Lubang jarum halus di seluruh penampang | Keringkan bahan muatan secara menyeluruh, panaskan awal tungku, kendalikan kelembaban |
| Nitrogen (N₂) | Kelebihan ferroalloy nitrida, entrainment udara, nitrogen tinggi dalam kokas | Lubang jarum kecil dan bulat, sering dalam kelompok | Kurangi paduan yang mengandung nitrogen, perbaiki penutupan lelehan, gunakan rekarburiser rendah-N |
| Karbon monoksida (CO) | Deoksidasi tidak sempurna (baja), kandungan oksigen tinggi, reaksi antara karbon dan oksigen | Lubang tiup di bawah permukaan, sering memanjang | Perbaiki praktik deoksidasi, tambahkan deoksidator kuat (Al, SiCa), kendalikan aktivitas oksigen |
Ringkasan Tindakan Korektif
- Untuk porositas hidrogen: Keringkan semua bahan muatan, panaskan awal ladel dan peralatan, hindari kontaminan organik, gunakan pembersihan gas dengan gas inert (Ar atau N₂) untuk baja.
- Untuk porositas nitrogen (besi cor kelabu/duktil): Kurangi rekarburiser yang mengandung nitrogen, beralih ke penaik karbon rendah-N, hindari ferroalloy tinggi-N.
- Untuk porositas CO (baja): Pastikan deoksidasi menyeluruh — penambahan aluminium atau SiMn yang memadai, verifikasi dengan sensor oksigen, pertimbangkan perlakuan kalsium.
- Porositas gas umum: Perbaiki penutupan lelehan untuk mencegah kontak udara, kendalikan suhu tuang (hindari superheat berlebihan), pastikan desain saluran masuk yang tepat untuk aliran logam yang lancar.
Kelompok Cacat #2: Penyusutan (Kontraksi Solidifikasi)
Cacat penyusutan terjadi ketika logam cair menyusut selama solidifikasi dan logam pengisi yang tersedia tidak mencukupi untuk mengompensasi. Tidak seperti porositas, rongga penyusutan memiliki permukaan tidak beraturan dan bergerigi dengan dendrit yang terbuka.
Identifikasi Visual
- Penampilan: Rongga tidak beraturan, bersudut, atau bercabang
- Permukaan: Penampilan kasar, dendritik, kristalin (tidak halus)
- Distribusi: Terkonsentrasi di daerah yang terakhir membeku — bagian tebal, di bawah riser, di pusat termal
- Jenis: Penyusutan terbuka (terlihat di permukaan pengecoran) dan penyusutan mikro (internal, terdeteksi dengan radiografi atau pemesinan)

Penyebab Akar Umum
- Riser yang tidak memadai: Riser terlalu kecil, penempatan tidak tepat, atau membeku sebelum proses pengumpanan selesai
- Pembekuan arah yang buruk: Titik panas terisolasi dari jalur umpan, tidak ada gradien termal menuju riser
- Inokulasi rendah (besi cor): Ekspansi grafit yang buruk mengurangi kapasitas pengumpanan mandiri
- Panas lanjut berlebihan: Suhu tuang yang lebih tinggi meningkatkan volume penyusutan total
- Komposisi paduan yang salah: Ekuivalen karbon terlalu rendah (besi kelabu), atau elemen pemicu karbida berlebihan
Ringkasan Tindakan Korektif
- Desain riser: Perbesar ukuran riser, tambahkan selongsong isolasi atau bahan eksotermik, reposisi riser untuk mengumpan bagian tebal.
- Modifikasi saluran tuang: Gunakan pendingin (chill) untuk mendorong pembekuan arah, tambahkan alat bantu umpan, desain ulang untuk menghilangkan titik panas terisolasi.
- Inokulasi (besi kelabu/duktil): Tingkatkan level inokulasi atau beralih ke inokulan berbasis barium (FeSiBa) untuk meningkatkan pengumpanan ekspansi grafit. Level Ba 2-4% sangat efektif untuk mengurangi penyusutan.
- Suhu tuang: Kurangi panas lanjut ke level minimum yang praktis untuk bagian coran.
- Penyesuaian komposisi: Untuk besi kelabu, tingkatkan ekuivalen karbon menjadi 3,9–4,1%; untuk besi duktil, pastikan level magnesium dan ekuivalen karbon yang tepat.
Keluarga Cacat #3: Inklusi (Pasir, Terak, Dross)
Inklusi adalah material asing yang terperangkap dalam coran — pasir dari erosi cetakan, terak dari penanganan lelehan, atau dross (oksida) dari reaksi permukaan.
Identifikasi Visual
- Inklusi pasir: Partikel granular berwarna terang (coklat, abu-abu, atau putih), sering mengelompok di dekat permukaan atau di sudut
- Inklusi terak: Massa seperti kaca, tidak beraturan, berwarna gelap atau terang, sering dengan tepi membulat, biasanya di dekat bagian atas coran
- Inklusi dross/oksida: Lapisan permukaan tipis, seperti film, berkerut (sering gelap atau metalik), atau film terlipat internal

Penyebab Akar Umum
| Jenis Inklusi | Sumber | Tindakan Korektif Utama |
|---|---|---|
| Inklusi pasir | Erosi cetakan/inti dari aliran logam turbulen, kekuatan cetakan rendah, pemadatan tidak tepat, suhu tuang tinggi | Kurangi turbulensi (desain saluran tuang), tingkatkan kekerasan cetakan, gunakan suhu tuang lebih rendah, aplikasikan pelapis cetakan |
| Inklusi terak | Penyendokan terak buruk, penutup terak tidak memadai di ladle, reoksidasi, carryover ladle, penjebakan terak tidak memadai di saluran tuang | Perbaiki praktik penyendokan, gunakan penutup ladel pereduksi terak, pasang perangkap terak di sistem saluran tuang, gunakan filter busa keramik |
| Inklusi dross/oksida | Paparan lelehan ke udara, deoksidasi tidak mencukupi (baja), inokulasi rendah (besi), pengisian turbulen memecah film permukaan | Perbaiki penutup lelehan, tambahkan deoksidator kuat (Al, CaSi untuk baja; FeSi untuk besi), gunakan inokulasi aliran, kurangi turbulensi tuang |
Ringkasan Tindakan Korektif
- Inklusi pasir: Optimalkan saluran tuang untuk pengisian non-turbulen (hindari jatuh bebas, gunakan runner meruncing), tingkatkan kekerasan cetakan, aplikasikan wash atau coating, kurangi suhu tuang jika memungkinkan.
- Inklusi terak: Gunakan filter busa keramik di sistem saluran tuang (10–30 ppi), desain perangkap terak (ekstensi runner, perangkap pusaran), perbaiki penyendokan ladle, gunakan koagulan terak.
- Dross (coran besi): Tingkatkan inokulasi (terutama dengan FeSiCa atau FeSiBa), perbaiki penutup lelehan, kurangi suhu tuang, gunakan inokulasi aliran untuk mencegah reoksidasi.
- Dross (coran baja): Pastikan deoksidasi lengkap (Al atau SiMn + perlakuan Ca), tuang di bawah penutup gas inert, gunakan senyawa eksotermik/hot topping.
Tabel Referensi Visual Cepat
Gunakan tabel referensi cepat ini untuk membedakan jenis cacat di lantai produksi:
| Karakteristik | Porositas Gas | Penyusutan | Inklusi (Pasir/Terak) |
|---|---|---|---|
| Bentuk rongga | Membulat, bulat, halus | Tidak beraturan, bersudut, bercabang | Variabel — massa granular atau seperti kaca |
| Permukaan rongga | Halus, mengkilap, teroksidasi | Kasar, dendritik, kristalin | Tidak berlaku (partikel padat) |
| Distribusi | Tersebar, seragam | Terkonsentrasi di titik panas | Dekat permukaan atau di area saluran tuang |
| Metalografi | Rongga membulat tanpa dendrit | Rongga bergerigi dengan dendrit terbuka | Partikel dengan komposisi berbeda |
| Perbaikan umum | Keringkan material, deoksidasi | Riser, pendingin, inokulasi | Filter, penyendokan, kualitas cetakan |
Alur Kerja Pemecahan Masalah Sistematis
Saat menghadapi cacat, ikuti urutan ini:
- Periksa cacat secara visual — Halus dan membulat? → Gas. Bergerigi dan dendritik? → Penyusutan. Partikel tertanam? → Inklusi.
- Lokasi cacat — Bagian atas coran? → Terak atau penyusutan. Bagian bawah atau tipis? → Porositas gas. Bagian tebal? → Penyusutan.
- Tinjau parameter proses — Suhu tuang, kimia lelehan, praktik inokulasi/deoksidasi, desain saluran tuang.
- Lakukan uji konfirmasi — Analisis termal (pendinginan berlebih), uji chill, radiografi, atau SEM/EDS untuk identifikasi inklusi.
- Terapkan tindakan korektif — Ubah satu variabel pada satu waktu, verifikasi hasil dengan uji coba coran.
Studi Kasus: Salah Diagnosis Porositas vs. Penyusutan
Sebuah pengecoran yang memproduksi badan katup mengalami 15% penolakan karena rongga internal yang terlihat setelah pemesinan. Diagnosis awal mengasumsikan porositas gas; operator meningkatkan deoksidasi dan mengeringkan material tanpa perbaikan. Pemeriksaan ulang radiografi menunjukkan rongga tidak beraturan dengan permukaan dendritik — penyusutan klasik, bukan gas. Tindakan korektif: menambahkan pendingin (chill) di bagian tebal dan meningkatkan ukuran riser sebesar 30%. Tingkat penolakan turun menjadi 3%. Pelajarannya: identifikasi yang benar adalah langkah pertama dan paling kritis dalam pemecahan masalah.
Pemecahan masalah cacat yang efektif mengubah pengelolaan scrap reaktif menjadi kontrol kualitas proaktif. Dengan mengidentifikasi secara sistematis apakah cacat itu porositas, penyusutan, atau inklusi — dan menelusurinya ke akar penyebab — pengecoran dapat menerapkan tindakan korektif yang ditargetkan yang mengurangi scrap, meningkatkan integritas coran, dan menurunkan biaya. Bright Alloys mendukung pengecoran dengan inokulan ferrosilikon berkualitas tinggi, paduan deoksidasi (Al, SiMn, CaSi), dan solusi filtrasi untuk membantu menghilangkan cacat coran umum ini.