Transformasi grafit serpihan besi abu-abu menjadi nodul bulat besi ulet membutuhkan satu elemen penting: magnesiumNamun, reaksi hebat magnesium dengan besi cair, kelarutan yang rendah, dan pemudaran yang cepat menjadikan perlakuan sebagai langkah paling penting—dan menantang—dalam produksi besi cor ulet. Memilih metode yang tepat dan mengoptimalkan parameter proses secara langsung menentukan nodularitas, sifat mekanik, dan kualitas pengecoran.
Artikel ini membandingkan tiga metode utama pengobatan magnesium — penutup tundish, sandwich, dan injeksi kawat inti — memberikan panduan praktis untuk mencapai nodularitas konsisten >90% dengan pemulihan optimal dan pemudaran minimal.
Tantangan Magnesium: Reaktivitas Tinggi, Kelarutan Rendah
Magnesium memiliki titik didih 1090°C — jauh di bawah suhu penyadapan besi pada umumnya (1400–1500°C). Ketika ditambahkan ke besi cair, magnesium menguap seketika, menciptakan turbulensi dan asap yang hebat. Kunci keberhasilan pengolahan adalah... mengendalikan reaksi kekerasan ini untuk mencapai kadar magnesium residual sebesar 0,030–0,045%, yang cukup untuk pembentukan sferoid tanpa karbida atau terak yang berlebihan.
Semua metode komersial menggunakan magnesium ferrosilikon (MgFeSi) paduan, yang biasanya mengandung 3–10% Mg, bersama dengan unsur tanah jarang (Ce, La) dan kalsium untuk memoderasi reaksi dan meningkatkan pembentukan nodul.
Metode 1: Metode Sandwich (Konvensional)
Metode sandwich tetap menjadi teknik perawatan yang paling banyak digunakan, terutama di pengecoran logam yang lebih kecil karena biaya modalnya yang rendah.
Deskripsi Proses
Paduan MgFeSi ditempatkan di dalam rongga atau lekukan di bagian bawah sendok peleburan yang dirancang khusus. Rongga tersebut ditutup dengan potongan baja atau pelat baja untuk menunda kontak dengan besi cair. Besi dituang langsung ke penutup, meleleh menembusnya dan memulai reaksi magnesium.
Parameter Khas
- Pemulihan Mg: 25–45% (sangat bervariasi)
- Penambahan MgFeSi: 1,0–1,5% dari berat leleh (tergantung pada target Mg)
- Biaya peralatan: Rendah (hanya sendok khusus)
- Keterampilan operator: Sedang hingga tinggi
- Pembentukan asap: Penting
- Nodularitas tipikal yang dicapai: 80–90%
Keuntungan
- Investasi modal rendah — tidak memerlukan peralatan khusus selain sendok pengaduk.
- Cocok untuk ukuran batch kecil hingga menengah (100–1000 kg)
- Fleksibel — dapat menangani berbagai macam komposisi kimia besi.
Keterbatasan
- Pemulihan yang tidak konsisten — variasi antar batch sebesar ±10% adalah hal yang umum terjadi.
- Asap dan nyala api yang tinggi — masalah keselamatan dan lingkungan.
- Penurunan suhu yang signifikan (30–50°C selama perawatan)
- Kurang baik untuk setrika rendah sulfur (membutuhkan penambahan yang lebih tinggi)
- Tidak cocok untuk produksi otomatis atau produksi volume tinggi.
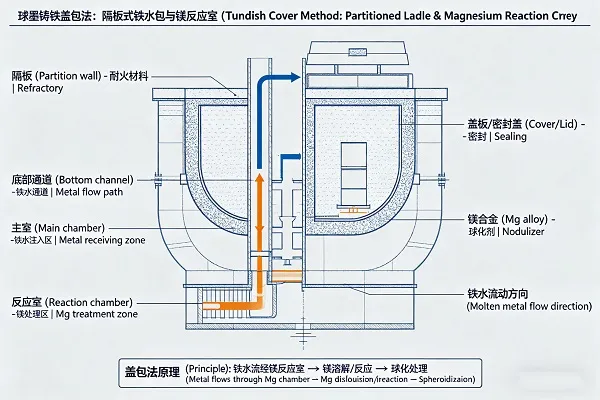
Metode 2: Metode Penutup Tundish
Metode tundish adalah versi yang lebih halus dari teknik sandwich, menggunakan sendok tuang yang terbagi menjadi ruang reaksi, sehingga menawarkan kontrol yang lebih baik dan perolehan yang lebih tinggi.
Deskripsi Proses
Sendok tundish memiliki dinding tengah yang membagi sendok menjadi dua kompartemen. MgFeSi ditempatkan di kompartemen yang lebih kecil, dan besi cair dituangkan ke dalam kompartemen yang lebih besar, mengalir melewati dinding ke dalam kompartemen MgFeSi. Ini menciptakan reaksi terkontrol dengan turbulensi yang lebih rendah daripada metode sandwich.
Parameter Khas
- Pemulihan Mg: 40–60% (lebih konsisten daripada sandwich)
- Penambahan MgFeSi: 0,8–1,2% dari berat leleh
- Biaya peralatan: Sedang (diperlukan sendok tundish khusus)
- Keterampilan operator: Sedang
- Pembentukan asap: Sedang
- Nodularitas tipikal yang dicapai: 85–95%
Keuntungan
- Pemulihan Mg yang lebih tinggi dan lebih konsisten dibandingkan metode sandwich.
- Mengurangi asap dan nyala api
- Kehilangan suhu lebih rendah (15–30°C)
- Lebih baik untuk setrika dasar rendah sulfur
- Banyak digunakan di pengecoran berukuran sedang (batch 500–2000 kg)
Keterbatasan
- Biaya modal yang lebih tinggi untuk sendok tundish
- Membutuhkan desain dan perawatan sendok tuang khusus.
- Tidak ideal untuk jumlah yang sangat kecil (< 200 kg)
- Masih memiliki variasi antar batch yang signifikan dibandingkan dengan kawat inti.
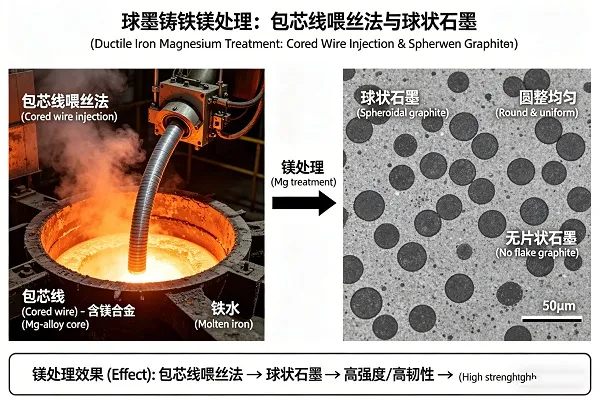
Metode 3: Injeksi Kawat Inti (Metode Modern)
Injeksi kawat inti merupakan metode yang paling canggih secara teknologi, menawarkan presisi, konsistensi, dan otomatisasi untuk produksi besi cor ulet dalam volume besar.
Deskripsi Proses
Serbuk MgFeSi diselubungi oleh selubung baja (kawat inti) dan dialirkan secara terus menerus ke dalam besi cair melalui sebuah tombak. Kawat tersebut meleleh di bawah permukaan, melepaskan magnesium langsung ke dalam cairan dengan asap minimal dan efisiensi maksimal.
Parameter Khas
- Pemulihan Mg: 50–75% (paling konsisten)
- Penambahan kawat MgFeSi: 0,5–0,9% setara dengan berat leleh
- Biaya peralatan: Tinggi (pengumpan kawat + tombak)
- Keterampilan operator: Rendah (otomatis)
- Pembentukan asap: Minimal
- Nodularitas tipikal yang dicapai: 90–98%
Keuntungan
- Pemulihan tertinggi dan paling konsisten — variasi < ±3%
- Kontrol Mg yang tepat — target sisa Mg dalam batas 0,005%
- Asap dan nyala api minimal — pengoperasian yang lebih aman dan bersih
- Kehilangan suhu terendah (5–15°C)
- Sepenuhnya dapat diotomatisasi — terintegrasi dengan sistem kontrol proses
- Cocok untuk ukuran batch apa pun — dari 100 kg hingga 50 ton
- Terbaik untuk setrika berbahan dasar rendah sulfur
Keterbatasan
- Investasi modal yang lebih tinggi untuk sistem pengumpan kawat dan tombak.
- Membutuhkan kualitas kawat yang konsisten dan kalibrasi sistem pengumpanan.
- Biaya konsumsi kawat yang berkelanjutan (diimbangi oleh tarif penambahan yang lebih rendah)
- Mungkin memerlukan pelatihan operator untuk kedalaman tombak dan laju umpan yang optimal.

Tabel Ringkasan Perbandingan
| Parameter | Metode Sandwich | Metode Tundish | Injeksi Kawat Inti |
|---|---|---|---|
| Pemulihan Mg (%) | 25–45% | 40–60% | 50–75% |
| Konsistensi Pemulihan | Buruk (±10%) | Sedang (±5%) | Sangat Baik (±3%) |
| Tingkat Penambahan MgFeSi | 1,0–1,5% | 0,8–1,2% | 0,5–0,9% |
| Penurunan Suhu (°C) | 30–50°C | 15–30°C | 5–15°C |
| Pembentukan Asap | Tinggi | Sedang | Minimal |
| Biaya Modal | Rendah | Sedang | Tinggi |
| Kesesuaian Ukuran Batch | 100–1000 kg | 500–2000 kg | Semua (100–50.000 kg) |
| Nodularitas Khas | 80–90% | 85–95% | 90–98% |
| Potensi Otomatisasi | Tidak ada | Terbatas | Penuh |
Memahami Fade: Perlombaan Melawan Waktu
Penurunan kadar magnesium — hilangnya magnesium residual secara bertahap akibat reaksi dengan sulfur, oksigen, dan terak — dimulai segera setelah pengolahan. Penurunan kadar mengikuti peluruhan eksponensial yang dapat diprediksi:
- 5 menit pertama: kehilangan 10–15% Mg
- 5–10 menit: penurunan tambahan 5–10%
- 10–15 menit: penurunan tambahan 3–5%
Implikasi kritis: Untuk mempertahankan nodularitas >90%, pengecoran harus diselesaikan dalam waktu tertentu. 10–12 menit pengobatan. Setelah 15 menit, nodularitas dapat turun di bawah 80% terlepas dari kadar Mg awal.
Strategi mitigasi penurunan intensitas cahaya:
- Gunakan besi dasar rendah sulfur (<0,02% S) untuk meminimalkan kehilangan Mg akibat pembentukan MgS.
- Jaga agar lapisan terak tetap tebal dan bersifat basa (CaO/SiO₂ > 2,0)
- Tambahkan pasca-inokulasi (FeSiCa atau FeSiBa) pada konsentrasi 0,1–0,3% setelah perlakuan Mg untuk mengembalikan situs nukleasi (magnesium merusak inti grafit).
- Minimalkan waktu tunggu antara perawatan dan penuangan.
- Injeksi kawat inti memungkinkan penambahan Mg di kemudian hari, sehingga mengurangi total waktu penahanan.
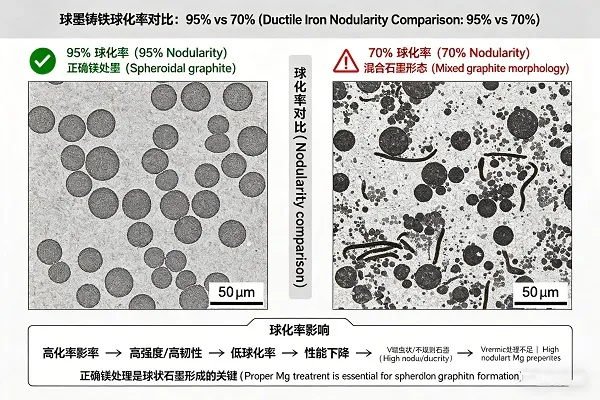
Target Magnesium Residual dan Nodularitas
Hubungan antara Mg residu dan nodularitas bergantung pada ketebalan penampang, kandungan sulfur dasar, dan kandungan unsur tanah jarang. Pedoman umum:
| Sisa Mg (%) | Nodularitas yang Diharapkan | Kesesuaian Aplikasi |
|---|---|---|
| 0,020–0,025% | 50–70% (campuran/vermikular) | CGI (besi grafit terkompaksi), tidak ulet. |
| 0,030–0,035% | 80–90% | Minimum untuk besi cor ulet, memadai untuk bagian yang tebal. |
| 0,035–0,045% | 90–95% | Rentang besi cor ulet standar — target untuk sebagian besar aplikasi. |
| 0,045–0,055% | 95–98% | Besi cor ulet premium, penampang tipis, persyaratan nodularitas tinggi. |
| >0,060% | 95–98% + karbida | Perawatan berlebihan — risiko kedinginan, penurunan kelenturan, peningkatan kerak. |
Rentang optimal: Kadar Mg residual 0,035–0,045% menyeimbangkan nodularitas (>90%) terhadap risiko dan biaya karbida.
Kebutuhan Zat Besi Dasar untuk Keberhasilan Pengobatan
Terlepas dari metode pengobatan, kualitas zat besi dasar menentukan keberhasilan:
- Sulfur: Kadar S harus <0,02% sebelum perlakuan Mg. Kadar S yang tinggi akan mengonsumsi Mg sebagai MgS, sehingga mengurangi kemampuan pembentukan nodul. Gunakan desulfurisasi (CaC₂, CaO, atau soda abu) jika kadar S dasar melebihi 0,025%.
- Setara karbon: 4,2–4,4% optimal. CE yang lebih rendah meningkatkan kecenderungan karbida; CE yang lebih tinggi menyebabkan flotasi grafit.
- Fosfor: <0,05% — P tinggi menyebabkan kerapuhan.
- Titanium dan kromium: Minimalkan — ini adalah pendorong karbida yang menetralkan magnesium.
Panduan Pemecahan Masalah untuk Kerusakan Umum pada Besi Cor Ulet
Nodularitas Rendah (<80%)
- Kemungkinan penyebab: Kadar Mg residu rendah, kadar sulfur dasar tinggi (>0,02%), pemudaran warna berlebihan, kandungan unsur tanah jarang tidak mencukupi.
- Solusi: Tingkatkan penambahan MgFeSi, lakukan pra-desulfurisasi besi dasar, kurangi waktu penahanan, tambahkan MgFeSi yang mengandung RE.
Formasi Karbida (Dingin)
- Kemungkinan penyebab: Perlakuan berlebihan (Mg >0,055%), inokulasi rendah, kesetaraan karbon rendah, pendinginan cepat pada sayatan tipis.
- Solusi: Kurangi penambahan Mg, tingkatkan pasca-inokulasi (FeSiCa), sesuaikan CE ke atas (4,3-4,4%), gunakan Inokulan FeSiSr untuk sayatan tipis.
Porositas Penyusutan
- Kemungkinan penyebab: Ekspansi grafit yang tidak memadai karena jumlah nodul yang rendah, pemberian nutrisi yang buruk, dan kelebihan Mg.
- Solusi: Tingkatkan pasca-inokulasi (terutama FeSiBa), optimalkan peningkatan, kurangi residu Mg menjadi 0,035-0,040%
Contoh Kasus: Konversi dari Kawat Sandwich ke Kawat Inti
Sebuah pabrik Pengecoran berukuran sedang yang memproduksi 15.000 ton/tahun komponen besi cor ulet (braket otomotif dan rumah diferensial) mengalami kesulitan dengan nodularitas yang tidak konsisten (78–92%) dan penolakan sebesar 8% karena nodularitas rendah dan karbida. Dengan menggunakan metode sandwich dengan penambahan 1,2% MgFeSi, Mg residual bervariasi dari 0,028% hingga 0,052%.
Setelah dikonversi ke injeksi kawat inti Dengan kawat MgFeSi (6% Mg) pada penambahan setara 0,7%, hasilnya sangat dramatis:
- Kadar Mg residual stabil pada 0,038–0,042% (variasi <±0,003%)
- Nodularitas secara konsisten >92% (rata-rata 95%)
- Tingkat penolakan turun dari 8% menjadi 1,5%.
- Konsumsi MgFeSi berkurang 35% (1,2% menjadi 0,78% setara)
- Penghematan tahunan: $210.000 dalam Paduan logam + $180.000 dalam pengurangan limbah logam.
- Periode pengembalian modal untuk pengumpan kawat: 4 bulan
Rekomendasi berdasarkan Aplikasi
| Skala Produksi | Metode yang Direkomendasikan | Alasan Utama |
|---|---|---|
| Pabrik Pengecoran kecil (<1000 ton/tahun) | Sandwich atau Tundish | Investasi modal rendah, memadai untuk persyaratan kualitas yang sederhana. |
| Pabrik Pengecoran menengah (1000–5000 ton/tahun) | Tundish atau Kawat Inti | Tundish menawarkan peningkatan yang baik dibandingkan sandwich; kawat inti memberikan konsistensi dan konsumsi Paduan yang lebih rendah. |
| Pabrik Pengecoran besar (>5000 ton/tahun) | Kawat Inti | Konsistensi superior, biaya Paduan terendah, otomatisasi, asap minimal, nodularitas tertinggi |
| Pengecoran penampang tipis (<6 mm) | Inokulasi Kawat Inti + FeSiSr | Pengendalian Mg yang tepat mencegah pembentukan karbida; Inokulan Sr meningkatkan ketahanan terhadap suhu dingin. |
| Pengecoran bagian tebal (>100 mm) | Kawat Inti + MgFeSi Bantalan RE | Retensi Mg yang lebih tinggi diperlukan untuk pembekuan yang lama; RE memperlambat pemudaran warna. |
Konsistensi nodularitas pada besi cor ulet membutuhkan pendekatan sistematis: pilih metode perawatan magnesium yang tepat untuk skala dan persyaratan kualitas Anda, pertahankan kontrol besi dasar yang ketat (terutama sulfur), terapkan pasca-inokulasi yang kuat, dan pantau Mg residual dan waktu pudar. Untuk sebagian besar pengecoran berukuran sedang hingga besar, injeksi kawat inti Menawarkan kombinasi terbaik antara pemulihan, konsistensi, nodularitas, dan total biaya — meskipun metode tundish tetap menjadi peningkatan yang layak bagi mereka yang tidak mampu berinvestasi dalam peralatan pengumpanan kawat. Bright Alloys memasok Paduan MgFeSi (3-10% Mg, dengan unsur tanah jarang), kawat inti, dan inokulan ferrosilikon untuk perawatan pasca-produksi, didukung oleh dukungan metalurgi untuk mengoptimalkan praktik besi cor ulet Anda.