Ferro Silikon 72 (FeSi72) telah memantapkan dirinya sebagai paduan andalan untuk produksi baja karbon dan baja paduan rendah di seluruh dunia. Dengan kandungan silikon minimum 72% dan struktur biaya yang biasanya 8-12% lebih rendah dari padanan FeSi75, FeSi72 memberikan kinerja deoksidasi yang luar biasa untuk sebagian besar baja struktural, baja tulangan, dan baja komersial. Memahami cara menentukan profil elemen jejak yang tepat, mencocokkan ukuran partikel dengan wadah metalurgi, dan mengoptimalkan praktik penambahan adalah kunci untuk membuka nilai maksimum dari paduan ekonomis ini. Untuk perbandingan yang lebih luas di seluruh spektrum kadar FeSi, lihat panduan komprehensif kami tentang Deoksidasi Ferro Silikon: Pemilihan Kadar.
Sementara FeSi75 sering ditentukan untuk aplikasi kebersihan premium, FeSi72 menangani sekitar 60-70% dari permintaan deoksidasi silikon global. Kandungan silikonnya yang sedikit lebih rendah diimbangi oleh harga yang kompetitif per kilogram silikon efektif, dan profil elemen jejaknya—khususnya kadar kalsium yang secara alami lebih rendah—dapat menguntungkan dalam operasi pengecoran kontinu tertentu. Panduan ini menyediakan kerangka teknis lengkap untuk menentukan, mengadakan, dan mengoptimalkan FeSi72 di seluruh aplikasi tungku busur listrik (EAF), konverter oksigen (BOF), tungku ladle (LF), dan pengecoran.
Kimia Elemen Jejak dalam FeSi72: Yang Perlu Ditentukan
Fraksi non-silikon 28% dalam FeSi72 sebagian besar terdiri dari besi ditambah serangkaian elemen sisa yang sangat mempengaruhi kebersihan baja, kemampuan cor, dan sifat mekanik akhir. Tidak seperti FeSi75 di mana spesifikasi yang lebih ketat adalah umum, FeSi72 menawarkan jendela kimia yang lebih luas—tetapi masih dapat dikendalikan—yang harus dipahami pembeli untuk menghindari kejutan kualitas.
Aluminium (Al): Deoksidizer Bermata Dua
Aluminium dalam FeSi72 biasanya berkisar dari 1,0% hingga 2,5%, dan ini adalah deoksidizer tambahan yang kuat dan juga sumber potensial inklusi alumina (Al₂O₃) yang berbahaya. Untuk baja tulangan dan baja struktural umum produksi, kadar aluminium 1,5-2,0% sangat dapat diterima—dan bahkan bermanfaat—karena aluminium menyediakan deoksidasi tambahan, mengurangi kebutuhan penambahan aluminium shot terpisah. Namun, untuk batang kawat, kualitas cold-heading, dan pelat HSLA kadar yang ditujukan untuk aplikasi kritis, menentukan FeSi72 Al rendah (Al ≤ 1,0%) sangat dianjurkan. Pada tingkat ini, risiko pembentukan gugus alumina padat dan penyumbatan nosel masuk terendam (SEN) berikutnya berkurang secara dramatis. Saat memesan dari Bright Alloys, kami spesifikasi produk FeSi72 mencakup rentang aluminium bersertifikat sehingga Anda dapat mencocokkan kimia dengan persyaratan kebersihan Anda.
Karbon (C): Dasar Rendah, Pengiriman Konsisten
FeSi72 standar memiliki kandungan karbon 0.1-0.3%. Untuk sebagian besar kadar baja karbon (0,15-0,50% C pada produk akhir), kontribusi karbon ini dapat diabaikan—penambahan FeSi72 10 kg/ton berkontribusi paling banyak 0,003% pada kadar karbon akhir. Namun, untuk baja karbon ultra-rendah (ULC) dan baja interstitial-free (IF), bahkan karbon jejak ini harus diperhitungkan dalam anggaran karbon keseluruhan. Tingkat karbon FeSi72 secara inheren lebih rendah daripada beberapa paduan silikon-mangan dan ferro-mangan, menjadikannya sumber silikon yang lebih disukai ketika meminimalkan penyerapan karbon adalah prioritas.
Kalsium (Ca): Keunggulan Alami FeSi72
Salah satu perbedaan kimia paling signifikan antara FeSi72 dan FeSi75 adalah kandungan kalsium. FeSi72 biasanya mengandung 0,3-0,8% Ca, yang secara substansial lebih rendah dari kisaran 0,5-1,5% Ca yang umum pada FeSi75. Dasar kalsium yang lebih rendah ini timbul dari perbedaan dalam pemilihan bahan baku dan praktik tungku selama produksi. Implikasi metalurgi ada dua: pertama, ada pengurangan risiko pembentukan kalsium sulfida (CaS) saat merawat kadar free-machining yang diresulfurisasi; kedua, ada lebih sedikit modifikasi yang didorong kalsium dari inklusi alumina, yang dapat bermanfaat ketika pengecoran atau pabrik baja lebih suka mengelola morfologi inklusi melalui perawatan kalsium terpisah. Untuk operasi yang pernah mengalami masalah kualitas permukaan terkait CaS pada slab kadar peritektik, beralih dari FeSi75 Ca-tinggi ke FeSi72 standar telah menyelesaikan masalah tanpa perubahan proses tambahan.
Fosfor (P) dan Sulfur (S): Standar Kemurnian
FeSi72 berkualitas tinggi mempertahankan P ≤ 0,05% dan S ≤ 0,03% sebagai standar. Batasan ini memadai untuk hampir semua kadar baja komersial. Untuk aplikasi kritis—seperti pipa saluran layanan asam (tahan HIC) atau baja kriogenik—spesifikasi yang lebih ketat (P ≤ 0,04%, S ≤ 0,02%) dapat dipasok berdasarkan permintaan. Keuntungan ekonomi dari FeSi72 adalah bahwa tingkat kemurnian standar ini dicapai tanpa harga premium yang terkait dengan spesifikasi default FeSi75 yang seringkali lebih ketat. Untuk operasi yang memproduksi pipa saluran API atau baja bejana tekan, kami FeSi72 material dipasok dengan sertifikat uji pabrik lengkap yang mendokumentasikan tingkat fosfor dan sulfur setiap panas, memastikan ketertelusuran penuh.
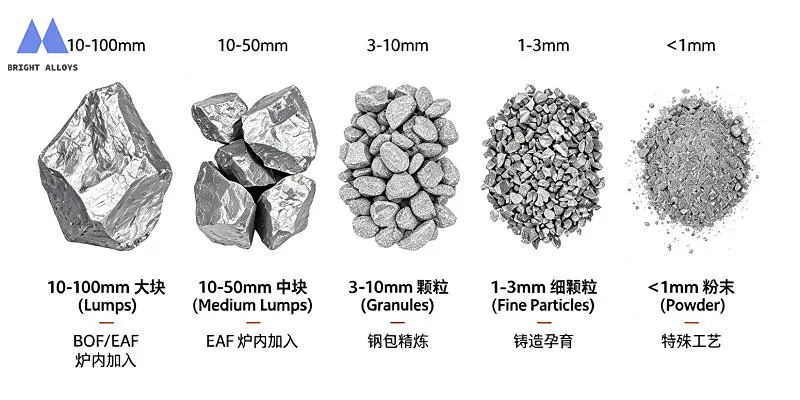
Pemilihan Ukuran Partikel: Lima Fraksi Industri untuk FeSi72
FeSi72 dihancurkan dan disaring menjadi lima rentang ukuran partikel utama, masing-masing dioptimalkan untuk metode penambahan metalurgi tertentu. Memilih ukuran yang salah dapat menyebabkan kerugian oksidasi melebihi 15 poin persentase, sementara ukuran yang tepat secara rutin mencapai tingkat pemulihan di atas 90%.
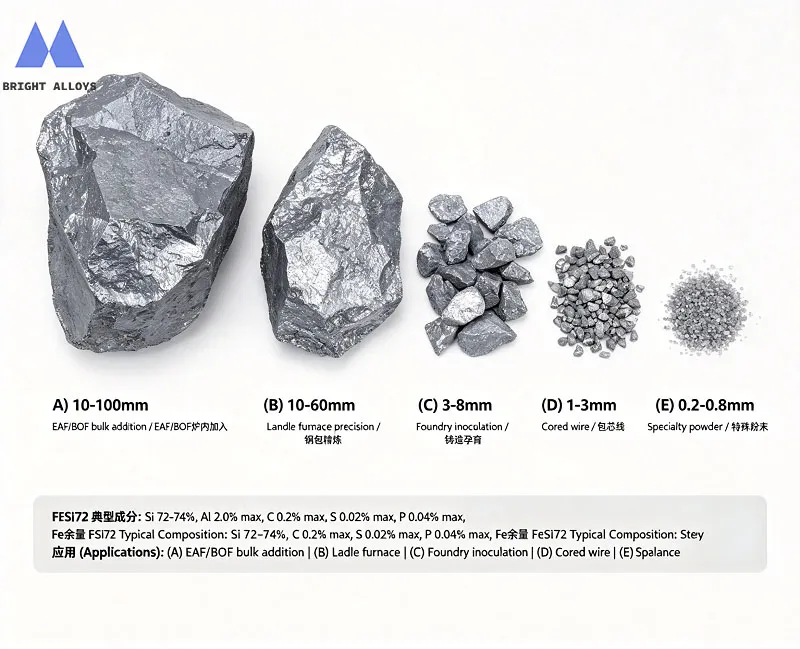
10-100mm: Penambahan Curah EAF dan BOF
Fraksi 10-100mm adalah standar untuk penambahan skala besar ke dalam bejana EAF dan BOF di mana kedalaman bak melebihi 1,5 meter. Massa yang lebih besar memastikan paduan menembus lapisan terak berbusa dan mencapai bak logam sebelum larut. Dalam operasi EAF yang memproduksi kadar baja tulangan, FeSi72 10-100mm mencapai pemulihan silikon tipikal 85-90%. Variabel proses utama adalah waktu penambahan: menambahkan FeSi72 setelah hembusan oksigen dan setelah terak pereduksi terbentuk meminimalkan oksidasi oleh sisa FeO dalam terak.
10-60mm: Presisi Tungku Ladle
Untuk tungku ladle (LF) dan penuangan BOF penambahan, kisaran 10-60mm yang lebih ketat adalah spesifikasi yang lebih disukai. Dibandingkan dengan 10-100mm, distribusi yang lebih sempit ini memberikan kinetika pelarutan yang lebih dapat diprediksi di bawah pengadukan argon. Potongan-potongannya cukup besar untuk menembus penutup terak ladle (biasanya setebal 50-80mm) tetapi larut sepenuhnya dalam 3-5 menit penggelembungan argon lembut pada 150-250 NL/menit. Ukuran ini secara konsisten memberikan pemulihan 90-94% untuk kadar struktural dan HSLA yang dirawat di tungku ladle.
3-8mm: Tingkat Inokulasi Pengecoran
Fraksi 3-8mm fraksi halus adalah tulang punggung inokulasi di pengecoran besi cor kelabu dan besi ulet. Distribusi ukuran yang seragam dan terkendali memastikan pelarutan cepat dalam aliran besi cair (biasanya dalam 1-2 detik pada 1400-1450°C), mendorong nukleasi grafit yang konsisten. Untuk besi cor kelabu, FeSi72 3-8mm dengan Ca terkendali (0,3-0,6%) dan Al (1,0-1,5%) secara andal mencapai struktur grafit Tipe A. Untuk besi ulet pasca-perlakuan magnesium, rentang ukuran ini mendukung jumlah nodul melebihi 200 nodul/mm².
1-3mm: Injeksi Kawat Berinti
Fraksi 1-3mm fraksi dikemas ke dalam kawat berinti untuk penyesuaian presisi di ladle dan tundish. Ukuran partikel yang kecil dan seragam memungkinkan kepadatan pengisian kawat yang konsisten (biasanya 230-280 g/m kawat), yang pada gilirannya memastikan laju umpan dan perilaku pelarutan yang dapat diprediksi. Injeksi kawat berinti dengan FeSi72 1-3mm mencapai pemulihan silikon 95-100% karena paduan dikirim jauh ke dalam bak baja, sepenuhnya melewati lapisan terak. Metode ini sangat berharga untuk penambahan penyesuaian kimia akhir di mana target jendela adalah ±0,02% Si.
0,2-0,8mm: Aplikasi Serbuk Khusus
Serbuk paling halus 0,2-0,8mm adalah produk khusus yang digunakan dalam formulasi serbuk tundish untuk pengecoran kontinu dan dalam senyawa riser eksotermik untuk pengecoran. Dalam aplikasi tundish, serbuk FeSi72 dicampur ke dalam serbuk penutup untuk memberikan dorongan silikon lokal yang membantu mencegah reoksidasi pada meniskus. Ukuran ini tidak dimaksudkan untuk penambahan langsung ke bak karena kehilangan debu yang tinggi, tetapi ketika diformulasikan dengan benar ke dalam campuran serbuk, ia memberikan manfaat metalurgi yang ditargetkan pada front solidifikasi.
FeSi72 vs FeSi75: Perbandingan Praktis untuk Keputusan Pembelian
Keputusan antara FeSi72 dan FeSi75 tergantung pada persyaratan mutu baja spesifik, target kebersihan, dan ekonomi. Tabel di bawah ini memberikan perbandingan teknis dan komersial langsung untuk memandu strategi pengadaan. Untuk melihat lebih dalam tentang optimalisasi FeSi75, lihat panduan pendamping kami tentang Pemilihan Ukuran Partikel & Kimia FeSi75.
| Parameter | FeSi72 | FeSi75 | Panduan Keputusan |
|---|---|---|---|
| Kandungan Silikon | 72-75% | 75-78% | FeSi75 lebih disukai ketika target Si ±0,03% yang ketat membutuhkan pengenceran terak minimum |
| Biaya per Metrik Ton | Dasar (indeks) | +8 hingga 12% | FeSi72 menghemat $120-180/t; penghematan tahunan $60K-120K untuk pabrik ukuran menengah |
| Biaya per kg Si Efektif | Dasar (indeks) | +3 hingga 6% | FeSi72 unggul dalam pengiriman silikon ekonomi murni di sebagian besar kondisi pasar |
| Kandungan Aluminium | 1.0-2.5% | 0.5-2.0% | FeSi75 lebih mudah diperoleh pada ≤0,5% Al untuk mutu kebersihan kritis |
| Kandungan Kalsium | 0.3-0.8% | 0.5-1.5% | Ca FeSi72 yang lebih rendah merupakan keuntungan untuk mutu peritektik; FeSi75 lebih baik untuk lelehan yang diberi perlakuan Ca |
| Kandungan Karbon | 0.1-0.3% | 0.1-0.2% | Keduanya cocok untuk baja karbon; FeSi75 sedikit lebih baik untuk mutu ULC |
| Ketersediaan Global | Tersedia luas | Tersedia luas | Rantai pasokan FeSi72 lebih luas di pasar negara berkembang; waktu pengiriman lebih pendek |
| Mutu Baja Terbaik | Besi beton, struktural, pelat komersial, besi cor kelabu/ulet | HSLA, lembaran otomotif, baja pegas, baja bantalan, kabel ban | Pilih berdasarkan sensitivitas inklusi dan spesifikasi kebersihan |
Matriks Aplikasi: FeSi72 di Seluruh Operasi Baja dan Pengecoran
Matriks berikut memetakan delapan skenario industri umum ke spesifikasi FeSi72 yang optimal, mencakup jenis bejana, ukuran partikel yang direkomendasikan, parameter kimia kritis, dan tingkat pemulihan silikon target.
| Aplikasi / Mutu | Bejana | Ukuran yang Direkomendasikan | Fokus Kimia | Target Pemulihan |
|---|---|---|---|---|
| Besi Beton (B500B, Grade 60) | Ladle EAF / BOF | 10-100mm | Al Standar (1,5-2,0%), P/S Rendah | 85-90% |
| Baja Struktural (S355, A572) | Pengetukan BOF / LF | 10-60mm | Al Sedang (1,0-1,5%), Ca 0,3-0,6% | 90-94% |
| Pelat Baja Karbon EAF | EAF dengan LF | 10-100mm | Al Std (1,5-2,0%), S ≤ 0,03% | 87-92% |
| Besi Cor Kelabu (FC250, GG25) | Ladle Tuang | 3-8mm | Al Konsisten (1,0-1,5%), Ca 0,3-0,6% | 94-98% |
| Besi Ulet (GGG40, 65-45-12) | Pasca-Perlakuan Mg | 3-8mm | Ca Terkendali (0,3-0,5%), Varian Al Rendah | 95-99% |
| Penambahan Trim Kawat Berinti | LF / Tundish | 1-3mm | Kustom per mutu, ukuran ketat sangat penting | 95-100% |
| Trim Ladle (Kimia Akhir) | Stasiun Argon LF | 10-60mm | Variabilitas rendah Al dan Ca antar-batch | 92-95% |
| Campuran Serbuk Tundish | Pengecoran Kontinu | 0,2-0,8mm | P/S Rendah, persentase halus konsisten | Sesuai campuran* |
* Pemulihan serbuk tundish tidak diukur sebagai penambahan mandiri; serbuk FeSi72 berkontribusi pada fungsi metalurgi fluks tundish secara keseluruhan.
Optimalisasi Pemulihan: Memaksimalkan Hasil Silikon dengan FeSi72
Mencapai pemulihan silikon yang tinggi adalah perbedaan antara program FeSi72 yang hemat biaya dan yang mahal. Peningkatan pemulihan 5 poin persentase pada lelehan 100 ton pada 1,5 kg FeSi72 per ton berarti 7,5 kg lebih sedikit paduan per lelehan—senilai sekitar $9-12 per lelehan pada harga saat ini. Di 20 lelehan per hari, 300 hari operasi, itu adalah penghematan tahunan $54.000-72.000 dari satu tungku.
Kontrol Pembawaan Terak
Faktor tunggal terbesar yang dapat dikendalikan dalam pemulihan silikon adalah pembawaan terak dari tungku primer ke ladle. Terak BOF biasanya mengandung 15-25% FeO, dan terak EAF dapat melebihi 30% FeO selama injeksi oksigen. Ketika FeSi72 ditambahkan ke ladle dengan pembawaan terak yang berlebihan, silikon bereaksi secara preferensial dengan FeO daripada larut ke dalam baja:
Si + 2FeO → SiO₂ + 2Fe (ΔG° = −315 kJ/mol pada 1600°C)
Reaksi ini secara termodinamika disukai dan secara kinetika cepat. Menerapkan anak panah terak atau sumbat terak teknologi pada BOF, atau EBT (pengetukan dasar eksentrik) pada EAF, biasanya membatasi pembawaan terak hingga kurang dari 3 kg per ton baja. Operasi yang mengurangi pembawaan dari 8 kg/t menjadi 2 kg/t secara rutin melihat peningkatan pemulihan FeSi72 sebesar 4-7 poin persentase.
Waktu dan Urutan Penambahan
Untuk pengetukan BOF, FeSi72 harus ditambahkan setelah 20-30% dari berat pengetukan telah memasuki ladle, memastikan adanya tumit baja yang cukup untuk merendam paduan. Menambahkan terlalu dini berisiko paduan mendarat di refraktori dasar ladle dan membentuk lapisan reaksi fayalit (2FeO·SiO₂) dengan titik leleh rendah. Menambahkan terlalu lambat—setelah terak mulai terbawa—mengekspos FeSi72 ke terak pengoksidasi pada saat yang paling buruk. Jendela penambahan optimal adalah 60-120 detik selama pengetukan, ketika ladle sepertiga hingga dua pertiga penuh.
Protokol Pengadukan Argon
Setelah ladle tiba di LF atau stasiun argon, a pengadukan argon lembut (150-250 NL/min melalui sumbat berpori) selama 3-5 menit cukup untuk menghomogenkan distribusi silikon. Pengadukan yang berlebihan (>400 NL/min) membuka mata terak dan mengekspos permukaan baja ke reoksidasi atmosfer, menetralkan kerja deoksidasi yang baru saja dilakukan FeSi72. Intensitas pengadukan harus cukup untuk membuat sedikit tonjolan di permukaan terak tanpa menembus.
Integrasi Proses: FeSi72 di Seluruh Jalur Alir Pembuatan Baja
Hulu: Persiapan Skrap dan Logam Cair
Kualitas kinerja FeSi72 dimulai sebelum paduan mencapai pabrik baja. Kualitas skrap dan kimia logam cair menetapkan potensi oksigen awal bak. Skrap berkarat tinggi atau skrap dengan kerak yang menempel signifikan memperkenalkan FeO tambahan yang harus direduksi. Dalam operasi BOF, kandungan silikon logam cair (biasanya 0,3-0,8%) menyediakan sumber silikon in-situ selama peniupan; silikon logam cair yang lebih tinggi mengurangi kebutuhan penambahan FeSi72 pada pengetukan, tetapi silikon yang berlebihan (>1,0%) meningkatkan volume terak dan keausan refraktori. Target silikon logam cair optimal untuk pabrik yang menggunakan FeSi72 sebagai deoksidizer ladle utama adalah 0.4-0.6%.
Proses Tengah: Jendela Penambahan Pengetukan
Selama pengetukan BOF, penambahan FeSi72 pada tanda 60-120 detik (seperti dijelaskan di atas) dilengkapi dengan menambahkan ferro-mangan dan/atau siliko-mangan nanti dalam urutan pengetukan. Karena silikon adalah deoksidizer yang lebih kuat daripada mangan, menambahkan FeSi72 terlebih dahulu membangun deoksidasi awal, dan penambahan mangan mengikuti untuk mencapai spesifikasi Mn akhir tanpa bersaing untuk oksigen terlarut. Untuk operasi EAF, FeSi72 biasanya ditambahkan selama pengetukan setelah terak pereduksi (FeO + MnO < 2%) telah ditetapkan, atau langsung ke dalam ladle selama pengetukan.
Hilir: Kompatibilitas Pengecoran Kontinu
Kandungan kalsium FeSi72 yang lebih rendah (0,3-0,8%) dibandingkan dengan FeSi75 memberikan keuntungan yang jelas untuk peritectic steel grades mutu baja peritektik
Operasi Pengecoran: FeSi72 dalam Produksi Besi Cor
Inokulasi Besi Cor Kelabu dengan FeSi72
Untuk produksi besi cor kelabu (setara FC200-FC300 / GG20-GG30), FeSi72 pada 3-8mm dengan 1,0-1,5% Al dan 0,3-0,6% Ca berfungsi sebagai inokulan yang efektif dan ekonomis. Tingkat penambahan biasanya 0,2-0,4% berat dari besi yang diolah, ditambahkan ke aliran logam selama transfer dari ladle perlakuan ke ladle tuang, atau langsung ke aliran tuang di cetakan. Fungsi metalurgi utama adalah: mempromosikan distribusi serpihan grafit Tipe A yang seragam, mengurangi kecenderungan pendinginan di bagian tipis (di bawah ketebalan dinding 6mm), dan menstabilkan rasio perlit/ferit dalam struktur mikro cor. Dibandingkan dengan inokulan yang mengandung barium premium, FeSi72 menyediakan inokulasi yang memadai untuk pengecoran teknik umum dengan biaya sekitar 60-70%.
Perlakuan Pasca-Magnesium Besi Ulet
Dalam produksi besi ulet, FeSi72 ditambahkan sebagai inokulan pasca-perlakuan magnesium (biasanya injeksi kawat FeSiMg atau Mg murni). FeSi72 ukuran 3-8mm ditambahkan sebanyak 0,3-0,5% ke aliran logam selama transfer dari ladel perlakuan Mg ke ladel penuangan. Inokulasi ini menetralkan efek magnesium yang mendorong pembentukan karbida dan memastikan jumlah nodul yang tinggi (>150 nodul/mm² untuk grade GGG40 / 65-45-12). Untuk komponen besi ulet yang kritis—seperti komponen keselamatan otomotif dan coran turbin angin— varian FeSi72 rendah aluminium (Al 0,8-1,2%) direkomendasikan untuk meminimalkan risiko cacat lubang jarum yang terkait dengan penyerapan hidrogen dari reaksi aluminium-air di dalam cetakan.
Pemecahan Masalah Umum Kinerja FeSi72
Bahkan dengan spesifikasi yang tepat, variabel operasional dapat menurunkan kinerja FeSi72. Tabel di bawah mengidentifikasi lima gejala umum yang ditemui di pabrik baja dan pengecoran, beserta penyebab utama dan tindakan perbaikannya.
| Gejala | Kemungkinan Penyebab | Tindakan Perbaikan |
|---|---|---|
| Tingkat pemulihan silikon rendah (<80%) | Terak berlebih terbawa; penambahan FeSi72 terlalu awal atau terlalu lambat saat tapping; partikel terlalu kecil mengapung di terak | Terapkan teknologi slag dart/stopper; optimalkan penambahan pada jendela 60-120 detik; beralih ke ukuran 10-100mm untuk penetrasi bak yang dalam |
| Variabilitas silikon tinggi (±0,05% Si) | Distribusi ukuran partikel tidak konsisten; variasi kimia antar batch yang lebar; pengadukan argon tidak mencukupi | Tentukan rentang ukuran yang lebih ketat (mis. 10-60mm); sumber dari pemasok bersertifikat dengan ketertelusuran batch; tingkatkan aliran argon menjadi 200-250 NL/menit selama 5 menit |
| Penyumbatan SEN selama pengecoran | Kandungan aluminium terlalu tinggi untuk grade; pembentukan gumpalan Al₂O₃ padat | Beralih ke FeSi72 rendah Al (Al ≤ 1,0%); pertimbangkan injeksi kawat kalsium untuk modifikasi inklusi |
| Retak permukaan peritektik | Pengayaan CaO dalam fluks cetakan dari paduan ferro berkalsium tinggi; viskositas fluks cetakan tidak stabil | Beralih dari FeSi75 berkalsium tinggi ke FeSi72 standar (Ca 0,3-0,8%); pantau rasio CaO/SiO₂ fluks cetakan setiap hari |
| Jumlah nodul rendah pada besi ulet | Disolusi partikel FeSi72 yang terlalu besar tidak sempurna; waktu inokulasi terlambat | Gunakan fraksi tersaring 3-8mm; pastikan penambahan dalam waktu 60 detik setelah perlakuan Mg; verifikasi bahwa inokulasi aliran mengenai pusat aliran logam |
Analisis Ekonomi: Proposisi Nilai FeSi72
Kasus finansial untuk FeSi72 sangat menarik jika dilihat dari sudut pandang total biaya kepemilikan, bukan hanya harga beli. Pertimbangkan operasi EAF skala menengah yang memproduksi 500.000 metrik ton baja tulangan dan baja struktural setiap tahun:
Skenario: Peningkatan Pemulihan 5%
Pada tingkat penambahan dasar 1,5 kg FeSi72 per ton baja dan pemulihan silikon 85%, pabrik mengkonsumsi 882 metrik ton FeSi72 setiap tahun. Meningkatkan pemulihan menjadi 90% mengurangi konsumsi menjadi 833 metrik ton—penghematan sebesar 49 metrik ton. Pada harga pasar sekitar $1.500 per metrik ton untuk FeSi72, ini mewakili $73.500 penghematan bahan baku langsung tahunan. Ketika memperhitungkan pengurangan biaya pengiriman, penanganan, dan penyimpanan inventaris untuk 49 ton lebih sedikit, total manfaat tahunan seringkali melebihi $100,000.
Strategi Inventaris Dua-Grade
Banyak pabrik baja progresif sekarang mengadopsi model inventaris 80/20: 80% kebutuhan silikon dipenuhi dengan FeSi72 (untuk baja tulangan, struktural, pelat komersial), dan 20% dipenuhi dengan FeSi75 (untuk HSLA, otomotif, dan grade kritis kebersihan). Strategi ini menangkap keunggulan biaya unit FeSi72 pada sebagian besar produksi sambil menyediakan FeSi75 premium untuk grade yang benar-benar membutuhkan kimia yang lebih ketat dan kandungan aluminium yang lebih rendah. Departemen pengadaan yang menerapkan pendekatan ini melaporkan pengurangan biaya paduan ferro secara keseluruhan sebesar 5-8% tanpa penurunan kualitas. Untuk mengevaluasi strategi ini untuk campuran produk spesifik Anda, kunjungi halaman produk FeSi72 untuk harga dan ketersediaan terkini.
Kesimpulan: Pendekatan Strategis untuk FeSi72
FeSi72 jauh lebih dari sekadar alternatif berbiaya lebih rendah untuk FeSi75—ini adalah paduan yang berbeda secara strategis dengan ruang aplikasi optimalnya sendiri. Poin-poin penting bagi ahli metalurgi, manajer pengadaan, dan tim operasi adalah:
Kimia mendorong nilai. Memahami dan menentukan kadar aluminium, kalsium, karbon, fosfor, dan sulfur dalam FeSi72 adalah perbedaan antara pembelian komoditas dan solusi rekayasa. Kimia FeSi72 standar sangat cocok untuk 70% produksi baja; mengetahui kapan harus memperketat spesifikasi (atau beralih ke FeSi75) adalah tempat keahlian membuahkan hasil.
Ukuran sama pentingnya dengan kimia. Mencocokkan ukuran partikel FeSi72 dengan bejana metalurgi—10-100mm untuk EAF, 10-60mm untuk tungku ladel, 3-8mm untuk pengecoran, 1-3mm untuk kawat berinti—secara langsung menentukan pemulihan silikon dan stabilitas proses. Ketidakcocokan ukuran dapat menghilangkan 10+ poin persentase pemulihan.
Pemulihan adalah tempat uang berada. Peningkatan 5 poin persentase dalam pemulihan silikon pada operasi skala menengah menghasilkan penghematan tahunan enam digit. Kontrol terak berlebih, pengaturan waktu penambahan yang dioptimalkan, dan pengadukan argon yang tepat adalah tiga perbaikan operasional dengan pengembalian tertinggi.
FeSi72 dan FeSi75 saling melengkapi, bukan bersaing. Strategi inventaris 80/20 menangkap manfaat ekonomi dari FeSi72 sambil memastikan FeSi72 premium tersedia saat kebersihan menuntutnya. Pendekatan dua-grade ini adalah praktik terbaik industri untuk deoksidasi silikon yang hemat biaya.
Untuk diskusi terperinci tentang kebutuhan aplikasi spesifik Anda—termasuk kimia bersertifikat, ketersediaan ukuran partikel, dan dukungan logistik—kunjungi halaman produk FeSi72 Bright Alloys atau hubungi tim teknis kami secara langsung.