Ferro Silikon 75 (FeSi75) adalah paduan utama dalam deoksidasi dan paduan baja, tetapi memperlakukannya sebagai komoditas sederhana mengabaikan pengaruh signifikan dari elemen residu dan ukuran fisiknya. Mencapai pemulihan silikon maksimum bukan hanya tentang menambahkan berat paduan yang tepat — ini tentang mencocokkan kadar aluminium, karbon, kalsium, fosfor, dan sulfur yang presisi, bersama dengan distribusi ukuran partikel yang benar, dengan bejana metalurgi spesifik dan grade baja. Ukuran partikel yang dipilih dengan buruk untuk tungku busur listrik (EAF) dapat menyebabkan oksidasi prematur, sementara kandungan aluminium yang salah di tungku ladle (LF) dapat menciptakan inklusi alumina yang berbahaya pada baja bantalan. Untuk spesifikasi produk terperinci termasuk komposisi kimia yang tepat, opsi ukuran partikel, dan detail pengemasan, kunjungi halaman produk FeSi75 Bright Alloys.
Untuk pemahaman dasar tentang perbedaan antar grade FeSi, lihat panduan terperinci kami tentang Deoksidasi Ferro Silikon: Pemilihan Grade. Artikel ini dibangun di atas itu dengan berfokus secara khusus pada spektrum FeSi75, membedah bagaimana toleransi kimia dan ukuran partikelnya (10-50mm, 10-100mm, dan 3-8mm) berinteraksi dengan peralatan pembuatan baja yang berbeda dan proses inokulasi pengecoran.
Peran Kritis Elemen Pengotor dalam FeSi75
Meskipun 75% silikon adalah spesifikasi utama, 25% sisanya didominasi oleh besi dan elemen jejak kritis. Masing-masing "pengotor" ini memainkan peran metalurgi yang berbeda yang dapat dimanfaatkan atau harus dimitigasi oleh pembuat baja.
Kandungan Aluminium (Al): Kekuatan Deoksidasi vs. Kontrol Inklusi
Aluminium adalah deoksidizer yang jauh lebih kuat daripada silikon. Dalam FeSi75, kandungan aluminium biasanya berkisar antara 0,5% hingga 2,0%. Kandungan Al yang lebih tinggi dapat meningkatkan efisiensi deoksidasi awal, mengurangi kebutuhan akan tembakan aluminium terpisah dalam produksi baja struktural. Namun, untuk baja dengan kebersihan tinggi seperti kabel ban atau baja pegas, pembentukan gugus Al₂O₃ padat tidak dapat diterima. Untuk grade ini, FeSi75 rendah aluminium (Al ≤ 0,5%) wajib digunakan untuk mencegah penyumbatan nosel dan memenuhi persyaratan peringkat inklusi yang ketat.
Kandungan Karbon (C): Tindakan Penyeimbang dalam Paduan
Tingkat karbon dalam FeSi75 standar biasanya rendah (biasanya 0,1-0,2%), yang membuatnya cocok untuk grade baja karbon rendah tanpa risiko karburisasi yang tidak diinginkan. Dalam aplikasi pengecoran, bagaimanapun, kandungan karbon yang sedikit lebih tinggi dan terkontrol dapat bermanfaat. Saat menggunakan FeSi75 sebagai inokulan, tingkat karbon harus konsisten untuk menghindari masuknya variabilitas ke dalam ekuivalen karbon besi cor, yang dapat mempengaruhi kedalaman chill dan morfologi grafit.
Kalsium (Ca), Fosfor (P), dan Sulfur (S)
Kalsium (biasanya 0,5-1,5%) umumnya bermanfaat dalam metalurgi ladle karena memodifikasi inklusi alumina menjadi kalsium aluminat cair, meningkatkan kemampuan cor. Namun, kelebihan Ca yang dikombinasikan dengan sulfur dapat menghasilkan endapan CaS, yang merugikan ketahanan korosi pada grade tertentu. Fosfor dan Sulfur umumnya tidak diinginkan dan dikontrol secara ketat. FeSi75 berkualitas tinggi mempertahankan P ≤ 0,04% dan S ≤ 0,02% untuk mencegah kerapuhan atau hot shortness pada produk baja akhir. Pemasok seperti Bright Alloys mensertifikasi tingkat ini untuk konsistensi.
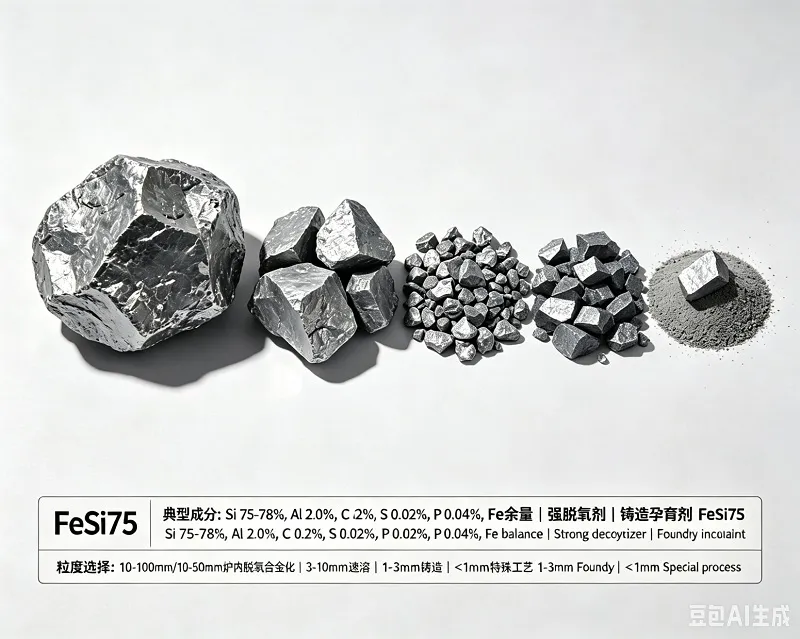
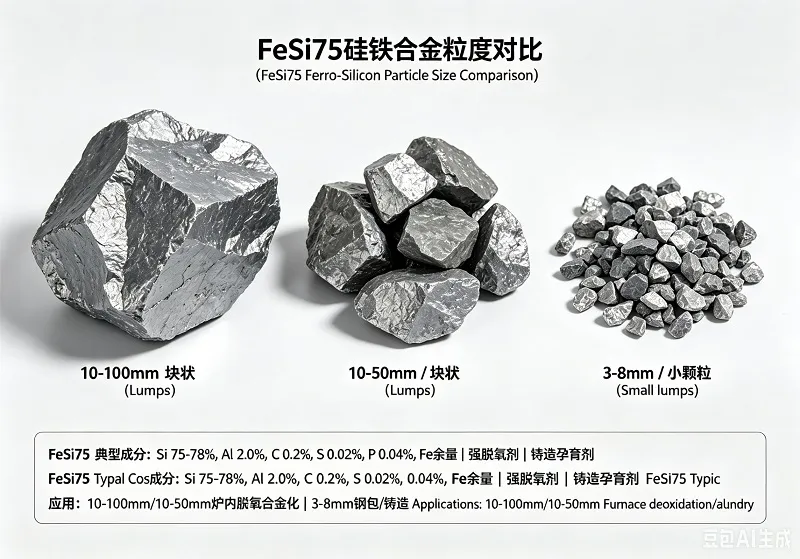
Strategi Ukuran Partikel: Mencocokkan Ukuran dengan Bejana Metalurgi
Kimia FeSi75 yang sama dapat berkinerja sangat berbeda jika ukuran partikelnya salah. Ukuran mempengaruhi laju disolusi, kerugian flotasi, dan homogenitas. Tiga ukuran partikel industri yang paling umum adalah 10-50mm, 10-100mm, dan 3-8mm.
10-50mm: Standar Tungku Ladle & Konverter
Kisaran ukuran 10-50mm adalah andalan untuk tungku ladle (LF) dan tapping konverter (BOF). Ketika ditambahkan ke ladle selama tapping atau pembilasan argon, kisaran ukuran ini menawarkan keseimbangan optimal. Potongannya cukup besar untuk menembus lapisan terak cair tanpa mengapung dan teroksidasi sebelum waktunya, namun cukup kecil untuk meleleh dengan cepat dalam 3-5 menit pengadukan lembut. Ini meminimalkan kerugian pemulihan yang biasanya terkait dengan partikel halus yang terbawa oleh sistem off-gas. Untuk baja struktural umum (S235, S355) yang membutuhkan FeSi75, 10-50mm adalah standar emas untuk mencapai pemulihan silikon 90-95%.
10-100mm: Tungku Busur Listrik (EAF) dan Konverter Besar
Untuk tungku busur listrik dan konverter skala besar di mana penambahan dilakukan ke dalam bak yang dalam dengan input energi yang masif, ukuran 10-100mm lebih disukai. Massa yang lebih besar memastikan paduan ferro tenggelam jauh ke dalam lelehan sebelum larut, mencegah oksidasi oleh atmosfer tungku atau terak pengoksidasi di atasnya. Ini sangat penting dalam operasi EAF di mana variabilitas skrap menyebabkan fluktuasi kadar FeO terak. Menggunakan FeSi75 yang lebih besar dan lebih besar meminimalkan luas permukaan yang terpapar terak agresif dengan FeO tinggi selama fase peleburan, menjaga tingkat pemulihan silikon yang sebaliknya bisa turun di bawah 85% jika partikel halus digunakan.
3-8mm: Inokulasi Pengecoran Presisi dan Injeksi Kawat
Kisaran ukuran dalam metalurgi sekunder. Di pengecoran besi cor kelabu atau besi ulet, FeSi75 dalam 3-8mm adalah inokulan premium. Ukurannya yang halus dan konsisten memastikan disolusi yang cepat dan seragam dalam aliran besi cair, mempromosikan jumlah nodul yang tinggi pada besi ulet. Untuk trimming ladle yang presisi di pabrik baja, ukuran ini dikemas ke dalam kawat berinti, memungkinkan paduan disuntikkan jauh ke dalam bak baja dengan akurasi tinggi dan pemulihan hampir 100%, menghindari kontak terak sama sekali. Ukuran halus 3-8mm tidak biasanya digunakan untuk penambahan ladle curah karena kerugian debu yang tinggi dan oksidasi instan. Namun, ini sangat diperlukan di pengecoran dan untuk
injeksi kawat berinti
Matriks Aplikasi: FeSi75 di Berbagai Grade Baja dan Proses
| Matriks berikut memberikan referensi teknis untuk memilih kombinasi kimia dan ukuran yang tepat berdasarkan skenario aplikasi. | Aplikasi / Grade Baja | Bejana | Ukuran yang Direkomendasikan | Fokus Kimia Utama (FeSi75) |
|---|---|---|---|---|
| Target Pemulihan | Konstruksi / Baja Tulangan | 10-100mm atau 10-50mm | Al Standar (1,0-1,5%), P/S Rendah | 88-92% |
| Baja Struktural (S355, A572) | Pengetukan LF / BOF | 10-50mm | Al Sedang (0,5-1,0%), Ca 0,5-1,0% | 90-95% |
| HSLA / Lembaran Otomotif | LF dengan pembilasan argon | 10-50mm | Al Rendah (≤0,5%), Ca Terkontrol | 92-95% |
| Baja Pegas (60Si2Mn, 55Cr3) | LF / Degassing Vakum | 10-50mm atau Kawat Berinti (3-8mm) | Al Sangat Rendah (≤0,5%), P Rendah (≤0,035%) | 93-96% |
| Baja Bantalan (100Cr6, SAE 52100) | LF / Degasser RH | 10-50mm | Al Ultra-Rendah (≤0,3%), Jejak Ti/Ca Rendah | 92-94% |
| Inokulasi Pengecoran (Besi Cor Kelabu/Ulet) | Aliran penuangan / Ladle | dalam metalurgi sekunder. Di pengecoran besi cor kelabu atau besi ulet, FeSi75 dalam 3-8mm adalah inokulan premium. Ukurannya yang halus dan konsisten memastikan disolusi yang cepat dan seragam dalam aliran besi cair, mempromosikan jumlah nodul yang tinggi pada besi ulet. Untuk trimming ladle yang presisi di pabrik baja, ukuran ini dikemas ke dalam kawat berinti, memungkinkan paduan disuntikkan jauh ke dalam bak baja dengan akurasi tinggi dan pemulihan hampir 100%, menghindari kontak terak sama sekali. | C Konsisten (~0,1%), Tingkat Ca dan Ba Spesifik | 95-100% |
| Umpan Kawat Presisi | LF / Tundish | 3-8mm (ditumbuk dan diayak) | Kimia khusus sesuai kebutuhan grade | 98-100% |
Mengoptimalkan Pemulihan: Integrasi Proses dengan FeSi75
Di luar kimia dan ukuran, teknik penambahan menjadi penentu. Untuk leburan 100 ton di pabrik baja struktural tipikal, meningkatkan dari penambahan curah generik ke FeSi75 10-50mm berukuran presisi yang ditambahkan selama fase akhir pengadukan argon ladle dapat meningkatkan pemulihan sebesar 4-6 poin persentase. Ini karena ukuran yang tepat memastikan paduan tidak mengapung ke lapisan terak atau tenggelam ke dasar ladle sebelum larut. Untuk operasi yang memproduksi 500.000 ton per tahun, peningkatan 5% dalam pemulihan silikon berarti penghematan puluhan ribu dolar dalam biaya bahan baku, sekaligus menstabilkan kimia silikon akhir dalam kisaran yang lebih ketat.
Contoh Kasus: Peralihan Pengecoran Besi Ulet
Sebuah pengecoran yang memproduksi pipa besi ulet beralih dari penggunaan FeSi75 10-50mm generik ke FeSi75 grade inokulan 3-8mm khusus dengan aluminium terkontrol (1,2%) dan kalsium (0,8%). Distribusi ukuran partikel yang lebih halus dan sempit memungkinkan pelarutan yang lebih seragam dalam aliran besi yang diolah magnesium. Hasilnya adalah peningkatan 15% dalam jumlah nodul stabil dan pengurangan signifikan cacat pembentukan karbida, menunjukkan bahwa aplikasi pengecoran menuntut presisi fisik yang disediakan oleh material 3-8mm.
Kesimpulan bagi para profesional pembuatan baja dan pengecoran jelas: memaksimalkan nilai dari FeSi75 memerlukan pendekatan yang tidak seragam. Dengan secara hati-hati menentukan kandungan aluminium, karbon, dan kalsium, serta mencocokkan ukuran partikel dengan proses tungku atau ladle tertentu, operasi dapat membuka penghematan biaya yang signifikan, produktivitas yang lebih tinggi, dan kualitas produk yang unggul. Seperti yang dirinci dalam Deoksidasi Ferro Silikon: Pemilihan Grade panduan komprehensif kami, pilihan paduan yang strategis memberikan keuntungan di seluruh rantai produksi baja. Untuk meninjau lini produk FeSi75 lengkap kami dengan spesifikasi kimia bersertifikat dan ukuran partikel yang tersedia untuk aplikasi spesifik Anda, kunjungi halaman produk FeSi75 Bright Alloys.