
Ferrosilikon (FeSi) adalah deoksidator andalan dalam Pembuatan Baja, kedua setelah aluminium dalam kemampuannya menghilangkan oksigen terlarut dari baja cair. Namun banyak produsen baja memperlakukan FeSi sebagai komoditas, mengabaikan perbedaan signifikan antar jenisnya — khususnya FeSi75 (75% Si) melawan FeSi72 (72% Si) — dan peran penting pengotor seperti aluminium dan kalsium. Perbedaan ini secara langsung memengaruhi pemulihan silikon, morfologi inklusi, dan kebersihan baja akhir.
Artikel ini memberikan panduan praktis untuk memilih jenis Ferrosilikon yang tepat, mengoptimalkan praktik penambahan untuk pemulihan maksimum, dan memahami bagaimana unsur pengotor memengaruhi kinerja Deoksidasi. Untuk aplikasi khusus, jenis tambahan seperti FeSi70 Dan FeSi65 juga tersedia untuk kebutuhan paduan tertentu.
Mengapa Ferro Silikon? Peran Silikon dalam Deoksidasi
Silikon adalah deoksidator kuat dengan afinitas yang kuat terhadap oksigen. Reaksi deoksidasinya adalah:
[Si] + 2[O] → SiO₂ (padat atau cair)
Berbeda dengan Deoksidasi aluminium yang menghasilkan inklusi alumina padat (Al₂O₃), Deoksidasi silikon menghasilkan silikon dioksida (SiO₂). Ketika dikombinasikan dengan mangan (seperti pada Deoksidasi SiMn), inklusi mangan silikat yang dihasilkan berbentuk cair pada suhu Pembuatan Baja, sehingga menawarkan flotasi dan pembuangan yang lebih baik. Silikon juga memberikan penguatan larutan padat pada produk baja akhir.
Ferrosilikon lebih disukai daripada logam silikon murni karena lebih ekonomis, memiliki titik leleh yang lebih rendah (~1300°C dibandingkan ~1414°C untuk Si murni), dan lebih mudah larut dalam baja cair.
FeSi75 vs FeSi72 vs Tingkat Lainnya: Memahami Perbedaannya
Jenis Ferrosilikon yang paling umum digunakan untuk Deoksidasi baja dibedakan berdasarkan kandungan silikonnya. Bright Alloys menawarkan rangkaian lengkap:
| Nilai | Kandungan Silikon | Aplikasi Umum | Karakteristik Utama |
|---|---|---|---|
| FeSi65 | minimal 65% Si | Baja dengan kandungan silikon rendah, inokulasi Pengecoran (opsi biaya lebih rendah) | Ekonomis untuk aplikasi dengan target Si yang tidak terlalu menuntut. |
| FeSi70 | minimal 70% Si | Deoksidasi baja secara umum, aplikasi yang sensitif terhadap biaya. | Pilihan seimbang antara ekonomi dan kandungan silikon. |
| FeSi72 | 72–75% Si | Kelas standar untuk sebagian besar baja karbon dan baja struktural. | Tersedia luas, nilai bagus untuk produksi massal. |
| FeSi75 | 75–80% Si | Deoksidasi premium, baja berkualitas tinggi, HSLA, baja pegas | Kandungan Si per kg yang lebih tinggi, dan seringkali pengotor yang lebih rendah, lebih disukai untuk aplikasi yang sensitif terhadap kualitas. |
| FeSi85 | minimal 85% Si | Baja khusus berkandungan silikon tinggi, baja listrik (volume lebih rendah) | Konsentrasi silikon maksimum, aplikasi khusus |
Kelas Khusus untuk Aplikasi Tertentu
Selain jenis Bongkahan standar, bentuk khusus tersedia untuk memenuhi kebutuhan proses yang unik:
- Bubuk FeSi68 — Bubuk halus untuk pengepresan briket, injeksi, atau pelarutan cepat; ideal untuk sistem injeksi sendok dan aplikasi yang membutuhkan pelepasan silikon yang cepat.
- FeSi76-79 dengan Kemurnian Tinggi untuk Baja Listrik — Kandungan aluminium, titanium, dan kalsium sangat rendah; penting untuk baja listrik berorientasi butir dan tidak berorientasi butir di mana sifat magnetiknya membutuhkan kemurnian yang luar biasa.
Kapan Memilih FeSi75
- Efisiensi silikon yang lebih tinggi: Kandungan Si yang lebih tinggi per kilogram Paduan mengurangi biaya pengiriman dan penanganan.
- Kandungan aluminium lebih rendah: Lebih disukai untuk baja di mana inklusi alumina menjadi masalah (misalnya, baja bantalan, kawat ban)
- Konsistensi yang lebih baik: Premi FeSi75 dari sumber terpercaya memiliki spesifikasi kimia yang lebih ketat.
- Hemat biaya untuk Deoksidasi massal: Tingkat penambahan yang lebih rendah mencapai target silikon yang sama.
Kapan Memilih FeSi72
- Aplikasi yang sensitif terhadap biaya: Seringkali harganya lebih rendah per ton (tetapi bandingkan biaya per Si efektif)
- Toleransi aluminium yang lebih tinggi: Dapat diterima untuk baja struktural umum di mana inklusi alumina kurang kritis.
- Persediaan yang tersedia: Beberapa wilayah memiliki konsistensi yang lebih tinggi. FeSi72 tersedianya
- Kadar kalsium lebih rendah: Mungkin lebih disukai untuk paduan khusus tertentu.
Kapan Memilih FeSi65 atau FeSi70
- Deoksidasi hemat biaya: Untuk baja karbon dengan spesifikasi silikon yang kurang ketat
- Inokulasi Pengecoran (tingkat Si yang lebih rendah): FeSi65 menawarkan sumber silikon yang hemat biaya untuk inokulasi besi abu-abu
- Target menengah: FeSi70 menjembatani kesenjangan antara ekonomi dan kinerja
Pemulihan Silikon: Menghitung dan Memaksimalkan Hasil
Pemulihan silikon adalah persentase silikon yang ditambahkan yang tetap berada dalam baja setelah Deoksidasi. Kehilangan terjadi melalui oksidasi menjadi terak, penguapan, dan reaksi dengan bahan tahan api pada sendok tuang. Target pemulihan tipikal:
- Praktik yang baik: Pemulihan 88–95%
- Praktik rata-rata: Pemulihan 82–88%
- Praktik yang buruk: Pemulihan 70–80%
Contoh perhitungan pemulihan: Untuk mencapai penambahan silikon sebesar 0,20% dalam peleburan baja 100 ton menggunakan FeSi75 (75% Si) pada pemulihan 90%:
- Target Si yang ditambahkan = 100.000 kg × 0,20% = 200 kg Si
- Jumlah FeSi75 yang dibutuhkan = 200 kg ÷ (75% × 90% pemulihan) = 200 ÷ 0,675 = 296 kg
- Jika tingkat pemulihan turun menjadi 80%, maka FeSi75 yang dibutuhkan meningkat menjadi 200 ÷ (0,75 × 0,80) = 333 kg (+12,5% konsumsi)
Faktor-faktor yang Mempengaruhi Pemulihan Silikon
| Faktor | Pengaruh terhadap Pemulihan | Strategi Optimasi |
|---|---|---|
| Tingkat FeO terak | Kandungan FeO yang tinggi (>5%) mengonsumsi silikon, mengurangi perolehan kembali sebesar 10-20%. | Minimalkan sisa terak oksidasi; kurangi FeO hingga <3% sebelum penambahan FeSi. |
| Suhu tambahan | Pemanasan berlebih (>100°C di atas suhu likuidus) meningkatkan oksidasi. | Tambahkan FeSi pada suhu 1600–1630°C untuk sebagian besar jenis baja. |
| Metode penjumlahan | Penambahan dengan sendok tuang menghasilkan pemulihan 85-92%; penambahan dengan aliran air menghasilkan pemulihan 90-95%. | Gunakan penambahan bertahap (akhir) bila memungkinkan; pastikan penetrasi yang dalam di bawah lapisan terak. |
| Sendok pengaduk | Pengadukan yang tidak memadai menyebabkan konsentrasi Si yang tinggi secara lokal dan hilangnya terak. | Aduk selama 3-5 menit setelah penambahan untuk memastikan homogenitas. |
| Ukuran dan bentuk partikel | Partikel halus yang berlebihan (<5 mm) akan teroksidasi sebelum larut, sehingga mengurangi perolehan sebesar 5-10%; bentuk Bubuk memerlukan penanganan khusus. | Tentukan FeSi dengan <5% partikel halus; untuk aplikasi Bubuk, gunakan Bubuk FeSi68 dalam briket atau sistem injeksi yang dirancang untuk partikel halus |
Peran Impuritas Aluminium dan Kalsium
Ferrosilikon selalu mengandung sejumlah kecil aluminium dan kalsium — biasanya masing-masing 0,5–2,0% tergantung pada proses produksinya (reduksi karbon-termal menggunakan kuarsa dan kokas). Pengotor ini bukan sekadar kontaminan; mereka secara aktif berpartisipasi dalam Deoksidasi dan pembentukan inklusi. Untuk aplikasi yang membutuhkan kemurnian tertinggi, seperti baja listrik, FeSi76-79 dengan kemurnian tinggi dengan kandungan Al dan Ti ultra-rendah tersedia.
Aluminium dalam FeSi
- Efek positif: Al merupakan deoksidator yang lebih kuat daripada Si. Al dalam FeSi memberikan daya Deoksidasi tambahan, seringkali mengurangi kebutuhan penambahan aluminium secara terpisah.
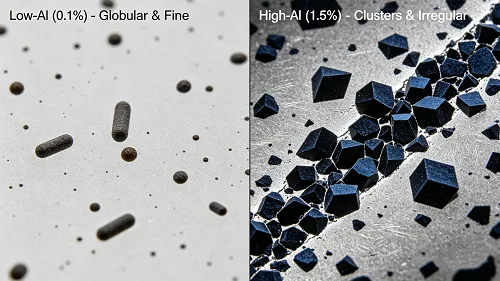
- Dampak negatif: Al menghasilkan inklusi alumina padat (Al₂O₃) yang sulit dihilangkan dan dapat menyebabkan penyumbatan nosel selama pengecoran kontinu.
- Untuk baja bersih: Tentukan FeSi rendah Al (<0,5% Al) untuk bantalan, tali ban, dan baja pegas. FeSi75 seringkali memiliki kandungan Al yang lebih rendah daripada FeSi72 standar.
- Untuk baja listrik: Aluminium sangat merusak sifat magnetik; tingkat kemurnian tinggi dengan Al < 0,1% sangat penting.
- Untuk baja pada umumnya: Kadar Al standar (0,5–1,5%) dapat diterima dan seringkali bermanfaat.
Kalsium dalam FeSi
- Efek positif: Ca memodifikasi inklusi alumina menjadi kalsium aluminat cair yang kurang berbahaya dan mengurangi penyumbatan nosel.
- Rentang optimal: 0,3–1,0% Ca memberikan modifikasi inklusi yang bermanfaat tanpa biaya berlebihan atau efek samping.
- Kelebihan Ca: Kadar di atas 1,5% dapat membentuk inklusi CaS (jika terdapat sulfur) dan meningkatkan viskositas terak.
- Untuk baja yang diberi perlakuan kalsium: Kadar kalsium FeSi standar biasanya sudah cukup; hindari perawatan berlebihan.
Penambahan Waktu dan Praktik Terbaik
Penambahan dengan Sendok Sayur (Tradisional)
- Pengaturan waktu: Tambahkan FeSi selama proses pengetapan setelah Deoksidasi parsial dengan aluminium (jika digunakan) atau setelah menambahkan SiMn.
- Penempatan: Tambahkan ke aliran penyadapan untuk pencampuran yang lebih baik; hindari meneteskannya ke lapisan terak padat.
- Harapan pemulihan: 85–90%
- Cocok untuk: Baja karbon umum, peleburan dalam jumlah besar, pengecoran tanpa pengumpan kawat.
- Nilai: FeSi72 atau FeSi75 dalam ukuran benjolan standar (10–50 mm)
Penambahan Aliran (Terlambat)
- Pengaturan waktu: Tambahkan FeSi ke aliran logam selama pemindahan dari sendok tuang ke wadah penampung (untuk pengecoran kontinu) atau selama pengisian cetakan (untuk pengecoran ingot).
- Peralatan: Pengumpan volumetrik atau penambahan manual
- Harapan pemulihan: 90–95%
- Cocok untuk: Baja berkualitas bersih, kontrol Deoksidasi presisi, meminimalkan reoksidasi.
- Nilai: FeSi75 atau FeSi85 untuk kebutuhan silikon tinggi
Aplikasi Bubuk dan Injeksi
- Aplikasi: Untuk sistem injeksi sendok tuang atau pengepresan briket yang membutuhkan ukuran partikel halus.
- Nilai yang digunakan: Bubuk FeSi68 dengan distribusi ukuran partikel yang terkontrol (biasanya <1 mm atau <150 μm)
- Keuntungan: Pelarutan cepat, kontrol penambahan yang tepat, cocok untuk sistem pemberian pakan otomatis.
- Harapan pemulihan: 85–92% (membutuhkan kedalaman injeksi dan aliran gas yang tepat)
Alur Kerja yang Dioptimalkan
- Ukur aktivitas oksigen: Gunakan sensor tombak untuk menentukan oksigen terlarut setelah pengambilan sampel (target 200-400 ppm jika menggunakan Deoksidasi primer FeSi)
- Hitung penjumlahan: Gunakan rumus pemulihan berdasarkan data historis untuk praktik Anda.
- Pilih kelas: Memilih FeSi72 untuk baja umum, FeSi75 untuk kualitas premium, atau FeSi76-79 dengan kemurnian tinggi untuk aplikasi baja listrik
- Tambahkan FeSi: Saat mengetuk atau ke dalam aliran untuk pemulihan terbaik
- Mengaduk: Pengadukan argon selama 3-5 menit (perlahan, jangan terlalu keras)
- Ukur ulang kadar oksigen: Periksa kadar oksigen residual (<30 ppm untuk baja yang telah diolah) dan sesuaikan jika diperlukan.
- Contoh soal kimia: Pastikan kandungan silikon sesuai dengan spesifikasi.
Panduan Pemilihan Berdasarkan Kelas Baja
| Kelas Baja | Tingkat FeSi yang Direkomendasikan | Target Si dalam Baja | Pertimbangan Khusus |
|---|---|---|---|
| Konstruksi / Besi Beton / Besi Beton | FeSi70 atau FeSi72 | 0,10–0,30% | Kadar Al/Ca standar dapat diterima; pemulihan 85-90% biasanya terjadi. |
| Struktural / HSLA | FeSi75 (lebih disukai yang rendah Al) | 0,15–0,40% | FeSi dengan kandungan Al rendah lebih disukai untuk HSLA dengan persyaratan ketahanan terhadap retak. |
| Baja pegas | FeSi75 rendah Al (<0,5% Al) | 1,5–2,5% | Kebersihan kritis — kandungan Si yang tinggi memerlukan pemulihan yang konsisten. |
| Baja bantalan | FeSi75 rendah Al (<0,5% Al) | 0,20–0,40% | Inklusi alumina tidak dapat diterima; FeSi rendah Al sangat penting. |
| Kawat baja ban | FeSi75 sangat rendah Al (<0,3% Al) | 0,15–0,30% | Kontrol inklusi yang ketat — tentukan FeSi rendah Al premium. |
| Baja listrik (GOES / NOES) | FeSi76-79 dengan kemurnian tinggi | 2,5–3,5% | Kandungan Al, Ti, dan Ca yang sangat rendah untuk sifat magnetik yang optimal; jenis FeSi standar tidak dapat memenuhi persyaratan ini. |
| Inokulasi Pengecoran (besi abu-abu) | FeSi65 atau FeSi72 standar | Sesuai kebutuhan (penambahan Inokulan biasanya 0,1-0,4%) | Sumber silikon yang ekonomis; sering digunakan sebagai dasar untuk inokulan khusus. |
Aplikasi Khusus: Baja Listrik dan Persyaratan Kemurnian Tinggi
Untuk baja listrik berorientasi butir (GOES) dan tidak berorientasi butir (NOES), jenis Ferrosilikon standar tidak dapat diterima. Impuritas aluminium, titanium, dan kalsium sangat menurunkan sifat magnetik dengan cara:
- Membentuk endapan halus yang menahan batas butir dan menghambat perkembangan tekstur Goss.
- Meningkatnya koersivitas dan kerugian histeresis
- Mengurangi permeabilitas magnetik dan induksi saturasi
Untuk aplikasi yang menuntut ini, FeSi76-79 dengan kemurnian tinggi Dirancang khusus dengan:
- Al < 0,05% (maksimum 500 ppm, biasanya <300 ppm)
- Ti < 0,02% (maksimum 200 ppm)
- Ca < 0,03% (maksimum 300 ppm)
- C < 0,02% (maksimum 200 ppm)
- Kandungan silikon yang konsisten (76-79%) untuk paduan yang presisi.
Penyelesaian Masalah Pemulihan Silikon Rendah
| Gejala | Kemungkinan Penyebab | Larutan |
|---|---|---|
| Tingkat pemulihan <80% secara konsisten | Kandungan FeO terak tinggi (>5%), partikel halus berlebihan, pencampuran buruk, pemilihan mutu yang salah. | Kurangi sisa terak pengoksidasi, tentukan FeSi dengan ukuran partikel halus rendah, tingkatkan pengadukan; pertimbangkan untuk beralih dari FeSi70 ke FeSi72 atau FeSi75 untuk pelarutan yang lebih baik |
| Pemulihan variabel (variasi panas ke panas yang tinggi) | Waktu atau penempatan penambahan yang tidak konsisten, kondisi terak yang bervariasi. | Standarisasi protokol penambahan, pantau FeO terak sebelum penambahan. |
| Kadar Si akhir rendah meskipun perhitungan penambahan sudah benar. | Pemulihan yang diremehkan, lelehan yang terlalu teroksidasi, suhu terlalu tinggi | Tingkatkan penambahan yang dihitung sebesar 5-10%, periksa suhu penyadapan (<1680°C) |
| Inklusi alumina tinggi | Kelebihan aluminium dalam FeSi atau penambahan Al secara terpisah | Beralih ke AI rendah FeSi75 tingkatkan, kurangi, atau hilangkan penambahan Al terpisah |
| Sifat magnetik yang buruk pada baja listrik | Pengotor (Al, Ti, Ca) dalam standar FeSi | Tingkatkan ke FeSi76-79 dengan kemurnian tinggi untuk aplikasi baja listrik |
Contoh Kasus: Peningkatan dari FeSi72 ke FeSi75
Pabrik baja struktural yang memproduksi 400.000 ton/tahun baja kelas HSLA digunakan FeSi72 dengan 1,8% Al dan 0,8% Ca. Meskipun pemulihan dapat diterima (86%), baja akhir menunjukkan gumpalan alumina sesekali yang menyebabkan keluhan pelanggan tentang kualitas permukaan pada Produk gulungan. Setelah beralih ke rendah Al FeSi75 (0,4% Al, 0,9% Ca) dengan target silikon yang sama:
- Peringkat inklusi alumina (ASTM E45) meningkat dari 1,5 menjadi 0,8 (penurunan sebesar 47%)
- Pemulihan silikon meningkat menjadi 91% (5 poin persentase lebih tinggi)
- Konsumsi FeSi bersih menurun 8% meskipun biaya grade lebih tinggi (lebih banyak Si per kg)
- Keluhan pelanggan terkait cacat permukaan turun 65%.
- Penghematan tahunan dari pengurangan konsumsi Paduan dan tingkat penolakan yang lebih rendah: $320.000
Contoh Kasus 2: Peningkatan Kemurnian Baja Listrik
Pabrik baja khusus yang memproduksi baja listrik non-orientasi (NOES) untuk laminasi motor kendaraan listrik mengalami nilai kerugian inti yang tidak konsisten (3,5–4,5 W/kg pada 1,5 T, 50 Hz) saat menggunakan standar. FeSi75 dengan 0,12% Al dan 0,03% Ti. Setelah beralih ke FeSi76-79 dengan kemurnian tinggi (Al < 0,03%, Ti < 0,008%), kehilangan inti stabil pada 3,2–3,5 W/kg — peningkatan 18% yang memungkinkan pabrik tersebut memenuhi spesifikasi efisiensi premium untuk motor traksi EV.
Pelajarannya: FeSi75 premium dan jenis khusus dengan kemurnian tinggi seringkali memberikan keuntungan yang sepadan dengan harganya melalui peningkatan pemulihan, kualitas, dan kinerja — Paduan termurah tidak selalu yang paling hemat biaya.
Ferrosilikon tetap menjadi deoksidator penting untuk sebagian besar jenis baja, tetapi memaksimalkan nilainya membutuhkan pemilihan jenis baja yang cermat — mulai dari FeSi65 untuk penggunaan Pengecoran yang ekonomis FeSi75 untuk baja kelas premium FeSi76-79 dengan kemurnian tinggi untuk baja listrik. Pengendalian pengotor (Al, Ca), praktik penambahan yang dioptimalkan, dan pemilihan grade yang tepat sangat penting untuk mengurangi konsumsi Paduan, meningkatkan kebersihan baja, dan menurunkan biaya produksi. Bright Alloys menyediakan rangkaian lengkap jenis ferro silikon — FeSi65, Bubuk FeSi68, FeSi70, FeSi72, FeSi75, FeSi85, Dan FeSi76-79 dengan kemurnian tinggi untuk baja listrik — dengan bahan kimia bersertifikat dan ukuran yang disesuaikan untuk penambahan sendok tuang atau aliran, didukung oleh dukungan metalurgi untuk mengoptimalkan praktik Deoksidasi Anda.