
La produzione di lingotti di alluminio è un'attività ad alto volume e sensibile ai margini, dove ogni punto percentuale di resa è importante. Eppure, molte fonderie perdono il 5-15% del loro metallo in loppa, scartano il 2-5% dei lingotti per porosità da idrogeno o difetti superficiali e faticano a mantenere la costanza compositiva tra le colate. Queste perdite non sono inevitabili: sono risolvibili attraverso una pratica di fusione disciplinata, un corretto flussaggio e degasaggio e un controllo preciso della lega.
Questo articolo fornisce strategie pratiche e comprovate per massimizzare resa e qualità nella colata di lingotti di alluminio, concentrandosi sulle tre leve critiche: riduzione della loppa, eliminazione della porosità da idrogeno e costanza della composizione chimica.
I Tre Pilastri della Qualità del Lingotto di Alluminio
Una produzione di successo di lingotti di alluminio si basa su tre pilastri di qualità interconnessi:
- Formazione minima di loppa — preservare il metallo che altrimenti diventerebbe scarto
- Assenza di porosità — eliminare i vuoti indotti dall'idrogeno che causano problemi di rifusione e reclami da parte dei clienti
- Chimica costante — rispettare i limiti di specifica colata dopo colata con variazione minima
Ogni pilastro richiede pratiche specifiche, ma insieme formano un sistema di qualità integrato.
Pilastro #1: Ridurre la Formazione di Loppa
La loppa — lo strato ricco di ossidi che si forma sull'alluminio fuso — rappresenta la più grande fonte di perdita di metallo nelle fonderie di alluminio. A seconda della lega, del tipo di forno e della pratica, la generazione di loppa varia dall'1% a oltre il 10% del peso del fuso. La loppa è composta da ossido di alluminio (Al₂O₃) e alluminio metallico intrappolato. La chiave è ridurre al minimo la porzione metallica recuperata dalla loppa e prevenirne del tutto la formazione.
Meccanismi di Formazione della Loppa
- Ossidazione superficiale: L'alluminio fuso reagisce con l'atmosfera del forno formando una pellicola di Al₂O₃
- Turbolenza: Spruzzi e agitazione durante la carica, la mescolazione e la spillatura intrappolano aria e aumentano l'ossidazione
- Temperatura: Temperature più elevate accelerano l'ossidazione in modo esponenziale — ogni 50°C sopra il minimo aumenta la loppa del 30-50%
- Impurità: Il magnesio e altri elementi reattivi aumentano la tendenza alla formazione di loppa
Strategie Comprovate per la Riduzione della Loppa
- Utilizzare flussi di copertura (flusso salino): Uno strato di flusso salino (miscela NaCl-KCl con aggiunte di fluoruri) sulla superficie del fuso separa l'alluminio dall'aria, riducendo l'ossidazione. Applicare 3-8 kg per tonnellata di fuso.
- Minimizzare la temperatura del forno: Operare alla temperatura più bassa possibile per la lega. Per la maggior parte delle leghe da colata, mantenere a 700-730°C piuttosto che a 750-780°C.
- Evitare mescolazioni non necessarie: Ogni ciclo di mescolazione rompe la pellicola protettiva di ossido e genera nuova superficie per l'ossidazione. Mescolare solo quando necessario per la regolazione della composizione o l'uniformità della temperatura.
- Utilizzare inertizzazione con gas: Per leghe di alto valore, inertizzare il forno con azoto o argon per spostare l'ossigeno. Ciò può ridurre la loppa del 40-60%.
- Trattamento della loppa: Utilizzare una pressa per loppa o un forno rotativo a sale per recuperare il 60-80% dell'alluminio metallico dalla loppa generata.

Pilastro #2: Controllo della Porosità da Idrogeno
La porosità da idrogeno è il difetto interno più comune nelle colate di alluminio. L'idrogeno si dissolve facilmente nell'alluminio fuso (solubilità ~0,65 cm³/100g a 700°C) ma è virtualmente insolubile nell'alluminio solido (solubilità ~0,036 cm³/100g a 660°C). Mentre l'alluminio solidifica, l'idrogeno in eccesso forma bolle di gas che rimangono intrappolate come porosità. Questi vuoti riducono le proprietà meccaniche, creano perdite nelle colate a tenuta di pressione e causano vesciche superficiali durante il trattamento termico.
Fonti di Idrogeno
- Vapore acqueo: La fonte primaria — da aria umida, rottame bagnato, umidità nei flussi o refrattari umidi
- Contaminazione da idrocarburi: Olio, grasso o residui organici sul rottame di carica
- Ossidi idrati: L'idrossido di alluminio sulle superfici del rottame rilascia vapore acqueo quando riscaldato
Metodi Efficaci di Degasaggio
| Metodo | Riduzione Tipica dell'Idrogeno | Ideale Per | Limitazioni |
|---|---|---|---|
| Degasaggio con lancia (N₂ o Ar) tramite lancia di grafite | Riduzione del 40–60% | Forni piccoli, operazioni in batch | Incostante, dipendente dall'operatore |
| Degasaggio con rotore a palette | Riduzione del 70–90% | Forni medi e grandi, colata continua | Costo dell'attrezzatura più elevato, risultati eccellenti |
| Degasaggio in linea (rotativo o con tappo poroso) | Riduzione del 75–90% | Colata continua ad alto volume | Ad alta intensità di capitale, richiede sistema di canali |
Migliori pratiche per il degasaggio rotativo: Utilizzare argon (preferito) o azoto a 10–20 L/min per 10–20 minuti a seconda delle dimensioni del bagno. Mantenere la velocità del rotore a 300–500 giri/min. Dopo il degasaggio, attendere 5–10 minuti per far salire le bolle e far fuoriuscire l'idrogeno prima della colata.
Misurazione dell'idrogeno in linea
Non puoi controllare ciò che non misuri. Investi in analizzatori di idrogeno in linea (es. ALSCAN, ALSPEK o test a pressione ridotta) per verificare i livelli di idrogeno prima della colata. Livelli target:
- Premium per aerospaziale/automotive: <0,10 mL/100g Al
- Getti per ingegneria generale: <0,15 mL/100g Al
- Lingotti per rifusione: <0,20 mL/100g Al
Pilastro #3: Composizione Chimica Costante
Rispettare i limiti di specifica per gli elementi di lega (Si, Fe, Cu, Mn, Mg, Zn, Ti, ecc.) con una variazione minima è essenziale per l'accettazione da parte del cliente e per la lavorazione a valle. La costanza richiede un'aggiunta precisa di leghe madri e un trattamento efficace del bagno.
Migliori Pratiche per l'Aggiunta di Leghe Madri
Leghe madri (es. AlSi, AlCu, AlMn, AlTiB, AlSr) forniscono un'aggiunta efficiente e accurata degli elementi di lega rispetto ai metalli puri. Le migliori pratiche includono:
- Preriscaldare le leghe madri a 200–300°C prima dell'aggiunta per evitare shock termici e umidità
- Aggiungere alla temperatura corretta: 720–750°C per la maggior parte delle leghe madri; temperature più elevate aumentano l'ossidazione, temperature più basse rallentano la dissoluzione
- Mescolare accuratamente dopo l'aggiunta — 5–10 minuti di agitazione meccanica o elettromagnetica garantiscono l'omogeneità
- Campionare e verificare prima della colata; prelevare campioni da almeno tre punti del forno
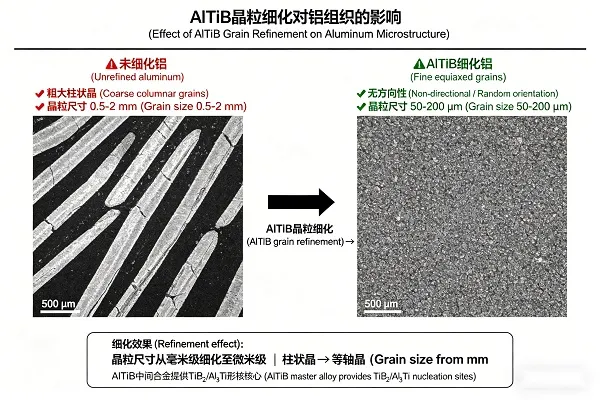
Affinamento del Grano con AlTiB
Lega madre AlTiB (alluminio-titanio-boro) è lo standard industriale per l'affinamento del grano nelle leghe di alluminio. Grani fini ed equiassici migliorano l'alimentazione, riducono le cricche a caldo e migliorano le proprietà meccaniche. Dosaggi tipici:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/tonnellata per applicazioni generali
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 kg/tonnellata per maggiore sensibilità al boro
- Aggiungere durante la colata (in linea) o 5–10 minuti prima della colata (forno)
- Evitare il sovratrattamento — Ti o B eccessivi possono formare intermetallici grossolani
Modifica del Silicio Eutettico (Leghe Al-Si)
Per le leghe da colata Al-Si (es. A356, A380), la modifica con stronzio (AlSr10) o sodio trasforma le scaglie di silicio grossolane e fragili in silicio eutettico fibroso fine, migliorando notevolmente la duttilità. Migliori pratiche:
- Aggiunta di AlSr10: 0,2–0,5 kg/tonnellata (target 100–300 ppm Sr)
- Aggiungere dopo il degasaggio (lo stronzio può reagire con i gas di degasaggio)
- Lo sbiadimento avviene in 30–60 minuti — colare prontamente dopo la modifica
Flusso di Lavoro Integrato per la Pratica di Fusione
Per una qualità costante dei lingotti di alluminio, seguire questa sequenza collaudata:
- Preparazione della carica: Rottame e alluminio primario asciutti e puliti. Rimuovere olio, vernice e contaminazione organica.
- Fusione: Minimizzare il surriscaldamento — fondere a 720–740°C, evitare di superare i 760°C.
- Aggiunta del flusso di copertura: Aggiungere flusso di copertura salino (3–5 kg/tonnellata) immediatamente dopo la fusione per prevenire l'ossidazione.
- Legatura: Aggiungere le leghe madri (AlSi, AlCu, AlMn, ecc.) a 730–750°C con agitazione accurata.
- Campionamento e analisi: Verificare la composizione; regolare se necessario.
- Degasaggio: Degasaggio rotativo con argon per 10–20 minuti. Misurare l'idrogeno successivamente.
- Affinamento del grano: Aggiungere AlTiB (1–2 kg/tonnellata) entro 10 minuti dalla colata.
- Modifica (se lega Al-Si): Aggiungere AlSr10 (0,2–0,5 kg/tonnellata) dopo il degasaggio, colare entro 30 minuti.
- Schiumatura finale: Rimuovere la loppa immediatamente prima della colata.
- Colata: Mantenere una temperatura e una velocità di colata costanti.
Difetti Comuni e Azioni Correttive
| Difetto | Indicazione Visiva/Sensoriale | Causa Principale | Azione Correttiva |
|---|---|---|---|
| Loppa di ossido (eccessiva) | Strato di loppa spesso e secco; basso recupero | Alta temperatura, esposizione all'aria, nessun flusso di copertura | Ridurre la temperatura, aggiungere flusso di copertura, utilizzare copertura di gas inerte |
| Porosità da idrogeno | Micropori sulla superficie di frattura o radiografia | Rottame umido, atmosfera umida, degasaggio insufficiente | Preriscaldare il rottame, asciugare i flussi, degasaggio rotativo con argon, misurazione H₂ in linea |
| Struttura a grana grossolana | Grani colonnari grandi sulla superficie incisa | Nessun affinamento del grano, bassa velocità di raffreddamento | Aggiungere lega madre AlTiB (1–2 kg/tonnellata) |
| Vesciche superficiali | Vescica dopo il trattamento termico | Idrogeno disciolto che si espande durante il trattamento in soluzione | Ridurre l'idrogeno prima della colata, verificare con test a pressione ridotta |
| Composizione fuori specifica | Chimica al di fuori dei limiti del cliente | Scarsa miscelazione, aggiunta errata di lega madre, segregazione | Migliorare l'agitazione, leghe madri preriscaldate, verificare con spettrometro |
Caso Studio: Trasformare la Resa dall'88% al 95%
Una fonderia secondaria di alluminio che produce 40.000 tonnellate/anno di lingotti in lega A356 operava con una resa di fusione dell'88% — il 12% perso in loppa e altri fattori. Dopo aver implementato un programma di miglioramento completo che includeva:
- Applicazione del flusso di copertura salino aumentata da 2 a 6 kg/tonnellata
- Temperatura del forno ridotta da 760°C a 720°C come temperatura di mantenimento
- Degasaggio rotativo sostituito al degasaggio con lancia
- Affinamento del grano con AlTiB standardizzato
- Pressatura della loppa implementata per recuperare il metallo dalla loppa
Risultati dopo sei mesi:
- Resa di fusione aumentata dall'88% al 94,5% (miglioramento del 6,5%)
- Metallo vendibile aggiuntivo annuo: 2.600 tonnellate
- Rifiuti del cliente per porosità scesi dal 4,2% allo 0,7%
- Risparmio annuo: 4,5 milioni di dollari ai prezzi correnti dell'alluminio
- Periodo di ammortamento per degasatore e pressa per loppa: 8 mesi
Massimizzare la resa e la qualità nella produzione di lingotti di alluminio richiede un'attenzione sistematica alla riduzione della loppa, al controllo dell'idrogeno e alla costanza compositiva. Implementando le migliori pratiche qui descritte — flussi di copertura, temperature ridotte, degasaggio efficace, precisione delle leghe madri e affinamento del grano — le fonderie di alluminio possono ridurre le perdite di metallo, eliminare i difetti di porosità e fornire lingotti che soddisfano le specifiche più esigenti. Bright Alloys fornisce leghe madri di alluminio (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), affinatori di grano e flussi di degasaggio per supportare ogni aspetto della produzione di lingotti di alluminio di alta qualità.