
La produzione di lingotti di alluminio è un'attività ad alto volume e ad alto margine di profitto, dove ogni punto percentuale di resa conta. Eppure, molte fonderie perdono dal 5 al 15% del metallo a causa delle scorie, scartano il 2-5% dei lingotti per porosità da idrogeno o difetti superficiali e faticano a mantenere la consistenza della composizione tra le diverse colate. Queste perdite non sono inevitabili: possono essere evitate attraverso una pratica di fusione rigorosa, un corretto utilizzo di fondenti e degassamento e un controllo preciso della composizione della lega.
Questo articolo fornisce strategie pratiche e collaudate per massimizzare la resa e la qualità nella fusione di lingotti di alluminio, concentrandosi su tre leve fondamentali: riduzione delle scorie, eliminazione della porosità da idrogeno e uniformità della composizione chimica.
I tre pilastri della qualità dei lingotti di alluminio
La produzione di successo di lingotti di alluminio si basa su tre pilastri qualitativi interconnessi:
- Formazione minima di scorie — preservare il metallo che altrimenti diventerebbe rifiuto
- Assenza di porosità — eliminazione dei vuoti indotti dall'idrogeno che causano problemi di rifusione e scarti da parte dei clienti
- Chimica costante — il rispetto dei limiti di specifica riscaldamento dopo riscaldamento con variazioni minime
Ciascun pilastro richiede pratiche specifiche, ma insieme formano un sistema di qualità integrato.
Pilastro n. 1: Riduzione della formazione di scorie
Le scorie, ovvero lo strato ricco di ossido che si forma sull'alluminio fuso, rappresentano la principale causa di perdita di metallo negli impianti di fusione dell'alluminio. A seconda della Lega, del tipo di forno e delle procedure adottate, la quantità di scorie prodotte varia dall'1% a oltre il 10% del peso del metallo fuso. Le scorie sono composte da ossido di alluminio (Al₂O₃) e alluminio metallico intrappolato. L'obiettivo principale è ridurre al minimo la quantità di metallo recuperata dalle scorie e, se possibile, prevenirne del tutto la formazione.
Meccanismi di formazione delle scorie
- Ossidazione superficiale: L'alluminio fuso reagisce con l'atmosfera del forno per formare una pellicola di Al₂O₃
- Turbolenza: Gli schizzi e l'agitazione durante il caricamento, la miscelazione e la picchiettatura intrappolano l'aria e aumentano l'ossidazione
- Temperatura: Temperature più elevate accelerano l'ossidazione in modo esponenziale: ogni 50°C al di sopra del minimo aumenta le scorie del 30-50%.
- Impurità: Il magnesio e altri elementi reattivi aumentano la tendenza alla formazione di scorie.
Strategie comprovate per la riduzione delle scorie
- Utilizzare flussi di copertura (flussi salini): Uno strato di fondente salino (miscela di NaCl-KCl con aggiunta di fluoruri) sulla superficie del metallo fuso separa l'alluminio dall'aria, riducendo l'ossidazione. Applicare da 3 a 8 kg per tonnellata di metallo fuso.
- Ridurre al minimo la temperatura del forno: Eseguire il processo alla temperatura più bassa possibile per la Lega. Per la maggior parte delle leghe da fusione, mantenere una temperatura di 700–730 °C anziché di 750–780 °C.
- Evitare di mescolare inutilmente: Ogni ciclo di agitazione rompe lo strato protettivo di ossido e genera una nuova superficie per l'ossidazione. Agitare solo quando necessario per regolare la composizione o uniformare la temperatura.
- Utilizzare gas inerte come involucri: Per le leghe di alto valore, è consigliabile avvolgere il forno con azoto o argon per eliminare l'ossigeno. Questo può ridurre le scorie del 40-60%.
- Trattamento delle scorie: Utilizzare una pressa per scorie o un forno rotante per sali per recuperare il 60-80% dell'alluminio metallico dalle scorie prodotte.

Pilastro n. 2: Controllo della porosità dell'idrogeno
La porosità da idrogeno è il difetto interno più comune nelle fusioni di alluminio. L'idrogeno si dissolve facilmente nell'alluminio fuso (solubilità ~0,65 cm³/100 g a 700 °C) ma è praticamente insolubile nell'alluminio solido (solubilità ~0,036 cm³/100 g a 660 °C). Quando l'alluminio solidifica, l'idrogeno in eccesso forma bolle di gas che rimangono intrappolate, causando porosità. Questi vuoti riducono le proprietà meccaniche, creano perdite nelle fusioni a tenuta di pressione e provocano la formazione di bolle superficiali durante il trattamento termico.
Fonti di idrogeno
- Vapore acqueo: La fonte primaria proviene da aria umida, rottami bagnati, umidità nei flussi o refrattari umidi.
- Contaminazione da idrocarburi: Olio, grasso o residui organici sul carico di rottame
- Ossidi idrati: L'idrossido di alluminio presente sulle superfici di scarto rilascia vapore acqueo quando riscaldato.
Metodi di degassamento efficaci
| Metodo | Riduzione tipica dell'idrogeno | Ideale per | Limitazioni |
|---|---|---|---|
| Degassamento della lancia (N₂ o Ar) attraverso una lancia di grafite | riduzione del 40-60% | Forni di piccole dimensioni, operazioni a lotti | Incoerente, dipendente dall'operatore |
| Degassamento della girante rotante | riduzione del 70-90% | Forni di medie e grandi dimensioni, colata continua | Costi delle attrezzature più elevati, risultati eccellenti |
| Degassamento in linea (a tappo rotante o poroso) | riduzione del 75-90% | Colata continua ad alto volume | Richiede ingenti capitali e un sistema di riciclaggio. |
Procedure ottimali per la degassificazione rotativa: Utilizzare argon (preferibile) o azoto a 10–20 L/min per 10–20 minuti a seconda della granulometria della fusione. Mantenere la velocità dell'agitatore tra 300 e 500 giri/min. Dopo il degassamento, attendere 5–10 minuti affinché le bolle risalgano e l'idrogeno fuoriesca prima della colata.
Misurazione online dell'idrogeno
Non si può controllare ciò che non si può misurare. Investite in analizzatori di idrogeno online (ad esempio, ALSCAN, ALSPEK o test a pressione ridotta) per verificare i livelli di idrogeno prima della colata. Livelli target:
- Settore aerospaziale/automobilistico di alta gamma: <0,10 mL/100 g Al
- Fusioni per ingegneria generale: <0,15 mL/100 g Al
- Lingotto da rifondere: <0,20 mL/100 g Al
Pilastro n. 3: Composizione chimica costante
Il rispetto dei limiti di specifica per gli elementi di Lega (Si, Fe, Cu, Mn, Mg, Zn, Ti, ecc.) con variazioni minime è essenziale per l'accettazione da parte del cliente e per i processi a valle. La costanza richiede un'aggiunta precisa della Lega madre e un trattamento efficace del fuso.
Migliori pratiche per l'aggiunta di leghe master
Leghe madri (ad esempio AlSi, AlCu, AlMn, AlTiB, AlSr) consentono un'aggiunta efficiente e precisa di elementi di lega rispetto ai metalli puri. Le migliori pratiche includono:
- Leghe master di preriscaldamento a 200–300 °C prima dell'aggiunta per evitare shock termici e umidità
- Aggiungere alla temperatura corretta: 720–750 °C per la maggior parte delle leghe madri; temperature più elevate aumentano l'ossidazione, temperature più basse rallentano la dissoluzione.
- Mescolare accuratamente dopo l'aggiunta — 5-10 minuti di agitazione meccanica o elettromagnetica garantiscono l'omogeneità
- Campionare e verificare Prima della colata, prelevare campioni da almeno tre punti diversi del forno.
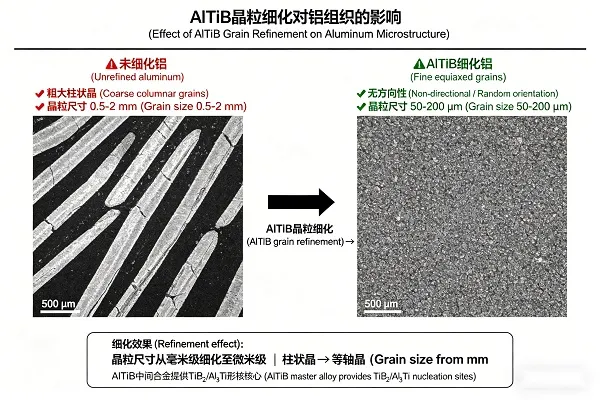
Affinamento del grano con AlTiB
Lega madre AlTiB (alluminio-titanio-boro) è lo standard industriale per l'affinamento della grana nelle leghe di alluminio. Grani fini ed equiassiali migliorano l'alimentazione, riducono la formazione di cricche a caldo e migliorano le proprietà meccaniche. Tassi di aggiunta tipici:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/tonnellata per applicazioni generali
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 kg/tonnellata per una maggiore sensibilità al boro
- Aggiungere durante la colata (in linea) o 5-10 minuti prima della colata (in forno).
- Evitare il sovratrattamento: un eccesso di Ti o B può formare intermetallici grossolani
Modifica del silicio eutettico (leghe Al-Si)
Per leghe di fusione Al-Si (ad esempio, A356, A380), modifica dello stronzio (AlSr10) o del sodio Trasforma le scaglie di silicio grossolane e fragili in silicio eutettico fibroso fine, migliorando drasticamente la duttilità. Buone pratiche:
- Aggiunta di AlSr10: 0,2–0,5 kg/tonnellata (obiettivo 100–300 ppm Sr)
- Aggiungere dopo la degassificazione (lo stronzio può reagire con i gas di degassificazione).
- Lo sbiadimento avviene nell'arco di 30-60 minuti: procedere immediatamente alla modifica.
Flusso di lavoro integrato per le pratiche di fusione
Per ottenere lingotti di alluminio di qualità costante, segui questa procedura collaudata:
- Preparazione dell'accusa: Rottami e alluminio primario asciutti e puliti. Rimuovere olio, vernice e contaminanti organici.
- Fusione: Ridurre al minimo il surriscaldamento: fondere a 720–740 °C, evitando di superare i 760 °C.
- Aggiunta del flusso di copertura: Aggiungere immediatamente dopo la fusione un fondente di copertura salina (3–5 kg/tonnellata) per prevenire l'ossidazione.
- Lega: Aggiungere le leghe madri (AlSi, AlCu, AlMn, ecc.) a 730–750 °C mescolando accuratamente.
- Campionamento e analisi: Verificare la composizione; apportare le modifiche necessarie.
- Degassamento: Degassare con argon tramite un sistema rotativo per 10-20 minuti. Misurare successivamente il contenuto di idrogeno.
- Raffinazione dei cereali: Aggiungere AlTiB (1–2 kg/tonnellata) entro 10 minuti dalla colata.
- Modifica (se Lega Al-Si): Aggiungere AlSr10 (0,2–0,5 kg/tonnellata) dopo la degassificazione e procedere alla colata entro 30 minuti.
- Ultimo sguardo veloce: Rimuovere immediatamente le scorie prima della colata.
- Casting: Mantenere costanti la temperatura e la velocità di versamento.
Difetti comuni e azioni correttive
| Difetto | Indicazione visiva/sensoriale | Causa ultima | Azione correttiva |
|---|---|---|---|
| Scorie di ossido (eccessive) | Strato spesso e secco di scorie; basso recupero | Alta temperatura, esposizione all'aria, nessun flusso di copertura | Ridurre la temperatura, aggiungere flusso di copertura, utilizzare una coperta di gas inerte |
| Porosità dell'idrogeno | Fori sulla superficie di frattura o sulla radiografia | Rottami umidi, atmosfera umida, degassamento insufficiente | Preriscaldare gli scarti, essiccare i flussi, degassare rotativamente con argon, misurare l'H₂ in linea |
| Struttura a grana grossa | Grandi grani colonnari sulla superficie incisa | Nessuna raffinazione del grano, bassa velocità di raffreddamento | Aggiungere la Lega madre AlTiB (1–2 kg/tonnellata) |
| Formazione di vesciche sulla superficie | Vescica dopo il trattamento termico | L'idrogeno disciolto si espande durante il trattamento della soluzione. | Ridurre l'idrogeno prima della fusione, verificare con una prova a pressione ridotta. |
| Composizione fuori pietra | Chimica al di fuori dei limiti del cliente | Miscelazione inadeguata, aggiunta errata della Lega madre, segregazione | Agitazione migliorata, leghe madri preriscaldate, verifica con spettrometro |
Esempio pratico: Trasformazione della resa produttiva dall'88% al 95%
Un impianto di fusione secondaria di alluminio, con una produzione annua di 40.000 tonnellate di lingotti di Lega A356, operava con una resa di fusione dell'88%, con una perdita del 12% dovuta a scorie e altri fattori. Dopo l'implementazione di un programma di miglioramento completo che includeva:
- L'applicazione del flusso di copertura salina è stata aumentata da 2 a 6 kg/tonnellata.
- Temperatura del forno ridotta da 760 °C a 720 °C (temperatura di mantenimento)
- La degassificazione rotativa ha sostituito la degassificazione a lancia
- Standardizzazione della raffinazione del grano AlTiB
- Pressatura delle scorie implementata per recuperare il metallo dalle scorie
Risultati dopo sei mesi:
- La resa di fusione è aumentata dall'88% al 94,5% (un miglioramento del 6,5%).
- Metallo aggiuntivo vendibile annuo: 2.600 tonnellate
- I prodotti scartati dai clienti a causa della porosità sono diminuiti dal 4,2% allo 0,7%.
- Risparmio annuo: 4,5 milioni di dollari ai prezzi attuali dell'alluminio.
- Periodo di ammortamento per degassatore e pressa per scorie: 8 mesi
Per massimizzare la resa e la qualità nella produzione di lingotti di alluminio è necessaria un'attenzione sistematica alla riduzione delle scorie, al controllo dell'idrogeno e alla consistenza della composizione. Implementando le migliori pratiche qui descritte — flussi di copertura, temperature ridotte, degassamento efficace, precisione della Lega madre e affinamento del grano — le fonderie di alluminio possono ridurre la perdita di metallo, eliminare i difetti di porosità e fornire lingotti che soddisfano le specifiche più esigenti. Bright Alloys fornisce leghe madri di alluminio (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), affinatori di grano e flussi di degassamento per supportare ogni aspetto della produzione di lingotti di alluminio di alta qualità.