
L'inoculazione è probabilmente lo strumento più potente, eppure sottovalutato, nella Fonderia di ghisa. Una fusione correttamente inoculata trasforma la ghisa fragile e soggetta alla formazione di carburi in un getto lavorabile, resistente e affidabile, con una morfologia della grafite controllata. Un'inoculazione inadeguata, o addirittura assente, porta a raffreddamento rapido, ritiro, durezza non uniforme e difficoltà di lavorazione che fanno lievitare i costi e gli scarti.
Questa guida completa esplora la scienza e la pratica dell'inoculazione moderna della ghisa. Imparerai come funziona l'inoculazione, quali inoculanti sono più adatti per applicazioni specifiche e come implementare tecniche che eliminano il raffreddamento, riducono il ritiro e garantiscono una grafite di tipo A uniforme in ogni fusione.
Nozioni fondamentali: cos'è la vaccinazione e perché è importante?
L'inoculazione consiste nell'aggiunta di piccole quantità di materiali (tipicamente ferroleghe a base di silicio contenenti elementi attivi come calcio, bario, stronzio o terre rare) alla ghisa fusa immediatamente prima della colata. Gli obiettivi principali sono:
- Aumentare i siti di nucleazione della grafite — creazione di particelle di grafite più numerose e più piccole per migliorare le proprietà meccaniche
- Prevenire la formazione di carburi (freddo) — eliminazione dei carburi di ferro duri e fragili nelle sezioni sottili
- Controllo della morfologia della grafite — promozione della grafite di tipo A (a scaglie uniformi) nella ghisa grigia o elevata nodularità nella ghisa sferoidale.
- Ridurre la sensibilità della sezione — minimizzare la variazione delle proprietà tra sezioni di fusione spesse e sottili
- Diminuire la porosità da restringimento — attraverso la precipitazione di grafite espansa durante la solidificazione
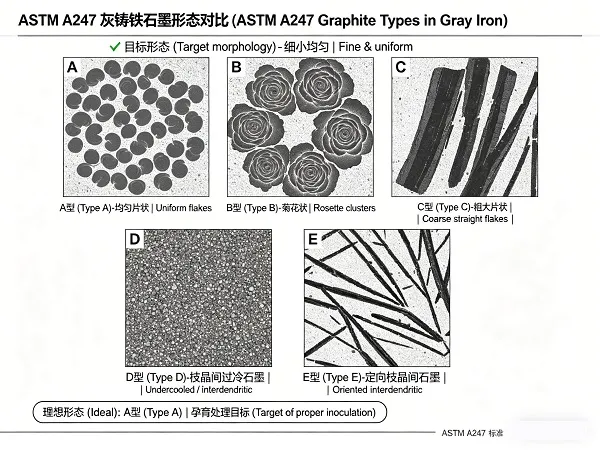
Comprensione della morfologia della grafite: dai tipi A alla E
La morfologia della grafite nella ghisa determina direttamente le proprietà meccaniche, la lavorabilità e le prestazioni. Lo standard ASTM A247 classifica i tipi di grafite lamellare:
| Tipo di grafite | Descrizione | Causa tipica | Effetto sulle proprietà |
|---|---|---|---|
| Tipo A | Fiocchi con distribuzione uniforme e orientamento casuale | Inoculazione corretta, raffreddamento controllato | Ottima lavorabilità, resistenza costante, struttura desiderata |
| Tipo B | Gruppi di rosette con grafite fine al centro | Sotto-inoculazione moderata | Resistenza alla trazione ridotta, durezza variabile |
| Tipo C | Grafite di Kish (scaglie grandi e grossolane) | Equivalente di carbonio eccessivamente elevato | Scarse proprietà meccaniche, imprevedibile |
| Tipo D | Grafite direzionale fine sottoraffreddata | Grave sotto-inoculazione, raffreddamento rapido | Duro, difficile da lavorare, fragile |
| Tipo E | Grafite interdendritica direzionale | Inoculazione bassa, sottoraffreddamento moderato | Resistenza ridotta, variazione direzionale delle proprietà |
La grafite di tipo A è l'obiettivo per la maggior parte delle applicazioni in ghisa grigia. Ottenere costantemente il tipo A richiede Selezione appropriata dell'inoculo, dosi di aggiunta corrette e pratiche di inoculazione tardiva efficaci..
Il meccanismo: come funziona la vaccinazione
L'inoculazione funziona introducendo substrati di nucleazione eterogenei per la precipitazione della grafite. I nucleanti più efficaci sono composti refrattari, in genere ossidi, solfuri, carburi e nitruri di calcio, bario, stronzio, alluminio ed elementi delle terre rare. Quando queste particelle si disperdono nella massa fusa, forniscono interfacce a bassa energia per la precipitazione della grafite durante la solidificazione.
Senza inoculazione, la grafite nuclea su un numero inferiore di siti, portando a scaglie grossolane e non uniformi (tipi B/D/E) o a carburi massicci (freddo). effetto di dissolvenza — la graduale perdita di siti di nucleazione nel tempo — significa che l'inoculazione deve essere eseguita il più vicino possibile alla colatura, in genere entro 5-10 minuti dal riempimento dello stampo.
Tipologie di inoculanti: scegliere lo strumento giusto per ogni esigenza.
Gli inoculanti moderni sono molto più sofisticati del semplice ferrosilicio. Ogni tipo offre vantaggi specifici per diverse applicazioni:
Inoculante standard al ferrosilicio (FeSi).
Composizione: 74–75% Si, resto Fe, tracce di Al, Ca
Ideale per: Ghisa grigia generica, applicazioni meno impegnative, fonderie attente al budget
Limitazioni: Sbiadimento rapido, controllo del freddo limitato nelle sezioni sottili
Inoculo di ferrosilicio-bario (FeSiBa)
Composizione: 70–75% Si, 1–6% Ba, 0,5–2% Al, 0,5–2% Ca
Ideale per: ghisa grigia con sezioni pesanti, tempi di mantenimento prolungati, riduzione del ritiro
Vantaggi: Eccellente resistenza allo sbiadimento (fino a 15-20 minuti), potente eliminazione del freddo, porosità di restringimento ridotta. Il bario promuove la nucleazione stabile e precipitazione di grafite espansa che alimenta il ritiro da solidificazione. Disponibile nei seguenti gradi: Ba 1-2%, Ba 2-4%, E Ba 4-6% per requisiti di prestazioni sempre più elevati.
Inoculo di ferrosilicio-calcio (FeSiCa)
Composizione: 70–75% Si, 0,5–3% Ca, 0,5–2% Al
Ideale per: Ghisa duttile post-inoculazione, ghisa grigia con problemi di freddo
Vantaggi: Potente azione di eliminazione del freddo, forte nucleazione, ideale per getti a sezione sottile. Il calcio agisce anche come desolforante.
Inoculo di ferrosilicio-stronzio (FeSiSr)
Composizione: 73–77% Si, 0,6–1,2% Sr, basso contenuto di Al e Ca
Ideale per: Ghisa grigia che richiede un'inoculazione minima (bassi tassi di aggiunta), getti a sezione sottile
Vantaggi: Tendenza molto bassa a generare porosità puntiforme, eccellente controllo del freddo a bassi livelli di aggiunta (0,05–0,15%). Lo stronzio è particolarmente efficace per la ghisa grigia a parete sottile (sezioni da 3–6 mm).
Inoculanti contenenti terre rare (RE)
Composizione: Base di FeSi con 1–3% di terre rare (Ce, La)
Ideale per: Miglioramento della nodularità della ghisa duttile, ghisa duttile di grosso spessore
Vantaggi: Migliora il numero di noduli, riduce la formazione di carburi nelle sezioni spesse, aumenta la nodularità quando il trattamento con magnesio è al limite.
Tecniche di inoculazione: mestolo, getto e muffa
Il modo in cui si aggiunge l'inoculo è tanto importante quanto il prodotto stesso. Esistono tre tecniche principali, ognuna con specifici vantaggi:
Inoculazione in siviera (tradizionale)
L'inoculo viene aggiunto alla siviera di trattamento prima o durante l'estrazione del minerale. Vantaggi: Semplice, non richiede attrezzature speciali. Svantaggi: Notevole sbiadimento prima della colata; in genere richiede dosaggi più elevati (0,3-0,6% del peso della massa fusa). Ideale per grandi colate con tempi di colata brevi.
Inoculazione tardiva del flusso
L'inoculo viene aggiunto al flusso di metallo fuso durante la colata dalla siviera allo stampo. Vantaggi: Riduce al minimo lo sbiadimento, consente tassi di aggiunta inferiori (0,1-0,3%) e una microstruttura più uniforme. Attrezzatura necessaria: Dosatore volumetrico o aggiunta manuale. Questo è il metodo preferito per la maggior parte delle applicazioni in ghisa grigia e sferoidale.
Inoculazione di muffa (nella muffa)
L'inoculo (spesso sotto forma di blocco preformato o Polvere) viene posizionato direttamente nel sistema di alimentazione. Vantaggi: Zero sbiadimento, bassissimi tassi di aggiunta (0,05–0,15%), posizionamento preciso. Svantaggi: Richiede la modifica dello stampo, con rischio di dissoluzione incompleta. Ideale per fonderie automatizzate ad alta produttività.

Eliminare il freddo: strategie pratiche
Il raffreddamento rapido, ovvero la formazione di carburi di ferro duri (cementite) al posto della grafite, è il difetto più comune legato all'inoculazione. Il raffreddamento rapido si verifica quando la velocità di raffreddamento supera la capacità del fuso di nucleare la grafite, tipicamente nelle sezioni sottili o negli angoli. Strategie per eliminare il raffreddamento rapido:
- Aumentare il livello di inoculazione: Per la ghisa grigia, si consiglia un'aggiunta di inoculo pari allo 0,2-0,4% per l'inoculazione in siviera e allo 0,1-0,2% per l'inoculazione a flusso continuo. Le sezioni sottili (< 5 mm) possono richiedere fino allo 0,5%.
- Passa a un Inoculante più potente: Se il FeSi standard non elimina il raffreddamento, passare a FeSiBa (2-4% Ba) o FeSiSr.
- Utilizzare la vaccinazione tardiva: L'inoculazione a flusso continuo o direttamente nello stampo riduce drasticamente il tempo di raffreddamento rispetto all'inoculazione con la sola siviera.
- Controllo dell'equivalente di carbonio: Mantenere un CE pari a 3,9–4,1% per la ghisa grigia. Un CE inferiore aumenta la tendenza al raffreddamento.
- Ridurre il titanio e il cromo: Questi elementi che favoriscono la formazione di carburi dovrebbero essere ridotti al minimo nei materiali di carica.
Riduzione del calo di peso tramite inoculazione
La porosità da ritiro è un difetto importante sia nella ghisa grigia che nella ghisa sferoidale. L'inoculazione aiuta promuovendo precipitazione di grafite espansa durante la solidificazione eutettica. L'espansione di volume dovuta alla formazione di grafite (circa il 2-3% di espansione lineare) può alimentare il ritiro da solidificazione, riducendo o eliminando la necessità di grandi colonne montanti. Gli inoculi contenenti bario sono particolarmente efficaci per il controllo del ritiro perché:
- Ritardare la precipitazione della grafite fino a una fase successiva della solidificazione.
- Aumentare il volume di grafite espansa che alimenta il ritiro
- Ridurre l'intervallo di temperatura della solidificazione eutettica
Le fonderie che passano da FeSi a FeSiBa (2-4% Ba) in genere segnalano un Riduzione del 30-50% dei requisiti di dimensione del condotto di risalita. e tassi di scarto dovuti al restringimento significativamente inferiori.
Specifiche della ghisa sferoidale: nodularità e numero di noduli
La ghisa sferoidale richiede un'inoculazione dopo il trattamento con magnesio per ripristinare i siti di nucleazione della grafite (il magnesio riduce il potenziale di nucleazione). Pratica tipica:
- Pre-inoculazione: Aggiungere FeSi o FeSiCa alla siviera prima del trattamento con magnesio (0,2–0,4%)
- Dopo la vaccinazione: Aggiunta in flusso o in stampo di FeSiCa o FeSiBa (0,1–0,3%)
- Numero di noduli target: 150–300 noduli/mm² per la maggior parte delle applicazioni, valori superiori per la ghisa sferoidale a sezione sottile
- Nodularità bersaglio: >85% per le qualità standard, >90% per le applicazioni premium
Nel caso di ghisa sferoidale di grosso spessore (> 100 mm), gli inoculi contenenti terre rare contribuiscono a mantenere la nodularità attraverso una solidificazione più lenta.
Controllo qualità: analisi termica e verifica della microstruttura
Per garantire un'inoculazione uniforme è necessaria una verifica continua. Strumenti chiave per il controllo della qualità:
- Analisi termica: Misura la ricalescenza (l'aumento di temperatura durante la precipitazione della grafite). Una ricalescenza inferiore indica una migliore inoculazione. Sottoraffreddamento target (ΔT) < 5 °C per la ghisa grigia.
- Test di raffreddamento (test del cuneo): Una fusione a cuneo standard viene sezionata e ispezionata per verificarne la profondità di raffreddamento. Questo rapido test in officina conferma l'efficacia dell'inoculazione.
- Esame della microstruttura: Verifica periodica del tipo di grafite (ASTM A247) e della nodularità (ASTM E2567).
- Test di durezza: Una durezza uniforme tra le diverse sezioni indica un buon controllo dell'inoculazione e della sensibilità delle sezioni stesse.
Esempio pratico: componente in ghisa grigia a parete sottile
Un produttore di pompe che fonde un componente complesso in ghisa grigia con sezioni di parete di 4 mm ha riscontrato un tasso di scarto del 25% a causa di punti freddi e duri. Utilizzando l'inoculazione standard in siviera FeSi (aggiunta dello 0,4%), hanno comunque osservato grafite di tipo D/E in sezioni sottili. La soluzione: passare a Inoculo di FeSiSr con inoculazione in flusso con un'aggiunta dello 0,15%. Risultati:
- Eliminazione completa del raffreddamento nelle sezioni sottili
- Grafite di tipo A uniforme in tutta la fusione.
- Riduzione del 40% del consumo di inoculo (0,15% contro 0,4%).
- Il tasso di rifiuto è sceso dal 25% al 4%.
- Durata degli utensili di lavorazione triplicata
Questo caso illustra che l'inoculo più costoso è spesso quello sbagliato — il l'inoculo giusto al momento giusto Offre una qualità superiore a un costo inferiore.
Raccomandazioni per applicazione
Sulla base di una vasta esperienza in Fonderia, ecco alcuni spunti pratici da cui partire:
| Applicazione | Inoculante raccomandato | Metodo di addizione | Tasso di aggiunta tipico |
|---|---|---|---|
| Ghisa grigia in generale (sezioni pesanti) | FeSiBa (Ba 1-2%) | Mestolo o getto | 0,2–0,4% |
| Ghisa grigia a parete sottile (< 6 mm) | FeSiSr o FeSiBa (Ba 2-4%) | Flusso o muffa | 0,1–0,2% |
| Ghisa duttile (standard) | FeSiCa + post-inoculazione | Mestolo + getto | 0,3–0,5% totale |
| Ghisa duttile (sezione pesante) | Inoculo FeSi + RE | Mestolo + stampo | 0,4–0,6% totale |
| Ghisa a grafite compatta (CGI) | FeSi con Ti + Ba | Flusso | 0,2–0,3% |
Padroneggiare l'inoculazione trasforma le operazioni di Fonderia di ghisa da imprevedibili a costanti, da elevati scarti ad alta resa, da grattacapi di lavorazione a clienti soddisfatti. Comprendendo la morfologia della grafite, selezionando l'Inoculante appropriato (FeSi, FeSiBa, FeSiCa, FeSiSr o gradi RE) e implementando tecniche di inoculazione tardiva, le fonderie possono eliminare il raffreddamento, ridurre il ritiro e ottenere la struttura di grafite di tipo A che definisce la ghisa di alta qualità. Bright Alloys offre una gamma completa di inoculanti di ferrosilicio, incluso FeSi standard, FeSiBa (1-6% Ba), FeSiCa, FeSiSr e gradi di terre rare, supportati da un supporto metallurgico per ottimizzare la vostra pratica di inoculazione.