I difetti di fusione costano alle fonderie milioni di euro all'anno in scarti, rilavorazioni e resi dei clienti. Eppure molti difetti hanno aspetti simili: la porosità può imitare il ritiro e le inclusioni possono essere scambiate per fori da gas. Una risoluzione efficace richiede un approccio sistematico: identificare visivamente il difetto, risalire alla causa principale, quindi attuare un'azione correttiva mirata.
Questa guida pratica si concentra sulle tre famiglie di difetti più comuni — porosità, ritiro e inclusioni — fornendo caratteristiche visive, analisi delle cause profonde e misure correttive comprovate per fusioni in ghisa e acciaio.
Famiglia di Difetti #1: Porosità (Correlata al Gas)
La porosità si riferisce a vuoti causati dall'evoluzione di gas durante la solidificazione. I gas (idrogeno, azoto, monossido di carbonio, vapore acqueo) diventano meno solubili man mano che il metallo solidifica e formano bolle che rimangono intrappolate.
Identificazione Visiva
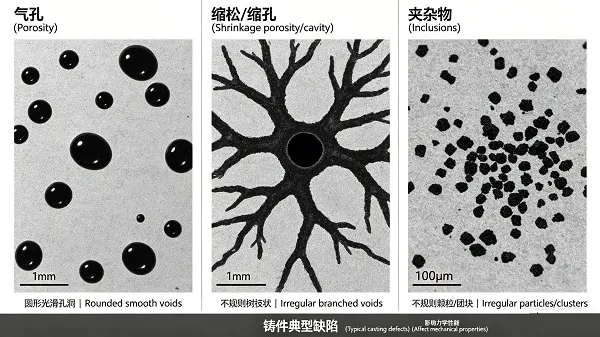
- Aspetto: Cavità a pareti lisce, rotonde o sferiche
- Superficie: Superfici interne spesso lucide o leggermente ossidate
- Distribuzione: Di solito sparse in tutta la fusione o concentrate in punti caldi
- Dimensione: Può variare da micropori a cavità visibili di grandi dimensioni

Cause Principali Comuni
| Tipo di Gas | Fonte | Aspetto Tipico | Azione Correttiva Primaria |
|---|---|---|---|
| Idrogeno (H₂) | Cariche umide, umidità nel refrattario, rottame contaminato da olio, ambiente umido | Micropori fini in tutta la sezione | Asciugare accuratamente i materiali di carica, preriscaldare il forno, controllare l'umidità |
| Azoto (N₂) | Eccesso di ferroleghe nitrurate, intrappolamento d'aria, alto contenuto di azoto nel coke | Micropori piccoli e rotondi, spesso in grappoli | Ridurre le leghe contenenti azoto, migliorare la copertura del bagno, utilizzare ricarburanti a basso N |
| Monossido di carbonio (CO) | Deossidazione incompleta (acciaio), alto contenuto di ossigeno, reazione tra carbonio e ossigeno | Soffiature subsuperficiali, spesso allungate | Migliorare la pratica di deossidazione, aggiungere forti deossidanti (Al, SiCa), controllare l'attività dell'ossigeno |
Riepilogo delle Azioni Correttive
- Per la porosità da idrogeno: Asciugare tutti i materiali di carica, preriscaldare siviera e utensili, evitare contaminanti organici, utilizzare spurgaggio con gas inerte (Ar o N₂) per l'acciaio.
- Per la porosità da azoto (ghisa grigia/sferoidale): Ridurre i ricarburanti contenenti azoto, passare a un carburante a basso N, evitare ferroleghe ad alto N.
- Per la porosità da CO (acciaio): Garantire una deossidazione approfondita — aggiunta adeguata di alluminio o SiMn, verificare con sensore di ossigeno, considerare il trattamento al calcio.
- Porosità da gas in generale: Migliorare la copertura del bagno per prevenire il contatto con l'aria, controllare la temperatura di colata (evitare il surriscaldamento eccessivo), garantire un progetto di colata adeguato per un flusso di metallo regolare.
Famiglia di Difetti #2: Ritiro (Contrazione da Solidificazione)
I difetti da ritiro si verificano quando il metallo liquido si contrae durante la solidificazione e non c'è metallo di alimentazione sufficiente per compensare. A differenza della porosità, le cavità da ritiro hanno superfici irregolari e frastagliate con dendriti esposti.
Identificazione Visiva
- Aspetto: Cavità irregolari, angolari o ramificate
- Superficie: Aspetto ruvido, dendritico, cristallino (non liscio)
- Distribuzione: Concentrate nelle regioni che solidificano per ultime — sezioni spesse, sotto le materozze, ai centri termici
- Tipi: Ritiro aperto (visibile sulla superficie della fusione) e micro-ritiro (interno, rilevato da radiografia o lavorazione meccanica)

Cause Principali Comuni
- Materozzatura inadeguata: Materozze troppo piccole, posizionate in modo errato o che si solidificano prima del completamento dell'alimentazione
- Solidificazione direzionale scarsa: Punti caldi isolati dai percorsi di alimentazione, nessun gradiente termico verso le materozze
- Bassa inoculazione (ghisa): Una scarsa espansione della grafite riduce la capacità di autoalimentazione
- Sovrariscaldamento eccessivo: Temperature di colata più elevate aumentano il volume totale di ritiro
- Composizione della lega errata: Carbonio equivalente troppo basso (ghisa grigia) o presenza eccessiva di elementi carburigeni
Riepilogo delle Azioni Correttive
- Progettazione della materozza: Aumentare le dimensioni della materozza, aggiungere manicotti isolanti o materiali esotermici, riposizionare le materozze per alimentare le sezioni pesanti.
- Modifica del sistema di colata: Utilizzare raffreddatori per promuovere la solidificazione direzionale, aggiungere ausili di alimentazione, riprogettare per eliminare i punti caldi isolati.
- Inoculazione (ghisa grigia/sferoidale): Aumentare il livello di inoculazione o passare a un inoculante contenente bario (FeSiBa) per migliorare l'alimentazione tramite espansione della grafite. Livelli di Ba del 2-4% sono particolarmente efficaci per la riduzione del ritiro.
- Temperatura di colata: Ridurre il surriscaldamento al livello minimo pratico per la sezione del getto.
- Regolazione della composizione: Per la ghisa grigia, aumentare il carbonio equivalente al 3,9–4,1%; per la ghisa sferoidale, garantire un livello adeguato di magnesio e carbonio equivalente.
Famiglia di Difetti #3: Inclusioni (Sabbia, Scoria, Ossidi)
Le inclusioni sono materiali estranei intrappolati nel getto: sabbia dall'erosione della forma, scoria dalla manipolazione del bagno o ossidi dalle reazioni superficiali.
Identificazione Visiva
- Inclusioni di sabbia: Particelle granulari e di colore chiaro (marrone, grigio o bianco), spesso raggruppate vicino alle superfici o negli angoli
- Inclusioni di scoria: Masse vetrose, irregolari, di colore scuro o chiaro, spesso con bordi arrotondati, solitamente vicino alla parte superiore del getto
- Inclusioni di ossidi/dross: Strati superficiali sottili, filmosi e rugosi (spesso scuri o metallici) o film ripiegati interni

Cause Principali Comuni
| Tipo di Inclusione | Fonte | Azione Correttiva Primaria |
|---|---|---|
| Inclusioni di sabbia | Erosione della forma/anima dovuta a flusso turbolento del metallo, bassa resistenza della forma, pressatura inadeguata, temperatura di colata elevata | Ridurre la turbolenza (progettazione del sistema di colata), aumentare la durezza della forma, utilizzare una temperatura di colata più bassa, applicare rivestimenti alla forma |
| Inclusioni di scoria | Scarsa schiumatura della scoria, copertura insufficiente della scoria in siviera, riossidazione, trascinamento dalla siviera, intrappolamento inadeguato della scoria nel sistema di colata | Migliorare la pratica di schiumatura, utilizzare coperchi per siviera che riducono la scoria, installare trappole per scoria nel sistema di colata, utilizzare filtri in schiuma ceramica |
| Inclusioni di ossidi/dross | Esposizione del bagno all'aria, deossidazione insufficiente (acciaio), bassa inoculazione (ghisa), riempimento turbolento che rompe i film superficiali | Migliorare la copertura del bagno, aggiungere forti deossidanti (Al, CaSi per l'acciaio; FeSi per la ghisa), utilizzare l'inoculazione in vena, ridurre la turbolenza di colata |
Riepilogo delle Azioni Correttive
- Inclusioni di sabbia: Ottimizzare il sistema di colata per un riempimento non turbolento (evitare la caduta libera, utilizzare canali di colata conici), aumentare la durezza della forma, applicare lavaggio o rivestimento, ridurre la temperatura di colata se possibile.
- Inclusioni di scoria: Utilizzare filtri in schiuma ceramica nel sistema di colata (10–30 ppi), progettare trappole per scoria (prolunga del canale di colata, trappole a vortice), migliorare la schiumatura in siviera, utilizzare coagulanti per scoria.
- Dross (getti in ghisa): Aumentare l'inoculazione (specialmente con FeSiCa o FeSiBa), migliorare la copertura del bagno, ridurre la temperatura di colata, utilizzare l'inoculazione in vena per prevenire la riossidazione.
- Dross (getti in acciaio): Garantire una deossidazione completa (Al o SiMn + trattamento con Ca), colare sotto copertura di gas inerte, utilizzare composti esotermici/riscaldanti.
Tabella di Riferimento Visivo Rapido
Utilizzare questa tabella di riferimento rapido per distinguere i tipi di difetto in officina:
| Caratteristica | Porosità da Gas | Ritiro | Inclusione (Sabbia/Scoria) |
|---|---|---|---|
| Forma della cavità | Arrotondata, sferica, liscia | Irregolare, angolare, ramificata | Variabile — masse granulari o vetrose |
| Superficie della cavità | Liscia, lucida, ossidata | Ruvida, dendritica, cristallina | Non applicabile (particelle solide) |
| Distribuzione | Diffusa, uniforme | Concentrata nei punti caldi | Vicino alle superfici o nelle aree del sistema di colata |
| Metallografia | Voidi arrotondati senza dendriti | Voidi frastagliati con dendriti esposte | Particelle con composizione diversa |
| Soluzione comune | Asciugare i materiali, deossidare | Materozze, raffreddatori, inoculazione | Filtri, schiumatura, qualità della forma |
Flusso di Lavoro per la Risoluzione Sistematica dei Problemi
Quando ci si trova di fronte a un difetto, seguire questa sequenza:
- Esaminare visivamente il difetto — Liscio e arrotondato? → Gas. Frangtagliato e dendritico? → Ritiro. Particelle incorporate? → Inclusione.
- Localizzare il difetto — Parte superiore del getto? → Scoria o ritiro. Fondo o sezioni sottili? → Porosità da gas. Sezioni pesanti? → Ritiro.
- Revisionare i parametri di processo — Temperatura di colata, chimica del bagno, pratica di inoculazione/deossidazione, progettazione del sistema di colata.
- Eseguire test di conferma — Analisi termica (sottoraffreddamento), prova di raffreddamento, radiografia o SEM/EDS per l'identificazione delle inclusioni.
- Implementare l'azione correttiva — Modificare una variabile alla volta, verificare i risultati con una colata di prova.
Caso di Studio: Errata Diagnosi tra Porosità e Ritiro
Una fonderia che produceva corpi valvola ha registrato una percentuale di scarto del 15% per cavità interne visibili dopo la lavorazione. La diagnosi iniziale presupponeva porosità da gas; gli operatori hanno aumentato la deossidazione e asciugato i materiali senza miglioramenti. Il riesame delle radiografie ha mostrato cavità irregolari con superfici dendritiche — classico ritiro, non gas. Azione correttiva: aggiunta di raffreddatori alle sezioni pesanti e aumento delle dimensioni della materozza del 30%. La percentuale di scarto è scesa al 3%. La lezione: l'identificazione corretta è il primo e più critico passo nella risoluzione dei problemi.
Una risoluzione efficace dei difetti trasforma la gestione reattiva degli scarti in un controllo qualità proattivo. Identificando sistematicamente se un difetto è porosità, ritiro o inclusione — e risalendo alla causa principale — le fonderie possono implementare azioni correttive mirate che riducono gli scarti, migliorano l'integrità del getto e abbassano i costi. Bright Alloys supporta le fonderie con inoculanti a base di ferrosilicio di alta qualità, leghe deossidanti (Al, SiMn, CaSi) e soluzioni di filtrazione per aiutare a eliminare questi comuni difetti di colata.