La trasformazione della grafite lamellare della ghisa grigia in noduli sferoidali della ghisa sferoidale richiede un elemento essenziale: magnesio. Tuttavia, la reazione violenta del magnesio con il ferro fuso, la sua bassa solubilità e il rapido decadimento rendono il trattamento il passo più critico — e impegnativo — nella produzione di ghisa sferoidale. La scelta del metodo giusto e l'ottimizzazione dei parametri di processo determinano direttamente la nodularità, le proprietà meccaniche e la sanità del getto.
Questo articolo confronta i tre metodi principali di trattamento al magnesio — tundish cover, sandwich e iniezione cored wire — fornendo una guida pratica per ottenere una nodularità costante >90% con recupero ottimale e fade minimo.
La Sfida del Magnesio: Alta Reattività, Bassa Solubilità
Il magnesio ha un punto di ebollizione di 1090°C — ben al di sotto delle tipiche temperature di colata del ferro (1400–1500°C). Quando aggiunto al ferro fuso, il magnesio vaporizza istantaneamente, creando intensa turbolenza e fumi. La chiave per un trattamento di successo è controllare questa reazione violenta per raggiungere livelli di magnesio residuo dello 0,030–0,045%, sufficienti per la sferoidizzazione senza eccessivi carburi o scorie.
Tutti i metodi commerciali utilizzano leghe di ferrosilicio al magnesio (MgFeSi) , tipicamente contenenti 3–10% di Mg, insieme a terre rare (Ce, La) e calcio per moderare la reazione e migliorare la nodularità.
Metodo 1: Metodo Sandwich (Convenzionale)
Il metodo sandwich rimane la tecnica di trattamento più utilizzata, specialmente nelle fonderie più piccole grazie al suo basso costo di capitale.
Descrizione del Processo
La lega MgFeSi viene posta in una tasca o depressione sul fondo di una siviera appositamente progettata. La tasca viene coperta con ritagli di acciaio o una piastra d'acciaio per ritardare il contatto con il ferro fuso. Il ferro viene colato direttamente sulla copertura, fondendola e avviando la reazione del magnesio.
Parametri Tipici
- Recupero Mg: 25–45% (altamente variabile)
- Aggiunta MgFeSi: 1,0–1,5% del peso del bagno (a seconda del Mg target)
- Costo dell'attrezzatura: Basso (solo siviera speciale)
- Competenza dell'operatore: Da moderato ad alto
- Generazione di fumi: Significativa
- Nodularità tipica raggiunta: 80–90%
Vantaggi
- Basso investimento di capitale — nessuna attrezzatura speciale oltre alla siviera di trattamento
- Adatto per lotti di piccole e medie dimensioni (100–1000 kg)
- Flessibile — può trattare un'ampia gamma di chimiche del ferro
Limitazioni
- Recupero incoerente — variazione da lotto a lotto di ±10% è comune
- Elevati fumi e bagliori — problemi di sicurezza e ambientali
- Perdita di temperatura significativa (30–50°C durante il trattamento)
- Scarso per ferri a basso tenore di zolfo (richiede aggiunte maggiori)
- Non adatto per produzione automatizzata o ad alto volume
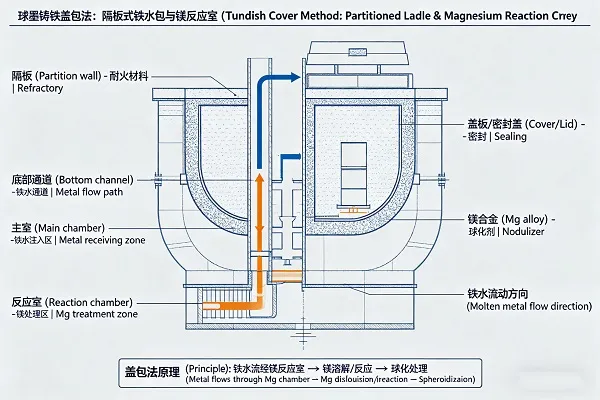
Metodo 2: Metodo Tundish Cover
Il metodo tundish è una versione raffinata della tecnica sandwich, che utilizza una siviera partizionata che crea una camera di reazione, offrendo un migliore controllo e un recupero più elevato.
Descrizione del Processo
Una siviera tundish ha una parete centrale che divide la siviera in due scomparti. Il MgFeSi viene posto nello scomparto più piccolo e il ferro fuso viene versato nello scomparto più grande, fluendo oltre la parete nello scomparto MgFeSi. Questo crea una reazione controllata con meno turbolenza rispetto al metodo sandwich.
Parametri Tipici
- Recupero Mg: 40–60% (più costante del sandwich)
- Aggiunta MgFeSi: 0,8–1,2% del peso del bagno
- Costo dell'attrezzatura: Medio (richiede siviera tundish speciale)
- Competenza dell'operatore: Moderata
- Generazione di fumi: Moderata
- Nodularità tipica raggiunta: 85–95%
Vantaggi
- Recupero Mg più elevato e più costante rispetto al metodo sandwich
- Riduzione di fumi e bagliori
- Minore perdita di temperatura (15–30°C)
- Migliore per ferri a basso tenore di zolfo
- Ampiamente utilizzato nelle fonderie di medie dimensioni (lotti da 500–2000 kg)
Limitazioni
- Costo capitale più elevato per le siviere a tundish
- Richiede una progettazione e manutenzione specifica della siviera
- Non ideale per lotti molto piccoli (< 200 kg)
- Presenta ancora una variazione significativa da lotto a lotto rispetto al filo animato
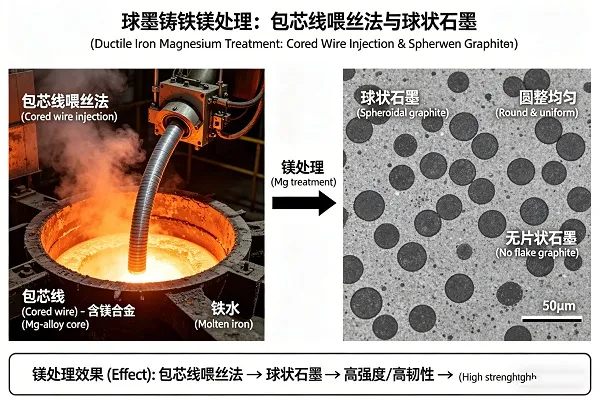
Metodo 3: Iniezione di Filo Animato (Metodo Moderno)
L'iniezione di filo animato rappresenta il metodo tecnologicamente più avanzato, offrendo precisione, consistenza e automazione per la produzione di ghisa sferoidale ad alto volume.
Descrizione del Processo
La polvere di MgFeSi è incapsulata in una guaina d'acciaio (filo animato) e alimentata continuamente nel ferro fuso attraverso una lancia. Il filo si scioglie sotto la superficie, rilasciando magnesio direttamente nel bagno con fumi minimi e massima efficienza.
Parametri Tipici
- Recupero Mg: 50–75% (più consistente)
- Aggiunta di filo MgFeSi: 0,5–0,9% equivalente del peso del bagno
- Costo dell'attrezzatura: Alto (alimentatore di filo + lancia)
- Competenza dell'operatore: Basso (automatizzato)
- Generazione di fumi: Minimo
- Nodularità tipica raggiunta: 90–98%
Vantaggi
- Recupero più alto e più consistente — variazione < ±3%
- Controllo preciso del Mg — Mg residuo target entro 0,005%
- Fumi e bagliori minimi — operazione più sicura e pulita
- Perdita di temperatura più bassa (5–15°C)
- Completamente automatizzabile — si integra con i sistemi di controllo di processo
- Funziona con qualsiasi dimensione di lotto — da 100 kg a 50 tonnellate
- Migliore per ghise a basso tenore di zolfo
Limitazioni
- Investimento capitale più elevato per il sistema di alimentazione del filo e lancia
- Richiede qualità costante del filo e calibrazione del sistema di alimentazione
- Costo continuo del consumabile per il filo (compensato da tassi di aggiunta inferiori)
- Può richiedere formazione dell'operatore per profondità di lancia e velocità di alimentazione ottimali

Tabella Riepilogativa Comparativa
| Parametro | Metodo Sandwich | Metodo Tundish | Iniezione di Filo Animato |
|---|---|---|---|
| Recupero Mg (%) | 25–45% | 40–60% | 50–75% |
| Consistenza del Recupero | Scarsa (±10%) | Moderata (±5%) | Eccellente (±3%) |
| Tasso di Aggiunta MgFeSi | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Perdita di Temp (°C) | 30–50°C | 15–30°C | 5–15°C |
| Generazione di Fumi | Alta | Moderata | Minimo |
| Costo Capitale | Basso | Medio | Alta |
| Idoneità Dimensione Lotto | 100–1000 kg | 500–2000 kg | Qualsiasi (100–50.000 kg) |
| Nodularità Tipica | 80–90% | 85–95% | 90–98% |
| Potenziale di Automazione | Nessuno | Limitato | Completo |
Comprendere il Fading: La Corsa Contro il Tempo
Il fading del magnesio — la progressiva perdita di magnesio residuo dovuta alla reazione con zolfo, ossigeno e scoria — inizia immediatamente dopo il trattamento. Il fading segue un decadimento esponenziale prevedibile:
- Primi 5 minuti: perdita di Mg del 10–15%
- 5–10 minuti: ulteriore perdita del 5–10%
- 10–15 minuti: ulteriore perdita del 3–5%
Implicazione critica: Per mantenere una nodularità >90%, la colata deve essere completata entro 10–12 minuti dal trattamento. Oltre i 15 minuti, la nodularità può scendere sotto l'80% indipendentemente dal livello iniziale di Mg.
Strategie di mitigazione del fading:
- Utilizzare ghisa base a basso tenore di zolfo (<0,02% S) per minimizzare la perdita di Mg per formazione di MgS
- Mantenere la copertura di scoria spessa e basica (CaO/SiO₂ > 2,0)
- Aggiungere post-inoculazione (FeSiCa o FeSiBa) allo 0,1–0,3% dopo il trattamento con Mg per ripristinare i siti di nucleazione (il magnesio distrugge i nuclei di grafite)
- Minimizzare il tempo di attesa tra trattamento e colata
- L'iniezione di filo animato consente un'aggiunta di Mg più tardiva, riducendo il tempo di attesa totale
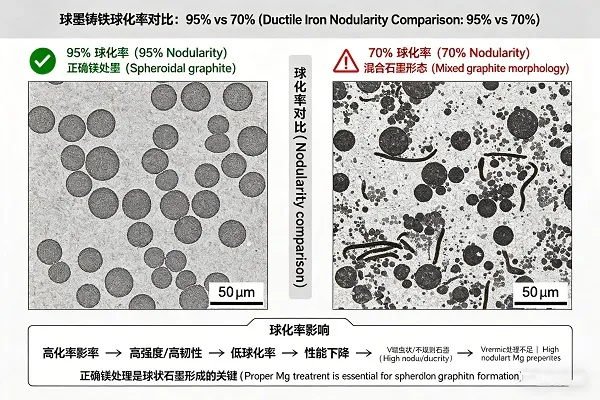
Obiettivi di Magnesio Residuo e Nodularità
La relazione tra Mg residuo e nodularità dipende dallo spessore della sezione, dallo zolfo di base e dal contenuto di terre rare. Linee guida generali:
| Mg Residuo (%) | Nodularità Prevista | Idoneità Applicativa |
|---|---|---|
| 0.020–0.025% | 50–70% (mista/vermicolare) | CGI (ghisa a grafite compattata), non duttile |
| 0.030–0.035% | 80–90% | Minimo per ghisa sferoidale, adeguato per sezioni pesanti |
| 0.035–0.045% | 90–95% | Intervallo standard per ghisa sferoidale — target per la maggior parte delle applicazioni |
| 0.045–0.055% | 95–98% | Ghisa sferoidale premium, sezioni sottili, requisiti di nodularità elevati |
| >0.060% | 95–98% + carburi | Sovratrattamento — rischio di carburi, duttilità ridotta, aumento della scoria |
Intervallo ottimale: Lo 0,035–0,045% di Mg residuo bilancia la nodularità (>90%) con il rischio di carburi e il costo.
Requisiti della Ghisa Base per un Trattamento di Successo
Indipendentemente dal metodo di trattamento, la qualità della ghisa base determina il successo:
- Zolfo: Deve essere <0,02% prima del trattamento con Mg. Lo S elevato consuma Mg come MgS, riducendo la nodularità. Utilizzare la desolforazione (CaC₂, CaO o carbonato di sodio) se lo S di base supera lo 0,025%.
- Carbonio equivalente: 4,2–4,4% ottimale. Un CE inferiore aumenta la tendenza ai carburi; un CE superiore causa la flottazione della grafite.
- Fosforo: <0,05% — P elevato causa infragilimento.
- Titanio e cromo: Minimizzare — questi sono promotori di carburi che contrastano il magnesio.
Risoluzione dei Problemi Comuni della Ghisa Sferoidale
Bassa Nodularità (<80%)
- Cause possibili: Mg residuo basso, zolfo di base elevato (>0,02%), fading eccessivo, terre rare insufficienti
- Soluzioni: Aumentare l'aggiunta di MgFeSi, pre-desolforare la ghisa base, ridurre il tempo di attesa, utilizzare MgFeSi contenente RE
Formazione di Carburi (Menta)
- Cause possibili: Sovratrattamento (Mg >0,055%), bassa inoculazione, basso carbonio equivalente, raffreddamento rapido in sezioni sottili
- Soluzioni: Ridurre l'aggiunta di Mg, aumentare la post-inoculazione (FeSiCa), regolare il CE verso l'alto (4,3-4,4%), utilizzare inoculante FeSiSr per sezioni sottili
Porosità da Ritiro
- Cause possibili: Espansione della grafite inadeguata a causa di un basso numero di noduli, alimentazione scarsa, Mg eccessivo
- Soluzioni: Aumentare la post-inoculazione (specialmente FeSiBa), ottimizzare le materozze, ridurre il Mg residuo a 0,035-0,040%
Caso Esemplificativo: Conversione dal Metodo Sandwich al Filo Animato
Una fonderia di medie dimensioni che produce 15.000 tonnellate/anno di componenti in ghisa sferoidale (staffette automobilistiche e differenziali) lottava con una nodularità incoerente (78–92%) e un 8% di scarti dovuti a bassa nodularità e carburi. Utilizzando il metodo sandwich con aggiunta di MgFeSi all'1,2%, il Mg residuo variava dallo 0,028% allo 0,052%.
Dopo la conversione a iniezione di filo animato con filo MgFeSi (6% Mg) con un'aggiunta equivalente dello 0,7%, i risultati sono stati drammatici:
- Mg residuo stabilizzato a 0,038–0,042% (variazione <±0,003%)
- Nodularità costantemente >92% (media 95%)
- Tasso di scarto ridotto dall'8% all'1,5%
- Consumo di MgFeSi ridotto del 35% (dall'1,2% allo 0,78% equivalente)
- Risparmio annuo: $210.000 in lega + $180.000 in riduzione degli scarti
- Periodo di ammortamento per l'alimentatore di filo: 4 mesi
Raccomandazioni per Applicazione
| Scala Produttiva | Metodo Raccomandato | Motivazione Principale |
|---|---|---|
| Piccola fonderia (<1000 tonnellate/anno) | Sandwich o Tundish | Basso investimento di capitale, adeguato per requisiti di qualità modesti |
| Fonderia media (1000–5000 tonnellate/anno) | Tundish o Filo Animato | Il Tundish offre un buon miglioramento rispetto al sandwich; il filo animato garantisce consistenza e minor consumo di lega |
| Grande fonderia (>5000 tonnellate/anno) | Filo Animato | Consistenza superiore, costo della lega più basso, automazione, fumi minimi, massima nodularità |
| Getti a sezione sottile (<6 mm) | Filo Animato + inoculazione FeSiSr | Il controllo preciso del Mg previene i carburi; l'inoculante Sr migliora la resistenza alla formazione di carburi |
| Getti a sezione spessa (>100 mm) | Filo Animato + MgFeSi con terre rare | È necessaria una maggiore ritenzione di Mg per la solidificazione lunga; le terre rare rallentano l'attenuazione |
Una nodularità costante nella ghisa sferoidale richiede un approccio sistematico: scegliere il metodo di trattamento al magnesio appropriato per la propria scala e i requisiti di qualità, mantenere un controllo rigoroso del metallo base (specialmente lo zolfo), implementare una post-inoculazione robusta e monitorare il Mg residuo e il tempo di attenuazione. Per la maggior parte delle fonderie medio-grandi, iniezione di filo animato offre la migliore combinazione di recupero, consistenza, nodularità e costo totale — sebbene il metodo Tundish rimanga un aggiornamento valido per chi non può investire in attrezzature per l'alimentazione del filo. Bright Alloys fornisce leghe MgFeSi (3-10% Mg, con terre rare), fili animati e inoculanti a base di ferrosilicio per il post-trattamento, supportato da assistenza metallurgica per ottimizzare la pratica della ghisa sferoidale.