Acciai ad alta resistenza a bassa Lega (HSLA) Rappresentano un risultato straordinario nell'ingegneria dei materiali: raggiungere limiti di snervamento di 450-700 MPa senza i livelli di carbonio che compromettono la saldabilità e la formabilità. Il segreto risiede nella precisa composizione della Lega: una combinazione attentamente bilanciata di manganese, silicio ed elementi di microlega (niobio, vanadio, titanio). Questa guida fornisce approfondimenti metallurgici pratici per ottimizzare la progettazione delle leghe HSLA al fine di soddisfare gli elevati obiettivi in termini di proprietà meccaniche.
A differenza degli acciai al carbonio convenzionali che si affidano al carbonio per la resistenza (a scapito della duttilità e della saldabilità), gli acciai HSLA sfruttano rafforzamento delle precipitazioni E raffinazione del granoOttenere la composizione giusta è sia una scienza che un'arte. Analizziamo nel dettaglio ogni elemento critico e il suo ruolo nel sistema HSLA.
Manganese (Mn): la spina dorsale della forza HSLA
Il manganese è l'elemento di lega più abbondante negli acciai HSLA, tipicamente con una concentrazione che varia da Dall'1,0% all'1,8%Le sue funzioni principali sono il rafforzamento per soluzione solida e la stabilizzazione dell'austenite. Il manganese ritarda la trasformazione in ferrite, favorendo una granulometria finale più fine. Si combina inoltre con lo zolfo per formare inclusioni di MnS, prevenendo la formazione di solfuri di ferro a basso punto di fusione che causano la fragilità a caldo.
Linee guida pratiche per la selezione del manganese: Per le leghe HSLA con resistenza allo snervamento di 450-550 MPa, si consiglia un contenuto di Mn pari all'1,2-1,5%. Livelli di resistenza più elevati (oltre 600 MPa) possono richiedere un contenuto di Mn pari all'1,5-1,8%, ma è necessario prestare attenzione alla segregazione lungo la linea centrale nelle lastre colate in continuo. L'aggiunta di microleganti (Nb, V) può compensare una minore quantità di Mn, migliorando al contempo la tenacità all'impatto.
Silicio (Si): Oltre la deossidazione
Sebbene il silicio sia essenziale per uccidere l'acciaio (rimuovendo l'ossigeno), il suo ruolo nell'HSLA si estende a rinforzo della soluzione solida E promozione della perliteI livelli tipici di Si variano dallo 0,15% allo 0,50%. Il silicio aumenta la resistenza allo snervamento di circa 15-20 MPa per ogni aggiunta dello 0,1% senza compromettere significativamente la duttilità. Tuttavia, un eccesso di silicio (superiore allo 0,6%) può degradare la qualità della superficie e ridurre la reattività alla zincatura.
Nella moderna progettazione HSLA, il silicio lavora in sinergia con il manganese. Un rapporto Mn/Si bilanciato, compreso tra circa 3:1 e 5:1, ottimizza la resistenza senza favorire un'eccessiva formazione di inclusioni di ossido. Per applicazioni che richiedono un'eccellente finitura superficiale (pannelli esposti per autoveicoli), è consigliabile mantenere il contenuto di Si al di sotto dello 0,30% e compensare con una quantità leggermente maggiore di Mn.
Elementi di microlega: Nb, V, Ti — Gli strumenti di precisione
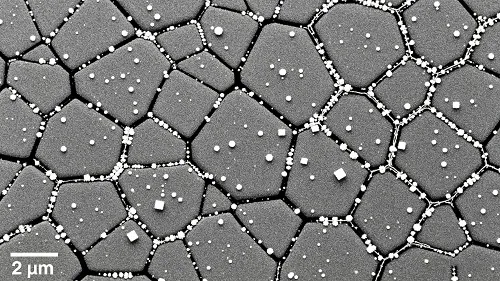
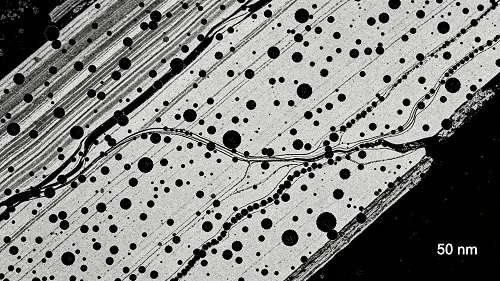
Aggiunte di microleganti — tipicamente niobio (Nb), vanadio (V) e titanio (Ti) — sono utilizzati in piccole quantità (0,02–0,15% ciascuno) ma hanno effetti sproporzionatamente grandi. Formano fini precipitati di carburi e nitruri che bloccano i bordi dei grani e inibiscono la ricristallizzazione durante la laminazione a caldo, con conseguente formazione di grani di ferrite estremamente fini (5–10 μm).
Niobio (Nb): il raffinatore di cereali
Il niobio è il più potente affinatore di grano tra le microleghe. L'aggiunta dello 0,03-0,08% di Nb affina i grani di austenite durante la laminazione di sgrossatura e finitura, portando a grani di ferrite di dimensioni fino a 5 μm. Ogni riduzione di 1 μm nella dimensione del grano aumenta la resistenza allo snervamento di 10-15 MPa, innalzando al contempo la temperatura di transizione duttile-fragile. Il niobio fornisce anche un rafforzamento per precipitazione attraverso particelle di Nb(C,N).
Vanadio (V): il rinforzante delle precipitazioni
Il vanadio è particolarmente efficace negli acciai sottoposti a raffreddamento normalizzante o accelerato. Con aggiunte tipiche dello 0,05-0,12%, il V forma precipitati di V(C,N) che forniscono un forte indurimento per precipitazione dopo la trasformazione in ferrite. A differenza del Nb, il V non affina significativamente la granulometria allo stato laminato, ma apporta un eccellente contributo alla resistenza (fino a 150 MPa) attraverso particelle fini di VN.
Titanio (Ti): modificatore di inclusione e agente sequestrante di azoto
Il titanio viene aggiunto in quantità inferiori (0,01-0,05%) principalmente per formare particelle di TiN che impediscono la crescita dei grani di austenite durante il riscaldamento. Le particelle di TiN sono stabili ad alte temperature (fino a 1350 °C), il che le rende ideali per il controllo della granulometria nei forni di riscaldamento delle bramme. Tuttavia, un eccesso di Ti porta alla formazione di TiN a grana grossa che degrada le prestazioni a fatica. Il Ti protegge anche il Nb e il V dall'azoto formando preferenzialmente TiN.
Mettere insieme il tutto: Linee guida per la composizione in base all'applicazione
La composizione ottimale della lega HSLA dipende dal processo di produzione dell'acciaio (laminatoio a caldo convenzionale o colata di bramme sottili), dalla strategia di raffreddamento (raffreddamento accelerato, tempra diretta) e dalle proprietà desiderate. Di seguito sono riportati tre modelli di composizione collaudati:
| Grado/Applicazione | Mn (%) | Si (%) | Nb (%) | V (%) | Ti (%) | Resistenza allo snervamento prevista (MPa) |
|---|---|---|---|---|---|---|
| Formatura strutturale/generale | 1.0–1.3 | 0.15–0.30 | 0.02–0.04 | — | 0.01–0.02 | 380–480 |
| Telaio automobilistico / HSLA 350 | 1.2–1.5 | 0.20–0.40 | 0.04–0.07 | 0.02–0.05 | 0.01–0.03 | 450–550 |
| Piastra pesante / Elevata tenacità | 1.4–1.8 | 0.30–0.50 | 0.05–0.09 | 0.06–0.10 | 0.01–0.04 | 550–700 |
Evitare gli errori più comuni
Anche con i giusti obiettivi di composizione, le condizioni di lavorazione sono determinanti per il successo. Considerazioni chiave:
- Controllo dell'azoto: Un eccesso di azoto libero porta alla formazione di precipitati grossolani e all'invecchiamento da deformazione. Bilanciare l'azoto con aggiunte di titanio e alluminio.
- Temperatura di riscaldamento: Per gli acciai microlegati al niobio, è necessario riscaldare le bramme a temperature superiori a 1200 °C per dissolvere i carburi di niobio; temperature troppo basse, infatti, compromettono il potenziale di precipitazione.
- Velocità di raffreddamento: Il raffreddamento accelerato dopo la laminazione migliora l'indurimento per precipitazione; è necessario regolare con precisione il raffreddamento del tavolo di uscita per evitare un indurimento eccessivo.
Sostenibilità ed efficienza dei costi nella progettazione di sistemi HSLA.
L'ottimizzazione intelligente delle leghe riduce l'utilizzo di materiale: l'acciaio più resistente consente sezioni di spessore inferiore, riducendo il peso complessivo e le emissioni di CO₂ nelle applicazioni di trasporto. Inoltre, la sostituzione di costosi Ni, Cr, Mo con combinazioni ben bilanciate di Mn + microleghe riduce i costi delle materie prime del 15-25% mantenendo le prestazioni. Bright Alloys offre una gamma completa di leghe madri di ferromanganese, ferrosilicio e niobio/vanadio ad elevata purezza Progettato specificamente per la produzione HSLA.
Mentre l'industria si evolve verso acciai ad alta resistenza avanzati di nuova generazione (AHSS), i principi fondamentali della progettazione delle leghe HSLA rimangono di fondamentale importanza. Padroneggiando l'equilibrio tra manganese, silicio ed elementi di microlega, i metallurgi possono ottenere proprietà meccaniche eccezionali senza compromettere la saldabilità o la formabilità, caratteristica distintiva della vera eccellenza HSLA.