
Nella moderna siderurgia, la scoria è molto più di uno strato protettivo che galleggia sull'acciaio fuso: è un reattore chimico reattivo che regola la rimozione dello zolfo, l'assorbimento delle inclusioni e la prevenzione della riossidazione. Il parametro più importante che controlla le prestazioni della scoria è base, tipicamente espresso come rapporto tra ossidi basici (CaO, MgO) e ossidi acidi (SiO₂, P₂O₅). Una profonda conoscenza della chimica delle scorie consente ai metallurgisti di progettare scorie che massimizzino la desolforazione riducendo al minimo l'usura dei materiali refrattari e i difetti legati alle inclusioni.
Questo articolo esplora la chimica fondamentale delle scorie siderurgiche, la loro interazione con le leghe disossidanti e le strategie pratiche per ottimizzare la basicità in diverse tipologie di acciaio e processi produttivi.
Che cos'è la basicità delle scorie? Definizione del rapporto CaO/SiO₂
La basicità (B) è più comunemente espressa come rapporto di massa tra CaO e SiO₂ nella scoria. Questo rapporto determina la disponibilità di ioni di ossigeno liberi (O²⁻) nella massa fusa della scoria, che a sua volta influenza direttamente le reazioni di desolforazione e defosforazione. Le scorie sono classificate come:
- Scorie acide (B < 1,0): Alto contenuto di SiO₂, basso contenuto di CaO. Scarsa capacità di desolforazione, ma meno aggressivo sui refrattari acidi. Raramente utilizzato nella moderna raffinazione in siviera.
- Scorie neutre (B = 1,0–2,0): Capacità di desolforazione moderata. Talvolta utilizzato per alcune qualità di acciaio al carbonio.
- Scorie basiche (B > 2,0): Elevata disponibilità di CaO. Eccellente desolforazione e assorbimento delle inclusioni. Standard per la produzione di acciaio pulito.
Per la maggior parte delle applicazioni di acciaio pulito, la basicità target varia da Da 2,5 a 4,5, con valori più elevati riservati ai gradi a bassissimo contenuto di zolfo (ad esempio, AHSS per condotte, cuscinetti e settore automobilistico).
La reazione di desolforazione: come la basicità influenza la rimozione dello zolfo
Lo zolfo viene rimosso dall'acciaio tramite la reazione scoria-metallo. La reazione complessiva di desolforazione può essere scritta come:
[S] + (O²⁻) → (S²⁻) + [O]
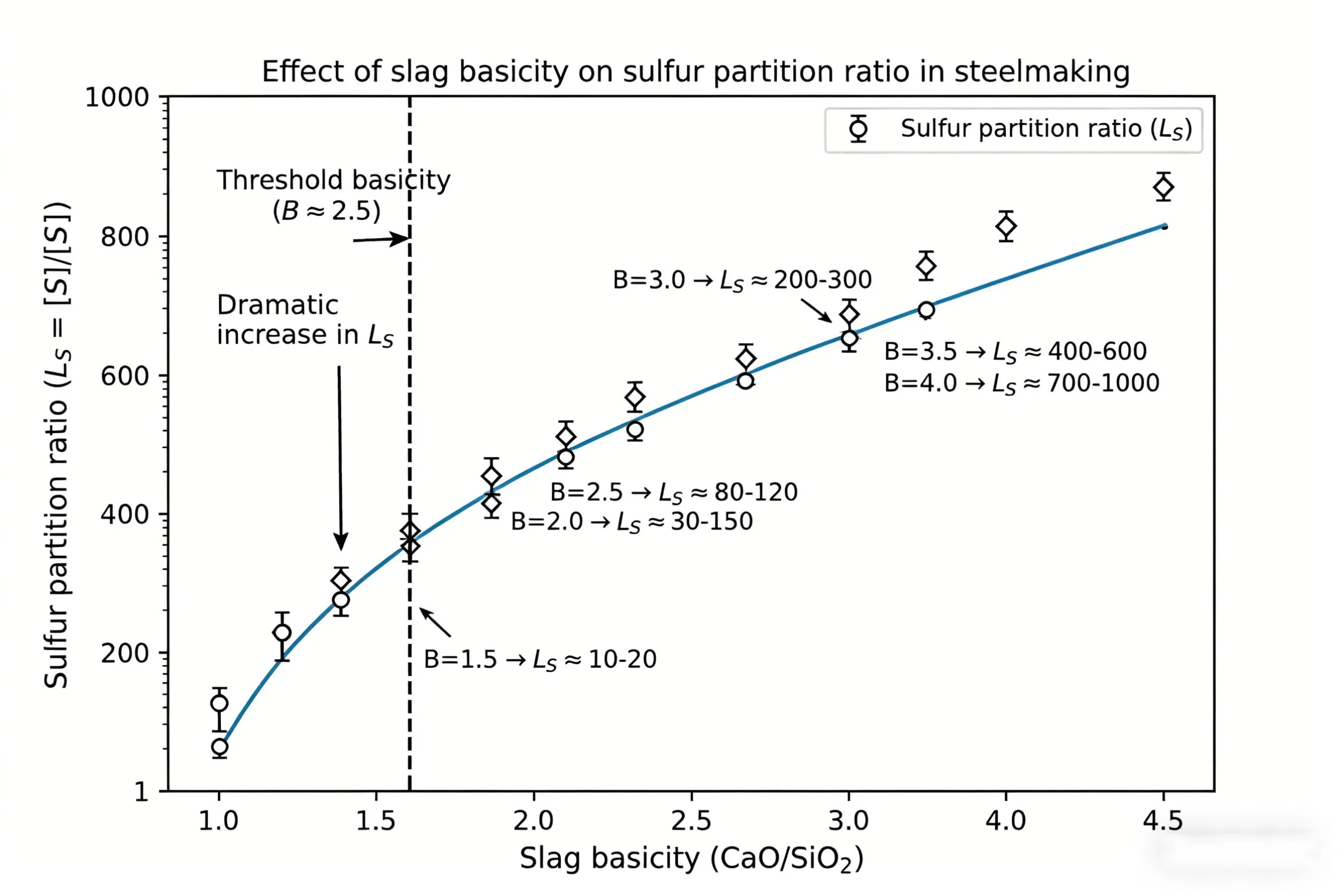
Gli ioni di ossigeno liberi (O²⁻) sono forniti dagli ossidi basici, principalmente CaO. Il rapporto di ripartizione dello zolfo (Ls = [%S]scoria / [%S]acciaio) aumenta esponenzialmente con la basicità della scoria. I dati empirici mostrano:
- A B = 1,5, Ls ≈ 20–50 → zolfo finale 0,015–0,030%
- A B = 2,5, Ls ≈ 80–150 → zolfo finale 0,008–0,015%
- A B = 3,5, Ls ≈ 200–400 → zolfo finale 0,003–0,008%
Tuttavia, la basicità da sola non è sufficiente. Un basso contenuto di FeO nella scoria (inferiore all'1%) e un'elevata fluidità della scoria sono ugualmente cruciali per il rapido trasporto dello zolfo all'interfaccia scoria-metallo.
Interazione tra scorie e inclusioni: assorbimento dei Prodotti di deossidazione
Quando si aggiungono disossidanti come alluminio o silicio-manganese, si formano inclusioni di ossido (Al₂O₃, MnO·SiO₂). Queste inclusioni devono essere assorbite dalla scoria per evitare che rimangano intrappolate nell'acciaio in fase di solidificazione. La basicità della scoria determina la capacità di assorbimento delle inclusioni e la conseguente chimica di inclusione.
Assorbimento dell'allumina (Al₂O₃): Le scorie altamente basiche (B > 3,0) dissolvono rapidamente l'allumina, formando alluminati di calcio nella scoria. La capacità di assorbimento è la seguente: le scorie ricche di CaO possono contenere fino al 30-40% di Al₂O₃ prima della saturazione, mentre le scorie acide si saturano rapidamente, lasciando inclusioni di allumina nell'acciaio.
Per la deossidazione del silicio-manganese: Le inclusioni di MnO·SiO₂ risultanti sono liquide e più facilmente assorbibili, ma le scorie basiche continuano a essere più efficaci delle scorie acide nella rimozione complessiva delle inclusioni. Mantenere una scoria basica impedisce inoltre il ritorno di zolfo e fosforo dalla scoria all'acciaio.
Ottimizzazione della basicità nelle diverse tipologie di acciaio
Le diverse qualità di acciaio richiedono diversi valori target di basicità della scoria. Di seguito una guida pratica:
| Grado dell'acciaio | Basicità target (CaO/SiO₂) | Obiettivi chiave | Concentrazione finale tipica di zolfo (ppm) |
|---|---|---|---|
| Costruzione / Armature | 1.8–2.5 | Desolforazione di base, efficienza dei costi | 150–300 |
| Strutturale / HSLA | 2.5–3.5 | Buona desolforazione + controllo delle inclusioni | 50–120 |
| Acciaio AHSS/DP per applicazioni automobilistiche | 3.0–4.0 | Basso contenuto di S, inclusioni pulite per la formabilità | 20–50 |
| Pipeline (API X70+) | 3.5–4.5 | Valori di S estremamente bassi per la resistenza all'HIC. | <15 |
| Cuscinetto / Acciaio per molle | 3.5–4.5 | Massima pulizia, durata della fatica | <10 |
Strategie pratiche per il controllo della basicità
Il raggiungimento e il mantenimento della basicità target richiedono un'ingegneria sistematica delle scorie. Le pratiche chiave includono:
- Controllo del trascinamento delle scorie dalla siviera: Ridurre al minimo il trascinamento di scorie BOF/EAF durante la spillatura (obiettivo < 5 kg/tonnellata). Le scorie ossidanti con elevato contenuto di FeO consumeranno i disossidanti e ridurranno la basicità.
- Aggiunta di scorie superiori: Aggiungere calce (CaO) e fondenti di raffinazione sintetici per raggiungere la basicità desiderata. Per ogni aumento dell'1% di CaO, la basicità aumenta di circa 0,3-0,5 unità a seconda del livello di SiO₂.
- Aggiunta di alluminio: La deossidazione dell'alluminio riduce l'FeO presente nelle scorie e aumenta indirettamente la basicità effettiva abbassando il potenziale ossidante.
- Ottimizzazione della fluidità: Aggiungere fluorite (CaF₂) o allumina per regolare la viscosità della scoria ad alta basicità: scorie eccessivamente viscose ostacolano il trasferimento di massa dello zolfo.
- Monitoraggio in tempo reale: Utilizzare analizzatori di scorie XRF o portatili per verificare la basicità durante il trattamento in siviera; regolare di conseguenza le aggiunte di calce.

Il compromesso: basicità contro vita refrattaria
Le scorie altamente basiche (B > 4,0) sono corrosive per i refrattari in siviera MgO-C e MgO-spinello. La reazione chimica: MgO(s) + CaO·SiO₂(l) forma silicati di magnesio a basso punto di fusione, accelerando l'usura. Per bilanciare la durata del refrattario e le prestazioni metallurgiche:
- Per le gradazioni di routine, mantenere B = 2,5–3,0 — desolforazione adeguata con usura refrattaria moderata.
- Per gradi a bassissimo contenuto di zolfo, utilizzare tempi di trattamento brevi e considerare l'impiego di scorie saturate con MgO (aggiungendo calce dolomitica) per ridurre la dissoluzione dell'MgO.
- Applicare la scoria a spruzzo dopo la colata per rivestire i refrattari con uno strato basico protettivo.
Caso di studio: ottimizzazione delle scorie di acciaio nelle condotte
Un'acciaieria che produceva tubi per condotte API X70 ha riscontrato livelli di zolfo incoerenti (25-60 ppm) e occasionali guasti dovuti a fessurazioni indotte da idrogeno (HIC). La basicità iniziale della scoria variava tra 2,0 e 3,2 a causa dell'aggiunta incoerente di calce e del trascinamento di scorie BOF. Dopo aver implementato un protocollo di ingegneria delle scorie mirato — limitando il trascinamento a 4 kg/tonnellata, aggiungendo 8 kg/tonnellata di scoria sintetica ad alto contenuto di CaO e mantenendo B = 3,8–4,2 — i livelli di zolfo si sono stabilizzati al di sotto di 12 ppm. I test HIC sono stati superati senza crepe e la durata dei refrattari è diminuita solo dell'8%, un compromesso accettabile per il miglioramento della qualità.
L'ottimizzazione della basicità della scoria non è semplicemente un esercizio di chimica, ma un leva strategica Collegando le pratiche di deossidazione, l'ingegneria delle inclusioni, la rimozione dello zolfo e la gestione dei refrattari. Comprendendo l'interazione tra il rapporto CaO/SiO₂, la ripartizione dello zolfo e l'assorbimento delle inclusioni, i produttori di acciaio possono produrre costantemente acciaio più pulito, più resistente e più affidabile. Bright Alloys fornisce ferrosilicio ad alta purezza, silicio-manganese e additivi di scoria sintetica per supportare ogni aspetto della moderna metallurgia in siviera.