結晶粒微細化は、アルミニウムインゴット生産者にとって最も費用対効果の高い冶金ツールの一つです。 Al-Ti-B母合金 (通常AlTi5B1またはAlTi3B3)の添加により、粗大な柱状晶が微細な等軸晶組織に変わり、機械的特性が大幅に向上し、熱間割れが低減し、後工程の加工性能が向上します。しかし、多くの溶解工場では、不適切な添加技術、不十分な撹拌、またはフェード効果の見落としにより、結晶粒微細化の潜在能力を十分に活用できていません。
本稿では、Al-Ti-B母合金を用いた結晶粒微細化の最適化に関する実践的なガイドを提供し、選定、添加のベストプラクティス、フェード管理、および添加された母合金1キログラムごとに正当化される特性改善について解説します。
結晶粒微細化が重要な理由
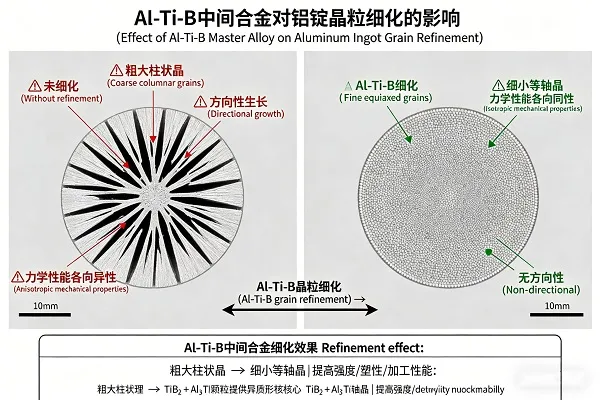
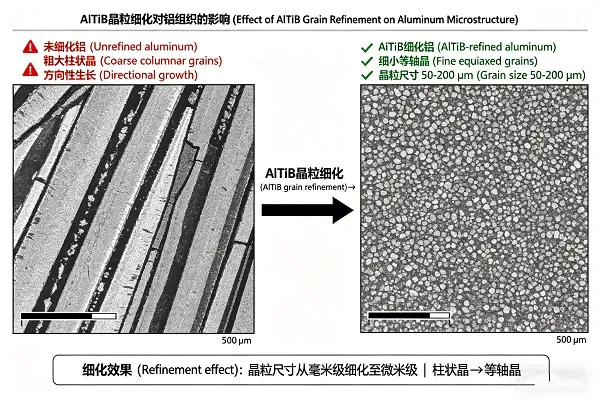
未微細化のアルミニウムは、鋳型壁から方向性を持って成長する粗大な柱状晶で凝固します。この組織にはいくつかの欠点があります:
- 機械的特性の低下: 粗大粒は降伏強度と伸びを低下させる
- 熱間割れ感受性: 柱状晶は相互に結合が弱く、凝固中に割れが発生しやすい
- 偏析: 粗大粒は合金元素のミクロ偏析を促進する
- 陽極酸化処理応答の不均一性: 結晶粒の配向のばらつきにより、表面外観が不均一になる
- 溶湯供給性の低下: 粒間の溶湯供給不良により、引け巣が増加する
微細な等軸晶(通常100~300μm径)はこれらすべての問題に対処し、より強く、より延性に富み、より均質なインゴットを生み出します。
メカニズム:Al-Ti-Bの作用原理
Al-Ti-B母合金には、アルミニウム粒の核生成サイトとして機能する2つの主要な金属間化合物相が含まれています:
- TiB₂(二ホウ化チタン)粒子: これらが主要な核生成剤です。TiB₂はアルミニウムと類似した結晶構造を持ち、格子不整合が小さいため、優れた不均一核生成基板となります。典型的なTiB₂粒子サイズは0.5~3μmです。
- TiAl₃(三アルミ化チタン)粒子: これらは保持中に溶解し、チタンを溶湯中に放出します。溶解したチタンはアルミニウム粒の成長速度を低下させ、TiB₂粒子が新しい粒を核生成する機会を増やします。
結晶粒微細化効率は、 活性TiB₂粒子の数 と 溶解チタンレベルに依存します。不適切な添加方法は、TiB₂粒子を不活性化(凝集や沈降による)したり、チタンを酸化物ドロスとして損失させたりする可能性があります。
適切なAl-Ti-Bグレードの選定
アルミニウム結晶粒微細化市場では、2つの市販グレードが主流です:
| グレード | 組成 | Ti:B比 | 標準添加量 | 最適な用途 |
|---|---|---|---|---|
| AlTi5B1 (最も一般的) | 5% Ti, 1% B | 5:1 | 1~3 kg/トン | 一般アルミニウム合金、鋳造合金、押出用ビレット、圧延用インゴット |
| AlTi3B3 (高ホウ素) | 3% Ti, 3% B | 1:1 | 0.5~1.5 kg/トン | 高ケイ素合金(Si>7%)、結晶粒微細化が困難な合金、薄肉鋳物 |
| AlTi5B0.6 (低ホウ素) | 5% Ti, 0.6% B | 8.3:1 | 1~3 kg/トン | 特殊合金、特定の押出グレード |
選定ガイドライン: ほとんどの用途ではAlTi5B1から始めてください。高シリコン合金(Si>7%)でフェードや不十分な微細化が発生する場合は、AlTi3B3に切り替えてください。ホウ素含有量が高いほど、核生成のためのTiB₂粒子が多くなります。
適切な添加技術:成功の鍵
Al-Ti-B母合金の添加は、単に棒やワッフルを炉に投入するだけではありません。以下の実証済みの方法に従ってください。
添加温度
- 最適範囲: 710~740°C
- 低すぎる場合(<690°C): 母合金の溶解が不完全。TiB₂粒子が分散しない可能性があります。
- 高すぎる場合(>760°C): 粒子粗大化の促進(オストワルド熟成)、効率低下、酸化の増加
添加形態と投入位置
- ロッド形態(直径19~25 mm): 取鍋への移湯時に溶湯流に投入するか、炉内に沈め込んでください。ドロス層の上に浮かぶような、溶湯表面への投入は避けてください。
- ワッフルまたはスラブ形態: 合金化中に炉に添加します。母合金が迅速に溶湯に沈むようにし、必要に応じてプランジベルを使用してください。
- コイル形態(インライン添加用): 鋳造中にランナーに連続的に供給します。これにより、凝固直前に新しいTiB₂粒子が供給され、フェードが最小限に抑えられます。
撹拌要件
撹拌は必須です。 添加後、溶湯を 5~10分間 機械的または電磁気的に十分に撹拌してください。不十分な撹拌は以下を引き起こします:
- TiB₂粒子の凝集と沈降
- インゴット全体で不均一な結晶粒径
- チャージごとに微細化効果が不安定
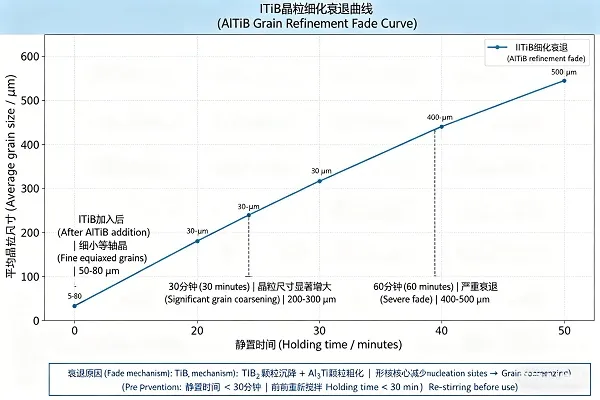
フェードの理解と管理
フェード 母合金添加後、時間経過とともに結晶粒微細化効果が徐々に失われる現象です。フェードは以下により発生します:
- 粒子沈降: TiB₂粒子(密度4.5 g/cm³)はアルミニウム(2.7 g/cm³)よりも重く、時間とともに炉底に沈降します。
- 粒子凝集: TiB₂粒子が衝突してクラスターを形成し、有効な核生成サイトの数が減少します。
- 被毒: 特定の元素(Zr、Cr、Mn、高レベルのSi)がTiB₂粒子表面を不活性化することがあります。
- 溶存チタンの損失: チタンが酸化してドロス層に移行します。
フェードのタイムラインと管理戦略
| 添加後の時間 | 予想結晶粒径 | 推奨措置 |
|---|---|---|
| 0~15分(微細化ピーク) | 100~200 μm(優良) | 最良の結果を得るために直ちに鋳造 |
| 15~30分 | 200~300 μm(良好) | ほとんどの用途で許容範囲 |
| 30~60分 | 300~500 μm(可) | 鋳造前に再撹拌。母合金の追加添加を検討。 |
| >60分 | 500~1000+ μm(不良) | 新しい母合金を添加。保持時間を短縮するよう操業方法を見直す。 |
フェード管理のベストプラクティス:
- 15分以内に鋳造する 可能な限りAl-Ti-B添加後
- 長時間保持する場合: インライン添加(ワイヤーフィーダー)をランナーに直接使用し、フェードを完全に排除する
- 鋳造前に再撹拌 保持が30分を超える場合は鋳造前に再撹拌する — これにより沈降したTiB₂粒子が再懸濁します。
- 高シリコン合金(Si>7%)の場合: 粒子密度が高くフェード耐性に優れたAlTi3B3を使用する
機械的特性への影響
Hall-Petchの関係式(σ_y = σ_0 + k・d^{-1/2})は、結晶粒径が降伏強度に与える影響を定量化します。より微細な結晶粒はより強い材料を生み出します。アルミニウム合金の場合、適切な結晶粒微細化により通常以下が達成されます:
- 降伏強度の向上: 未処理材と比較して15~25%
- 伸びの改善: 延性が20~40%向上
- 熱間割れの低減: 割れが50~80%減少
- 疲労寿命の延長: 繰り返し荷重下で2~5倍の寿命延長
鋳造アルミニウム合金(例:A356)の場合、結晶粒微細化は凝固時の湯流れ性も改善し、ミクロ引け巣を低減します。
被毒:その正体と回避方法
結晶粒微細化被毒 合金中の特定元素がTiB₂核生成サイトを不活性化する現象です。既知の被毒元素は以下の通りです:
- ジルコニウム(Zr): アルミニウムとの格子整合性が低い(Ti,Zr)B₂粒子を形成します。
- クロム(Cr): Zrと同様の被毒メカニズム
- マンガン(Mn): 高レベル(>0.5%)では弱い被毒を示す
- 非常に高レベルのシリコン(Si>10%): TiB₂の濡れ性を低下させる可能性がある
被毒合金への対策:
- 被毒を克服するために添加率を50~100%増加させる
- AlTi3B3に切り替える(kgあたりのTiB₂粒子数が多い)
- インライン添加(ワイヤーフィーダー)を使用して、添加から凝固までの時間を最小限にする
- 深刻な被毒系では代替微細化剤(例:Al-Ti-C)を検討する
異なるアルミニウム合金ファミリーに対する結晶粒微細化
| 合金ファミリー | 目標結晶粒径の目安 | 推奨Al-Ti-Bグレード | 添加率(kg/トン) | 特別な考慮事項 |
|---|---|---|---|---|
| 1xxx系(純Al) | 100~200 μm | AlTi5B1 | 1–2 | 微細化が容易。低添加率で十分。 |
| 3xxx系(Al-Mn) | 150~250 μm | AlTi5B1 | 1.5–2.5 | マンガンが弱い被毒を引き起こす可能性あり |
| 5xxx系(Al-Mg) | 150~250 μm | AlTi5B1 | 1.5–2.5 | 特別な問題なし |
| 6xxx系(Al-Mg-Si) | 100~200 μm | AlTi5B1 | 1–2 | 応答性に優れる。押出用ビレットに使用。 |
| 7xxx系(Al-Zn-Mg) | 120~220 μm | AlTi5B1 | 1.5–3 | Zr含有量が高い場合は添加量増加が必要な場合あり |
| Al-Si鋳造合金(A356、A380) | 100~250 μm | AlTi5B1 または AlTi3B3 | 1~2(AlTi5B1)または 0.5~1(AlTi3B3) | Si>7%の場合はAlTi3B3を推奨 |
品質管理:結晶粒微細化効果の検証
一貫した結晶粒微細化を確保するために、以下の検証手順を実施してください:
- マクロエッチング試験: インゴットを切断し、10~20% NaOHでエッチングして結晶組織を現出させます。リファレンス標準と比較してください。
- 線分切片法: ASTM E112に従い平均結晶粒径を測定します。目標粒径は合金と用途によって異なりますが、一般的なインゴット製品では300μm未満が許容範囲です。
- 熱分析: 凝固中の温度プラトーを監視します。微細化されたアルミニウムは、核生成サイトが多いため、より長く平坦なプラトーを示します。
- 高温割れ検査: 鋳造試験における高温割れの低減は、効果的な微細化を確認します。
事例:押出用ビレットの変革
建築用途向けに6063アルミニウムビレットを製造する押出メーカーは、溶解ロット間で結晶粒径が変動(300~800μm)したため、押出速度の不安定さと表面仕上げの不良に直面していました。従来の方法では、標準化された撹拌やフェード管理を行わずに、AlTi5B1を1.5kg/トン添加していました。
最適化された結晶粒微細化プロトコルの導入後:
- AlTi5B1添加量を1.5kg/トンに維持
- 機械撹拌時間を添加後2分から8分に延長
- 鋳造前の保持時間を最大20分に制限
- 重要注文にはインラインワイヤーフィーダーを設置
3ヶ月後の結果:
- 結晶粒径が120~180μmに安定化(変動係数が70%低減)
- 押出速度が18%向上(同一プレス、同一ダイ)
- 表面仕上げがクラスA陽極酸化処理品質に改善
- 表面欠陥による不良率が5.2%から1.1%に低下
- スクラップ削減と生産性向上による年間削減額:320,000米ドル
教訓: 適切な技術が母合金への投資価値を何倍にも高めます。
一般的な結晶粒微細化問題のトラブルシューティング
| 問題 | 考えられる原因 | 解決策 |
|---|---|---|
| 粗大粒(>500μm) | 添加量不足、撹拌なし、過度のフェード、被毒 | 添加量を増やす、5~10分の撹拌を確保、15分以内に鋳造、Zr/Crの有無を確認 |
| 不均一な結晶粒径(二峰性分布) | 混合不良、粒子凝集、局所的な撹拌不足 | 撹拌パターンを改善、複数箇所に母合金を添加、電磁撹拌を使用 |
| 添加しても微細化しない | 被毒合金(Zr、Cr)、TiB₂粒子の沈降、温度が低すぎる | 合金成分を確認、鋳造前に再撹拌、溶湯温度が710°C以上であることを確認 |
| フェードが早すぎる(<15分) | 粒子分布不良、高ケイ素含有量、低ホウ素レベル | AlTi3B3に切り替え、インライン添加を使用、各注湯前に再撹拌 |
Al-Ti-B母合金は、アルミニウムインゴット製造における結晶粒微細化のための最も強力で費用対効果の高いツールですが、その効果は適切な実践に完全に依存します。適切なグレード(ほとんどの合金にはAlTi5B1、高ケイ素または困難な用途にはAlTi3B3)を選択し、適切な温度(710~740°C)で添加し、十分に撹拌(5~10分)し、フェードを管理し(15分以内に鋳造するか再撹拌)、マクロエッチング試験で結果を検証することで、溶解工場は微細な等軸晶粒組織を実現し、優れた機械的特性、高温割れの低減、そして溶解ロットごとに安定した品質を得ることができます。Bright Alloysは AlTi5B1、AlTi3B3、およびAlTi5B0.6母合金 をロッド、ワッフル、コイルの形態で供給し、冶金学的サポートによりお客様の結晶粒微細化実践を最適化します。