
アルミニウムインゴットの生産は、歩留まりの1%が利益に直結する、高ボリュームでマージンに敏感なビジネスです。しかし、多くの溶解工場では、金属の5~15%をドロスとして損失し、水素ポロシティや表面欠陥によりインゴットの2~5%を不良品として廃棄し、チャージ間での成分組成のばらつきに悩まされています。これらの損失は不可避なものではなく、規律ある溶解作業、適切なフラックス処理と脱ガス、そして精密な合金添加管理によって解決可能です。
本稿では、アルミニウムインゴット鋳造における歩留まりと品質を最大化するための、実証済みの実践的な戦略を、以下の3つの重要なレバーに焦点を当てて解説します。 ドロス低減、水素ポロシティの排除、化学成分組成の安定化.
アルミニウムインゴット品質の三本柱
成功するアルミニウムインゴット生産は、相互に関連する3つの品質の柱に支えられています。
- 最小限のドロス発生 — 本来なら廃棄物となる金属を保全する
- ポロシティからの解放 — 再溶解時の問題や顧客からのクレームの原因となる水素起因のボイドを排除する
- 安定した化学成分 — チャージごとにばらつきを最小限に抑え、規格値を満たす
各柱にはそれぞれ固有の実践が必要ですが、これらは一体となって統合的な品質システムを形成します。
柱その1:ドロス発生の低減
ドロス(溶融アルミニウムの表面に形成される酸化物リッチな層)は、アルミニウム溶解工場における金属損失の最大の原因です。合金、炉の種類、作業方法によって異なりますが、ドロスの発生量は溶解重量の1%から10%以上に及びます。ドロスは酸化アルミニウム(Al₂O₃)とトラップされた金属アルミニウムから構成されます。鍵となるのは、ドロスから回収される金属部分を最小化し、そもそもドロスの発生を防ぐことです。
ドロス発生メカニズム
- 表面酸化: 溶融アルミニウムが炉内雰囲気と反応し、Al₂O₃の皮膜を形成する
- 乱流: 装入、撹拌、出湯時の飛沫や撹拌により空気が巻き込まれ、酸化が促進される
- 温度: 高温は酸化を指数関数的に加速させる。最低温度より50℃高いごとに、ドロスは30~50%増加する
- 不純物: マグネシウムなどの反応性の高い元素は、ドロス発生傾向を高める
実証済みのドロス低減戦略
- カバーフラックス(塩系フラックス)の使用: 溶湯表面の塩系フラックス(NaCl-KCl混合物にフッ化物を添加)の層がアルミニウムを空気から遮断し、酸化を低減します。溶湯1トンあたり3~8kgを適用します。
- 炉温の最小化: 合金に対して実用的な最低温度で操業します。ほとんどの鋳造用合金では、750~780℃ではなく、700~730℃で保持します。
- 不必要な撹拌の回避: 撹拌のたびに保護酸化皮膜が破壊され、酸化のための新しい表面が生成されます。成分調整や温度均一化のために必要な場合にのみ撹拌します。
- 不活性ガスブランケットの使用: 高価値合金の場合、炉内を窒素またはアルゴンでブランケットし、酸素を追い出します。これによりドロスを40~60%低減できます。
- ドロス処理: ドロスプレスやロータリー塩炉を使用して、発生したドロスから金属アルミニウムの60~80%を回収します。

柱その2:水素ポロシティの制御
水素ポロシティは、アルミニウム鋳物において最も一般的な内部欠陥です。水素は溶融アルミニウムには容易に溶解しますが(700℃での溶解度約0.65 cm³/100g)、固体アルミニウムにはほとんど溶解しません(660℃での溶解度約0.036 cm³/100g)。アルミニウムが凝固する際、過剰な水素は気泡を形成し、ポロシティとして閉じ込められます。これらのボイドは機械的特性を低下させ、耐圧鋳物にリークを生じさせ、熱処理中に表面ブリスターの原因となります。
水素の発生源
- 水蒸気: 主な発生源 — 湿気を含んだ空気、濡れたスクラップ、フラックス中の水分、または湿った耐火物から
- 炭化水素汚染: スクラップ原料に付着した油、グリース、または有機残留物
- 水和酸化物: スクラップ表面の水酸化アルミニウムは、加熱されると水蒸気を放出する
効果的な脱ガス方法
| 方法 | 代表的な水素低減率 | 最適な用途 | 制限事項 |
|---|---|---|---|
| グラファイトランスによるランス脱ガス(N₂またはAr) | 40~60%低減 | 小型炉、バッチ操業 | 不安定、オペレーター依存 |
| ロータリーインペラ脱ガス | 70~90%低減 | 中~大型炉、連続鋳造 | 設備コストは高いが、優れた結果 |
| インライン脱ガス(ロータリー式または多孔質プラグ式) | 75~90%低減 | 大量生産の連続鋳造 | 設備投資が必要、ランナーシステムが必要 |
ロータリー脱ガスのベストプラクティス: 溶湯サイズに応じて、アルゴン(推奨)または窒素を10~20 L/minで10~20分間使用します。インペラ速度は300~500 RPMに維持します。脱ガス後、気泡が上昇し水素が抜けるまで5~10分間静置してから鋳造します。
オンライン水素測定
測定できないものは制御できません。鋳造前に水素レベルを確認するために、オンライン水素分析計(例:ALSCAN、ALSPEK、減圧試験)に投資してください。目標レベル:
- プレミアム航空宇宙/自動車用: <0.10 mL/100g Al
- 一般エンジニアリング鋳造品: <0.15 mL/100g Al
- 再溶解用インゴット: <0.20 mL/100g Al
柱その3:安定した化学成分
合金元素(Si、Fe、Cu、Mn、Mg、Zn、Tiなど)の規格値をばらつきを最小限に抑えて満たすことは、顧客の受け入れと後工程処理に不可欠です。安定性を得るには、精密な母合金添加と効果的な溶湯処理が必要です。
母合金添加のベストプラクティス
母合金 (例:AlSi、AlCu、AlMn、AlTiB、AlSr)は、純金属と比較して、合金元素の効率的かつ正確な添加を可能にします。ベストプラクティスは以下の通りです:
- 母合金を予熱する 熱衝撃と水分を避けるため、添加前に200~300℃に予熱する
- 適切な温度で添加する: ほとんどの母合金で720~750℃;高温は酸化を促進し、低温は溶解を遅らせる
- 十分に攪拌する 添加後、5~10分間の機械的または電磁攪拌により均質性を確保する
- サンプリングと確認 鋳造前に、炉の少なくとも3箇所からサンプルを採取して確認する
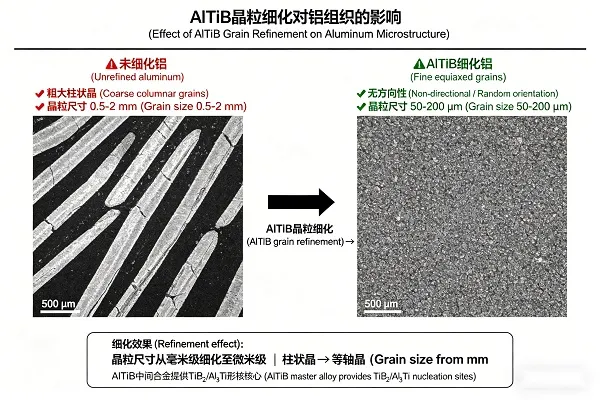
AlTiBによる結晶粒微細化
AlTiB(アルミニウム-チタン-ホウ素)母合金 は、アルミニウム合金の結晶粒微細化における業界標準です。微細な等軸晶は、湯流れ性を改善し、ホットティアリングを低減し、機械的特性を向上させます。標準的な添加量:
- AlTi5B1(5% Ti、1% B):一般用途で1~3 kg/トン
- AlTi3B3(3% Ti、3% B):ホウ素感受性が高い場合、0.5~1.5 kg/トン
- 鋳造中(インライン)または鋳造5~10分前(炉内)に添加
- 過剰処理を避ける — 過剰なTiまたはBは粗大な金属間化合物を形成する可能性がある
共晶シリコンの改良(Al-Si合金)
Al-Si系鋳造合金(例:A356、A380)の場合、 ストロンチウム(AlSr10)またはナトリウムによる改良 は、粗く脆いシリコン片を微細な繊維状の共晶シリコンに変え、延性を劇的に向上させます。ベストプラクティス:
- AlSr10添加量:0.2~0.5 kg/トン(目標Sr濃度100~300 ppm)
- 脱ガス後に添加する(ストロンチウムは脱ガスガスと反応する可能性がある)
- フェージングは30~60分で発生する — 改良後は速やかに鋳造する
統合溶湯処理ワークフロー
安定したアルミニウムインゴット品質を得るには、以下の実証済みの手順に従ってください:
- チャージ準備: 乾燥した清浄なスクラップと一次アルミニウム。油、塗料、有機物汚染を除去する。
- 溶解: 過熱を最小限に抑える — 720~740℃で溶解し、760℃を超えないようにする。
- カバーフラックス添加: 溶解後すぐに塩系カバーフラックス(3~5 kg/トン)を添加し、酸化を防ぐ。
- 合金化: 母合金(AlSi、AlCu、AlMnなど)を730~750℃で十分に攪拌しながら添加する。
- サンプリングと分析: 成分を確認し、必要に応じて調整する。
- 脱ガス: アルゴンで10~20分間ロータリー脱ガスを行う。その後、水素を測定する。
- 結晶粒微細化: 鋳造の10分以内にAlTiB(1~2 kg/トン)を添加する。
- 改良(Al-Si合金の場合): 脱ガス後にAlSr10(0.2~0.5 kg/トン)を添加し、30分以内に鋳造する。
- 最終スキミング: 鋳造直前にドロスを除去する。
- 鋳造: 一定の注湯温度と速度を維持する。
一般的な欠陥と是正措置
| 欠陥 | 外観/感覚的兆候 | 根本原因 | 是正措置 |
|---|---|---|---|
| 酸化物ドロス(過剰) | 厚く乾燥したドロス層、低い回収率 | 高温、空気暴露、カバーフラックスなし | 温度を下げ、カバーフラックスを添加し、不活性ガスブランケットを使用する |
| 水素ポロシティ | 破面またはX線写真上のピンホール | 湿ったスクラップ、湿気の多い雰囲気、不十分な脱ガス | スクラップを予熱し、フラックスを乾燥させ、アルゴンでロータリー脱ガス、オンラインH₂測定 |
| 粗大な結晶粒組織 | エッチング面に大きな柱状晶 | 結晶粒微細化なし、低い冷却速度 | AlTiB母合金を添加する(1~2 kg/トン) |
| 表面ブリスター | 熱処理後のブリスター | 溶体化処理中に溶解水素が膨張 | 鋳造前に水素を低減し、減圧試験で確認する |
| 成分規格外れ | 化学成分が顧客の許容範囲外 | 混合不良、不適切な母合金添加、偏析 | 攪拌の改善、予熱した母合金、分光計で確認 |
事例:歩留まり88%から95%への改善
A356合金インゴットを年間40,000トン生産する二次アルミニウム製錬所は、88%の溶解歩留まりで操業しており、12%がドロスなどの要因で失われていました。包括的な改善プログラムを実施した後:
- 塩系カバーフラックス添加量を2 kg/トンから6 kg/トンに増加
- 炉の保持温度を760℃から720℃に低減
- ランス脱ガスからロータリー脱ガスに変更
- AlTiB結晶粒微細化を標準化
- ドロスプレスを導入し、ドロスから金属を回収
6ヶ月後の結果:
- 溶解歩留まりが88%から94.5%に向上(6.5%改善)
- 年間追加販売可能金属量:2,600トン
- ポロシティによる顧客クレーム率が4.2%から0.7%に低下
- 年間削減額:アルミニウム価格に基づき450万米ドル
- 脱ガス装置とドロスプレスの投資回収期間:8ヶ月
アルミニウムインゴット生産における歩留まりと品質の最大化には、ドロス低減、水素管理、成分安定性への体系的な取り組みが必要です。ここで概説したベストプラクティス(カバーフラックス、低温保持、効果的な脱ガス、精密な母合金添加、結晶粒微細化)を実施することで、アルミニウム溶解工場は金属ロスを低減し、ポロシティ欠陥を排除し、最も厳しい仕様を満たすインゴットを提供できます。Bright Alloysは、高品質なアルミニウムインゴット生産のあらゆる側面をサポートする アルミニウム母合金(AlSi、AlCu、AlMn、AlTiB、AlSr10、AlB)、結晶粒微細化剤、脱ガスフラックス を供給しています。