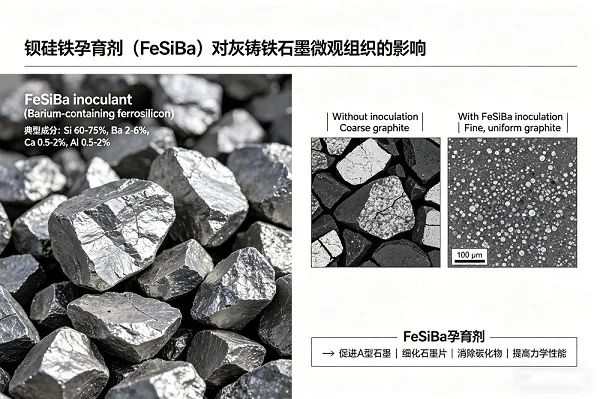
一貫したタイプAグラファイト、薄肉部分のチルの除去、色あせのない保持時間の延長を求めるねずみ鋳鉄鋳造所にとって、 バリウム含有フェロシリコン接種剤(FeSiBa) これは、従来のフェロシリコンに比べて大きな進歩と言える。バリウムは単にカルシウムの代替品というだけでなく、ねずみ鋳鉄の鋳造における最も根深い課題を解決する、独自の冶金学的利点を提供する。
本稿では、バリウムの優れた核生成能力、驚異的な耐退色性、そしてFeSiBaが要求の厳しいねずみ鋳鉄用途、特に薄肉鋳物、複雑な形状、長時間の注湯工程において最適な接種剤となっている実用的な利点の背後にある科学的根拠を検証する。
課題:標準的なフェロシリコン接種法の限界
標準的な75%フェロシリコン(FeSi)接種剤は、数十年にわたり鋳造工場の主力製品として使われてきた。しかし、その限界はよく知られている。
- 急速なフェードアウト: 核生成部位は添加後5~8分以内に消失し始めるため、迅速な鋳造が必要となる。
- 薄切り部分の冷却管理不良: 壁厚が6mm未満の場合、D/E型黒鉛または炭化物の形成が見られることが多い。
- 限定的な収縮給餌: 凝固時の黒鉛の膨張は最小限に抑えられる。
- セクションの感度: 厚い鋳造領域と薄い鋳造領域の間で特性に大きな違いがある
バリウム含有接種剤は、独自の核生成化学と長期安定性により、これらの制約のそれぞれに直接的に対処します。
メカニズム:バリウムが核生成を促進する仕組み
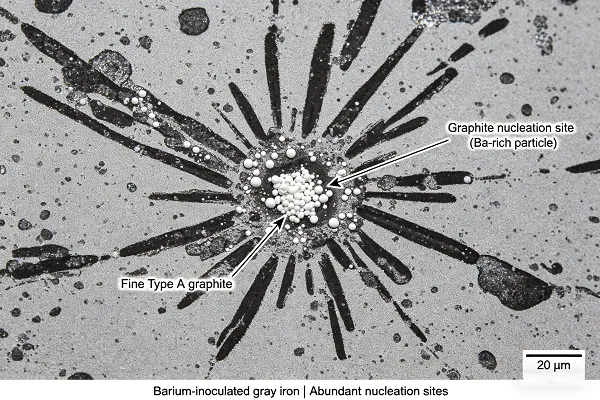
接種効果は、黒鉛核生成基質の数と安定性に依存する。バリウムは複数のメカニズムを通じて寄与する。
1. 安定な核生成化合物の形成
接種剤中のバリウム(通常1~6%のBa)は、強力な黒鉛核生成サイトとして機能する非常に安定な化合物を形成する。
- 酸化バリウム(BaO): グラファイトと優れた結晶構造の一致性を持つ、安定した微細な分散液を形成する。
- 硫化バリウム(BaS): 特に硫黄含有量が中程度の鉄(硫黄含有量0.05~0.10%)に効果的です。
- バリウムアルミノケイ酸塩 (BaAl₂Si₂): 高い熱安定性を有する複雑な耐火化合物
これらのバリウム化合物は、カルシウムをベースとした核生成サイトよりも高い温度で安定性を保ち、より高い核生成密度と溶解に対する耐性を提供する。
2. 表面張力が低いほど、分散性が向上する
バリウムは溶融鉄の表面張力を低下させ、接種粒子が溶融物全体に均一に分散することを可能にする。その結果、核生成サイトがより均一に分布し、局所的なチルやB型黒鉛ロゼットの発生傾向が低減される。
色褪せ耐性:ゲームチェンジャーとなるアドバンテージ
バリウム接種剤の運用上最も重要な利点は 耐退色性の向上退色とは、溶解、凝集、酸化により、時間の経過とともに核生成サイトが徐々に失われていく現象です。比較データによると、以下のことが分かります。
| 接種剤の種類 | 初期冷え性低減 | 5分後の冷却深度 | 10分後の冷却深度 | 15分後の冷却深度 |
|---|---|---|---|---|
| 標準FeSi(75%) | 素晴らしい | 緩やかな増加 | 深刻な増加 | ワクチン接種が失敗 |
| FeSiBa (Ba 1-2%) | 優れた | わずかな増加 | 緩やかな増加 | 依然として効果的 |
| FeSiBa (Ba 2-4%) | 優れた | ほとんど変化なし | わずかな増加 | 優れた保護性能 |
| FeSiBa (Ba 4-6%) | 素晴らしい | 目立った変化なし | わずかな増加 | 重要な保護が残っている |
実務上の意味: 標準的な FeSi では、接種後 5~8 分以内に鋳造を完了する必要があります。FeSiBa (2~4% Ba) では、鋳造工場は 15~20分間の色褪せ防止ウィンドウこれにより、より大きな取鍋の使用、複数回の鋳型への注湯、そしてより柔軟な生産スケジュールが可能になります。
薄切片における冷却除去
薄肉鋳物(肉厚3~8mm)は、チル現象(硬くて脆い炭化鉄が機械加工性を損なう現象)の影響を最も受けやすい。バリウム接種剤は、以下の3つの理由からチル抑制に優れている。
- 核生成密度が高い: 単位体積あたりのグラファイトサイトが多いということは、急速冷却条件下でもグラファイトが析出する可能性があることを意味する。
- 過冷却要求量の低減: バリウム化合物は、より高い温度(より少ない過冷却で済む)で黒鉛の析出を触媒し、炭化物形成につながる温度低下を防ぐ。
- 硫黄との相乗効果: 硫黄含有量が0.06~0.10%の鉄では、BaSの形成は薄片の冷却制御に特に有益である。
鋳造データは一貫して 冷え込み深度が40~60%減少 薄肉ねずみ鋳鉄において、FeSiからFeSiBa(Ba含有量2~4%)に切り替えることで、従来必要とされていた断面ごとの冷却工程を省略できる場合が多い。
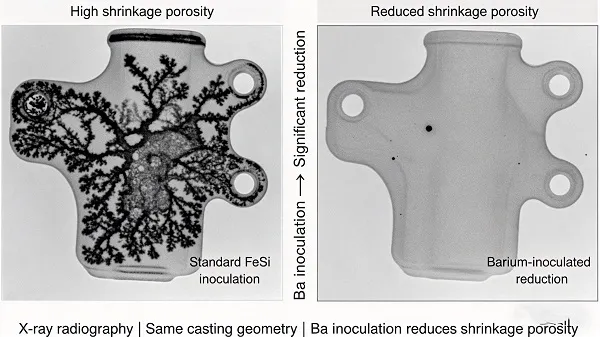
黒鉛膨張による収縮低減
ねずみ鋳鉄の収縮空隙は、液体の収縮が黒鉛析出による補償膨張を上回る場合に発生する。バリウム接種剤は、以下の方法で収縮抵抗性を向上させる。
- 遅延黒鉛析出: バリウムは、凝固過程の後半、つまり液体の収縮がすでに多く起こっている段階で黒鉛の膨張開始を遅らせる。つまり、収縮に利用できる膨張量がより多くなるということである。
- 拡張容量の増加: 黒鉛の核生成密度が高いほど、黒鉛の総体積が増加し、膨張率が増加する。
- 凝固範囲が狭くなる: バリウムは共晶凝固を促進し、収縮が最も問題となる半凝固領域を減少させる。
鋳造所が報告する前後比較文書 ライザーサイズ要件が20~40%削減 FeSiからFeSiBaに切り替えると、内部収縮不良率が大幅に低下します。
適切なバリウム濃度の選択:1~2%、2~4%、または4~6%のバリウム
Bright Alloys社は、特定の用途に合わせて最適化された3種類のバリウム濃度範囲を持つFeSiBa接種剤を提供しています。
| 学年 | バリウム含有量 | 最適なアプリケーション | 主なメリット |
|---|---|---|---|
| FeSiBa 1-2% | 1.0~2.0%のBa | 一般的なねずみ鋳鉄、中程度の断面厚さ(8~20 mm)、短い保持時間 | 優れた耐退色性(10~12分)、適度な低温制御、FeSiからの費用対効果の高いアップグレード |
| FeSiBa 2~4% | 2.0~4.0%のBa | 薄肉鋳造品(4~10 mm)、長時間の注湯工程、収縮しやすい設計、凝固時間の長い厚肉鋳造品 | 優れた耐退色性(15~20分)、優れた冷却効果、大幅な縮み抑制 — 最も人気のあるグレード |
| FeSiBa 4-6% | 4.0~6.0% Ba | 極めて薄い壁(3~6 mm)、非常に長い保持時間(20分以上)、断面厚さが変化する複雑な鋳造品、高い品質基準 | 最大耐退色性(20~25分)、優れた低温制御、重要な用途向けのプレミアム性能 |
なお、バリウム濃度が高いほど、同等のシリコン含有量を得るためには添加量をわずかに増やす必要があるが、バリウム特有の利点は、要求の厳しい用途においては、その追加コストを正当化するものである。
適用ガイドライン:柄杓、流し込み、およびカビ接種
FeSiBa接種剤は、あらゆる接種方法において汎用性と有効性を発揮します。
お玉接種
出湯時に、取鍋に0.2~0.4%のFeSiBaを添加してください。バリウムの優れた耐退色性により、適度な保持時間でも効果を発揮します。大型取鍋(500kg以上)の場合は、この範囲の上限値を使用してください。
ストリーム(後期)接種 ― 推奨方法
鋳造時に、溶融金属流に0.1~0.2%のFeSiBaを添加してください。この方法により、バリウムの効率が最大化され、退色を最小限に抑え、添加率を低く抑えることができます。薄肉鋳造(6mm未満)の場合は、0.15~0.25%を目安としてください。
カビ(インモールド)接種
0.05~0.15%のFeSiBa(微顆粒または成形ブロック)をゲートシステムに投入してください。液だれがなく、添加量も最小限で済むため、自動化された高生産ラインに最適です。バリウムの安定性により、注入速度が変動しても安定した溶解が保証されます。
事例:薄肉ポンプハウジング
肉厚5mmのねずみ鋳鉄製ポンプハウジングを製造する鋳造工場では、18%のチル関連不良に悩まされていた。標準的なFeSi取鍋接種(0.35%添加)を使用しても、重要な領域でD型黒鉛が観察された。 FeSiBa(Ba 2~4%)に0.18%の濃度で河川接種結果は劇的だった。
- 冷却深さが0.8mmから0.1mmに減少(ほぼ解消)
- 全ての壁面において、タイプAグラファイトが均一に使用されている。
- 拒否率は18%から3%に低下した。
- 接種剤の総コストは12%減少した(添加率の低下が単位コストの上昇を相殺した)。
- 注ぎ出しスケジュールの柔軟性が向上し、柄杓で最後の型に注ぐ際にも品質の低下がなくなりました。
その後、この鋳造所はすべてのねずみ鋳鉄の生産にFeSiBa接種剤を使用するように切り替え、スクラップの削減だけでも年間15万ドル以上の節約を実現した。
品質管理:バリウム接種の効果検証
FeSiBa接種剤の安定した性能を確保するため、以下の検証手順を実施してください。
- 熱分析: バリウム添加ねずみ鋳鉄の場合、目標再加熱過冷却度(ΔT)は3℃未満(FeSiの場合は5℃未満)
- 冷やしたウェッジテスト: 定期的にウェッジ鋳造品を断面に切断し、冷却深さを測定する。適切なFeSiBa処理を行えば、冷却深さはほぼゼロになるはずである。
- 微細構造の検査: 均一に分布したA型黒鉛を確認する。適切に接種されたねずみ鉄の場合、黒鉛団塊数は200~400個/mm²であるべきである。
- 硫黄濃度を確認してください: バリウムは、ベース鉄中の硫黄含有量が0.06~0.10%の場合に最も効果を発揮します。硫黄含有量が非常に少ない鉄では、バリウム化合物を活性化するために硫黄を添加する必要がある場合があります。
品質向上、スクラップ削減、生産柔軟性向上を目指すねずみ鋳鉄鋳造工場にとって、バリウム含有接種剤は実績のある解決策となります。優れた核生成力、長い耐退色性(標準的なFeSiの5~8分に対し15~20分)、薄肉部における卓越した冷却制御性により、FeSiBaは要求の厳しいねずみ鋳鉄用途に最適な選択肢となります。Bright Alloys社が供給しています。 FeSiBa接種剤(バリウム濃度1~2%、2~4%、4~6%)取鍋、溶融金属流、鋳型への接種など、用途に合わせたサイズ調整が可能で、鋳造作業を最適化するための冶金学的サポートも提供します。