ねずみ鋳鉄の片状黒鉛をダクタイル鋳鉄の球状黒鉛に変えるには、1つの必須元素が必要です: マグネシウム。しかし、マグネシウムの溶湯との激しい反応、低い溶解度、急速なフェード現象により、処理はダクタイル鋳鉄製造において最も重要かつ困難な工程です。適切な方法の選択とプロセスパラメータの最適化は、球状化率、機械的特性、鋳物の健全性を直接決定します。
本稿では、3つの主要なマグネシウム処理方法—— タンディッシュカバー法、サンドイッチ法、コアードワイヤー注入法 ——を比較し、最適な回収率と最小限のフェードで90%超の安定した球状化率を達成するための実践的な指針を提供します。
マグネシウムの課題:高反応性、低溶解度
マグネシウムの沸点は1090°Cで、通常の溶湯出湯温度(1400~1500°C)を大きく下回ります。溶湯に添加されると、マグネシウムは瞬時に気化し、激しい乱流とヒュームを発生させます。処理成功の鍵は、 この激しい反応を制御すること 残留Mg量を0.030~0.045%に制御し、過剰な炭化物やドロスを生じさせずに球状化を達成することです。
すべての商用方法では、 マグネシウムフェロシリコン(MgFeSi) 合金(通常3~10%Mg)を使用し、反応を緩和し球状化を促進するために希土類(Ce、La)やカルシウムが添加されています。
方法1:サンドイッチ法(従来法)
サンドイッチ法は、特に小規模鋳造所において、設備投資が低いことから最も広く使用されている処理技術です。
プロセス説明
MgFeSi合金は、特別に設計された取鍋の底部にあるポケットまたは窪みに配置されます。ポケットは鋼板打ち抜き材または鋼板で覆われ、溶湯との接触を遅らせます。溶湯は直接このカバー上に出湯され、カバーを溶かしてマグネシウム反応を開始します。
代表的なパラメータ
- Mg回収率: 25~45%(変動大)
- MgFeSi添加量: 溶湯重量の1.0~1.5%(目標Mg量による)
- 設備コスト: 低い(専用取鍋のみ)
- オペレータースキル: 中程度~高い
- ヒューム発生量: 多い
- 達成可能な標準球状化率: 80–90%
利点
- 低設備投資 — 処理取鍋以外に特別な設備は不要
- 小~中バッチサイズ(100~1000 kg)に適している
- 柔軟性 — 幅広い溶湯化学成分に対応可能
制限事項
- 回収率が不安定 — バッチ間変動±10%が一般的
- ヒュームとフレアが多い — 安全性と環境面での懸念
- 処理中の温度降下が大きい(30~50°C)
- 低硫黄溶湯には不向き(より多くの添加が必要)
- 自動化や大量生産には不向き
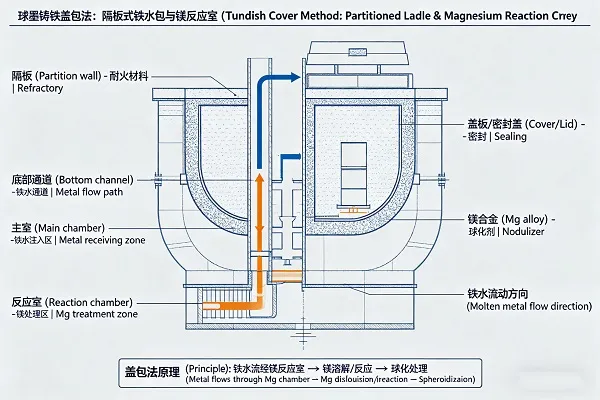
方法2:タンディッシュカバー法
タンディッシュ法は、サンドイッチ法を改良したもので、仕切られた取鍋を使用して反応室を形成し、より優れた制御と高い回収率を実現します。
プロセス説明
タンディッシュ取鍋は、取鍋を2つの区画に分割する中央隔壁を持ちます。MgFeSiは小さい方の区画に配置され、溶湯は大きい方の区画に出湯され、隔壁を越えてMgFeSi区画に流れ込みます。これにより、サンドイッチ法よりも乱流が少なく、制御された反応が生じます。
代表的なパラメータ
- Mg回収率: 40~60%(サンドイッチ法より安定)
- MgFeSi添加量: 溶湯重量の0.8~1.2%
- 設備コスト: 中程度(専用タンディッシュ取鍋が必要)
- オペレータースキル: 中程度
- ヒューム発生量: 中程度
- 達成可能な標準球状化率: 85–95%
利点
- サンドイッチ法よりも高く安定したMg回収率
- ヒュームとフレアの低減
- 温度降下が小さい(15~30°C)
- 低硫黄ベース溶湯に適している
- 中型鋳造工場(500~2000kgバッチ)で広く使用されています
制限事項
- タンディッシュ取鍋の設備コストが高い
- 専用の取鍋設計とメンテナンスが必要
- 非常に小ロット(200kg未満)には不向き
- コアードワイヤーと比較して、依然としてバッチ間のばらつきが大きい
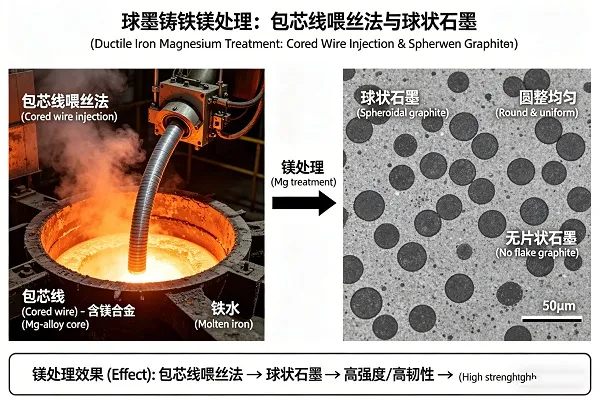
方法3:コアードワイヤーインジェクション(最新方法)
コアードワイヤーインジェクションは、最も技術的に進んだ方法であり、大量生産のダクタイル鋳鉄製造に精密性、一貫性、自動化を提供します。
プロセス説明
MgFeSi粉末が鋼製シース(コアードワイヤー)に封入され、ランスを通して溶湯中に連続的に供給されます。ワイヤーは表面下で溶融し、マグネシウムを浴中に直接放出するため、ヒュームが最小限で効率が最大になります。
代表的なパラメータ
- Mg回収率: 50~75%(最も安定)
- MgFeSiワイヤー添加量: 溶湯重量の0.5~0.9%相当
- 設備コスト: 高(ワイヤーフィーダー+ランス)
- オペレータースキル: 低(自動化)
- ヒューム発生量: 最小限
- 達成可能な標準球状化率: 90–98%
利点
- 最も高く、最も安定した回収率 — ばらつき < ±3%
- 精密なMg制御 — 目標残留Mgは0.005%以内
- ヒュームとフレアが最小限 — より安全でクリーンな操業
- 最も低い温度損失 (5~15℃)
- 完全自動化可能 — プロセス制御システムと統合
- あらゆるバッチサイズに対応 — 100kgから50トンまで
- 低硫黄ベース鉄に最適
制限事項
- ワイヤーフィーダーとランスシステムへの高い設備投資
- 安定したワイヤー品質と供給システムの校正が必要
- ワイヤーの継続的な消耗品コスト(添加量低減で相殺)
- 最適なランス深さと供給速度のためのオペレーター訓練が必要な場合あり

比較概要表
| パラメータ | サンドイッチ法 | タンディッシュ法 | コアードワイヤーインジェクション |
|---|---|---|---|
| Mg回収率(%) | 25–45% | 40–60% | 50–75% |
| 回収率の安定性 | 不良(±10%) | 中程度(±5%) | 優良(±3%) |
| MgFeSi添加率 | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| 温度損失(℃) | 30~50℃ | 15~30℃ | 5~15℃ |
| ヒューム発生量 | 多い | 中程度 | 最小限 |
| 設備コスト | 低い | 中程度 | 多い |
| 適切なバッチサイズ | 100~1000kg | 500~2000kg | 全サイズ対応(100~50,000kg) |
| 標準的な球状化率 | 80–90% | 85–95% | 90–98% |
| 自動化の可能性 | なし | 限定的 | 完全 |
フェード現象の理解:時間との戦い
マグネシウムフェード — 硫黄、酸素、スラグとの反応による残留マグネシウムの漸進的損失 — は処理直後に始まります。フェードは予測可能な指数関数的減衰に従います:
- 最初の5分:Mg損失10~15%
- 5~10分:さらに5~10%損失
- 10~15分:さらに3~5%損失
重要な意味: 球状化率90%以上を維持するには、鋳造は処理後 10~12分 以内に完了する必要があります。15分を超えると、初期Mgレベルに関係なく球状化率が80%未満に低下する可能性があります。
フェード低減戦略:
- 低硫黄ベース鉄(<0.02% S)を使用して、MgS生成によるMg損失を最小限に抑える
- スラグカバーを厚く、かつ塩基性(CaO/SiO₂ > 2.0)に保つ
- Mg処理後に後期接種(FeSiCaまたはFeSiBa)を0.1~0.3%添加し、核生成サイトを回復させる(マグネシウムは黒鉛核を破壊する)
- 処理から注湯までの保持時間を最小限にする
- コアードワイヤーインジェクションはMg添加を遅らせることができ、総保持時間を短縮する
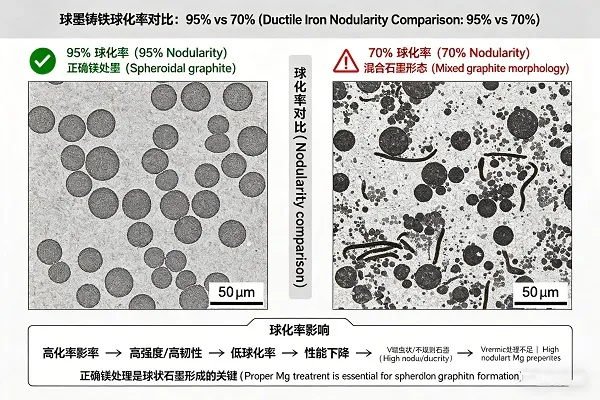
残留マグネシウム目標値と球状化率
残留Mgと球状化率の関係は、肉厚、ベース硫黄、希土類含有量に依存します。一般的なガイドライン:
| 残留Mg(%) | 期待される球状化率 | 適用適合性 |
|---|---|---|
| 0.020–0.025% | 50~70%(混合/バーミキュラー) | CGI(コンパクテッド黒鉛鋳鉄)、ダクタイル鋳鉄には不適 |
| 0.030–0.035% | 80–90% | ダクタイル鋳鉄の最低条件、厚肉部には適切 |
| 0.035–0.045% | 90–95% | 標準的なダクタイル鋳鉄範囲 — ほとんどの用途で目標 |
| 0.045–0.055% | 95–98% | 高級ダクタイル鋳鉄、薄肉部、高球状化率要求 |
| >0.060% | 95~98%+炭化物 | 過剰処理 — チル、延性低下、ドロス増加のリスク |
最適範囲: 0.035~0.045%の残留Mgが、球状化率(>90%)と炭化物リスクおよびコストのバランスを取ります。
成功する処理のためのベース鉄要件
処理方法に関わらず、ベース鉄の品質が成功を左右します:
- 硫黄: Mg処理前に0.02%未満である必要があります。高SはMgをMgSとして消費し、球状化率を低下させます。ベースSが0.025%を超える場合は、脱硫(CaC₂、CaO、またはソーダ灰)を使用してください。
- 炭素当量: 4.2~4.4%が最適。低CEは炭化物傾向を高め、高CEは黒鉛フローテーションを引き起こします。
- リン: <0.05% — 高Pは脆化を引き起こします。
- チタンとクロム: 最小限に — これらはマグネシウムに対抗する炭化物促進元素です。
一般的なダクタイル鋳鉄欠陥のトラブルシューティング
低球状化率(<80%)
- 考えられる原因: 残留Mg不足、ベース硫黄高(>0.02%)、過度のフェード、希土類不足
- 解決策: MgFeSi添加量増加、ベース鉄の予備脱硫、保持時間短縮、RE含有MgFeSiの使用
炭化物(チル)形成
- 考えられる原因: 過剰処理(Mg >0.055%)、接種不足、低炭素当量、薄肉部での急冷
- 解決策: Mg添加量低減、後期接種(FeSiCa)増加、CEを上方調整(4.3~4.4%)、薄肉部にはFeSiSr接種剤を使用
引け巣ポロシティ
- 考えられる原因: 黒鉛粒数不足による黒鉛膨張不足、押湯不良、過剰なMg
- 解決策: 後期接種(特にFeSiBa)増加、押湯設計最適化、残留Mgを0.035~0.040%に低減
事例:サンドイッチ法からコアードワイヤーへの転換
ダクタイル鋳鉄部品(自動車用ブラケット、デフケース)を年間15,000トン生産する中規模鋳造工場が、不安定な球状化率(78~92%)と、低球状化率および炭化物による8%の不良率に悩んでいました。サンドイッチ法で1.2%のMgFeSi添加を使用した場合、残留Mgは0.028%から0.052%まで変動しました。
転換後、 コアードワイヤー注入 MgFeSi(6% Mg)ワイヤーを0.7%相当添加したコアードワイヤーインジェクションでは、結果は劇的でした:
- 残留Mgを0.038~0.042%に安定化(変動<±0.003%)
- 球状化率が常に92%超(平均95%)
- 不良率が8%から1.5%に低下
- MgFeSi消費量が35%削減(1.2%から0.78%相当)
- 年間削減額:合金費$210,000 + スクラップ削減$180,000
- ワイヤーフィーダーの投資回収期間:4ヶ月
用途別推奨
| 生産規模 | 推奨方法 | 主な根拠 |
|---|---|---|
| 小規模鋳造所(年間1000トン未満) | サンドイッチ法またはタンディッシュ法 | 低設備投資、中程度の品質要件に十分対応 |
| 中規模鋳造所(年間1000~5000トン) | タンディッシュ法またはコアードワイヤー | タンディッシュ法はサンドイッチ法からの改善に有効。コアードワイヤーは安定性と合金消費量の低減を実現 |
| 大規模鋳造所(年間5000トン超) | コアードワイヤー | 優れた安定性、最低の合金コスト、自動化、最小限のヒューム、最高の球状化率 |
| 薄肉鋳物(6mm未満) | コアードワイヤー + FeSiSr接種 | 精密なMg制御で炭化物を防止。Sr接種剤がチル抵抗性を向上 |
| 厚肉鋳物(100mm超) | コアードワイヤー + RE含有MgFeSi | 長時間の凝固には高いMg保持率が必要。REはフェードを抑制 |
ダクタイル鋳鉄で安定した球状化率を達成するには、体系的なアプローチが必要です。規模と品質要件に適したマグネシウム処理方法の選択、厳格なベース鉄管理(特に硫黄)、強固な後期接種の実施、残留Mgとフェード時間の監視が重要です。中規模から大規模の鋳造所では、 コアードワイヤー注入 が、回収率、安定性、球状化率、総コストの最良の組み合わせを提供します。ただし、タンディッシュ法は、ワイヤー供給装置に投資できない場合の有効なアップグレードオプションです。Bright Alloysは、 MgFeSi合金(Mg 3-10%、希土類含有)、コアードワイヤー、フェロシリコン接種剤 を供給し、ダクタイル鋳鉄操業の最適化を冶金学的にサポートします。