ねずみ鋳鉄の薄片状黒鉛を球状黒鉛鋳鉄の球状黒鉛に変化させるには、1つの必須要素が必要です。 マグネシウムしかし、マグネシウムは溶融鉄と激しく反応し、溶解度が低く、急速に退色するため、処理工程は球状黒鉛鋳鉄の製造において最も重要かつ困難な工程となる。適切な処理方法を選択し、プロセスパラメータを最適化することで、球状化率、機械的特性、鋳造品の健全性を直接的に左右する。
この記事では、マグネシウム治療の3つの主要な方法を比較します。 タンディッシュカバー、サンドイッチ構造、および芯線注入 ―最適な回復率と最小限の退色で、90%以上の結節率を一貫して達成するための実践的なガイダンスを提供する。
マグネシウムの課題:高い反応性、低い溶解度
マグネシウムの沸点は1090℃で、一般的な鉄の出湯温度(1400~1500℃)よりはるかに低い。溶融鉄に加えると、マグネシウムは瞬時に蒸発し、激しい乱流と煙を発生させる。処理を成功させる鍵は この激しい反応を制御する 残留マグネシウム濃度を0.030~0.045%にすることで、過剰な炭化物やドロスを生じることなく球状化を行うのに十分な濃度を達成する。
すべての商業的手法は マグネシウムフェロシリコン (MgFeSi) 反応を緩和し、球状化を促進するために、通常3~10%のマグネシウムと希土類元素(セリウム、ランタン)およびカルシウムを含む合金。
方法1:サンドイッチ法(従来法)
サンドイッチ法は、特に小規模な鋳造工場において、初期投資コストが低いことから、依然として最も広く用いられている処理技術である。
プロセスの説明
MgFeSi合金は、特別に設計された取鍋の底にあるくぼみまたはポケットに入れられる。ポケットは鋼片または鋼板で覆われ、溶融鉄との接触を遅らせる。鉄は直接この覆いに叩きつけられ、覆いを溶かしてマグネシウム反応を開始させる。
代表的なパラメータ
- マグネシウム回収率: 25~45%(非常に変動が大きい)
- MgFeSi添加: 溶融重量の1.0~1.5%(目標マグネシウム量による)
- 設備費用: 低(専用お玉のみ使用可)
- オペレーターのスキル: 中程度から高い
- 煙の発生: 重要な
- 達成された典型的な結節性: 80~90%
利点
- 設備投資が少なくて済む ― 処理用お玉以外に特別な設備は不要
- 小規模から中規模のバッチサイズ(100~1000kg)に適しています。
- 柔軟性があり、幅広い鉄の化学組成に対応可能
制限事項
- 回収率のばらつき ― バッチ間の変動が±10%程度あるのはよくあることです
- 高濃度の煙と炎 ― 安全と環境への懸念
- 著しい温度低下(治療中に30~50℃低下)
- 低硫黄鉄には不向き(より多くの添加量が必要)
- 自動化生産や大量生産には適していません。
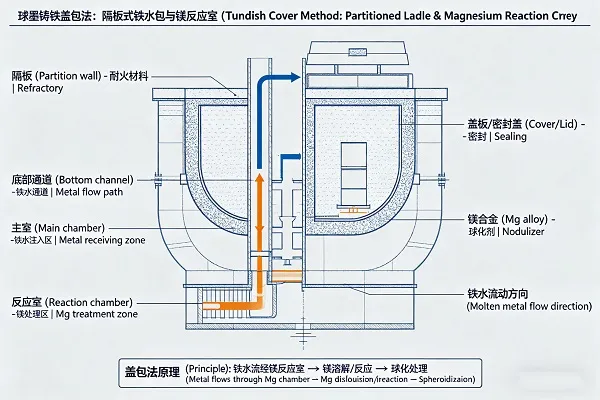
方法2:タンディッシュカバー法
タンディッシュ法は、仕切りのある取鍋を用いて反応室を作り出すサンドイッチ法の改良版であり、より優れた制御性と高い回収率を実現する。
プロセスの説明
タンディッシュ取鍋は中央に壁があり、取鍋を2つの区画に分割している。小さい方の区画にMgFeSiを置き、大きい方の区画に溶銑を注ぎ込む。溶銑は壁を越えてMgFeSiの区画に流れ込む。これにより、サンドイッチ方式よりも乱流が少なく、制御された反応が得られる。
代表的なパラメータ
- マグネシウム回収率: 40~60%(サンドイッチよりも安定している)
- MgFeSi添加: 溶融重量の0.8~1.2%
- 設備費用: 中型(専用のタンディッシュお玉が必要)
- オペレーターのスキル: 適度
- 煙の発生: 適度
- 達成された典型的な結節性: 85~95%
利点
- サンドイッチ法よりも高い、より安定したマグネシウム回収率
- 煙と炎の低減
- 温度低下を抑える(15~30℃)
- 低硫黄鉄に適している
- 中規模鋳造工場(500~2000kgバッチ)で広く使用されている。
制限事項
- タンディッシュ取鍋の設備投資コストが高い
- 専用の取鍋設計とメンテナンスが必要
- ごく少量(200kg未満)の処理には適していません。
- 芯線と比較すると、依然としてバッチ間のばらつきが大きい。
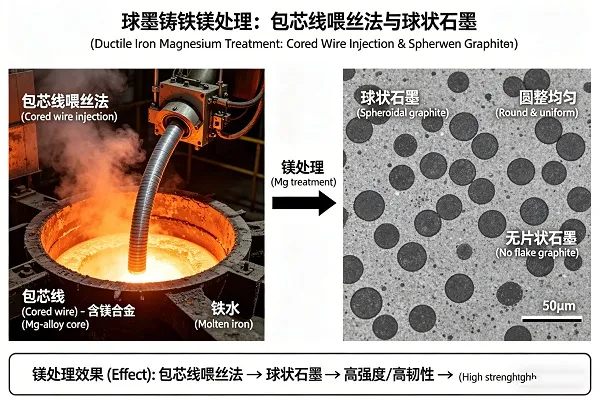
方法3:コア入りワイヤー注入(現代的な方法)
フラックス入りワイヤ射出成形は、最も技術的に進んだ方法であり、大量生産のダクタイル鋳鉄において、精度、一貫性、自動化を実現します。
プロセスの説明
MgFeSi粉末は鋼製の鞘(芯線)に封入され、ランスを通して溶銑中に連続的に供給される。芯線は溶銑表面下で溶融し、マグネシウムを最小限の煙で最大限の効率で直接溶銑浴中に放出する。
代表的なパラメータ
- マグネシウム回収率: 50~75%(最も安定)
- MgFeSiワイヤの添加: 溶融重量の0.5~0.9%相当
- 設備費用: 高(ワイヤフィーダー+ランス)
- オペレーターのスキル: 低(自動)
- 煙の発生: ミニマル
- 達成された典型的な結節性: 90~98%
利点
- 最も高く、最も安定した回復 — 変動率 < ±3%
- 精密なマグネシウム制御 — 残留マグネシウム含有量0.005%以内を目標とする
- 煙と炎が最小限 ―より安全でクリーンな操業
- 温度損失が最も少ない (5~15℃)
- 完全自動化可能 プロセス制御システムと統合する
- あらゆるバッチサイズに対応 — 100kgから50トンまで
- 低硫黄ベースのアイロンに最適
制限事項
- ワイヤフィーダーおよびランスシステムへの設備投資額の増加
- 一貫したワイヤ品質とフィードシステムのキャリブレーションが必要です
- 電線に関する継続的な消耗コスト(追加率の低下により相殺される)
- 最適なランスの深さと送り速度を得るには、オペレーターのトレーニングが必要になる場合があります。

比較要約表
| パラメータ | サンドイッチ法 | タンディッシュ法 | 芯線注入 |
|---|---|---|---|
| マグネシウム回収率(%) | 25~45% | 40~60% | 50~75% |
| 回復の一貫性 | 不良(±10%) | 中程度(±5%) | 非常に良い(±3%) |
| MgFeSi添加率 | 1.0~1.5% | 0.8~1.2% | 0.5~0.9% |
| 温度低下(℃) | 30~50℃ | 15~30℃ | 5~15℃ |
| 排煙発生 | 高い | 適度 | ミニマル |
| 資本コスト | 低い | 中くらい | 高い |
| バッチサイズの適合性 | 100~1000kg | 500~2000kg | 任意の重量(100~50,000kg) |
| 典型的な結節性 | 80~90% | 85~95% | 90~98% |
| 自動化の可能性 | なし | 限定 | 満杯 |
フェードを理解する:時間との戦い
マグネシウムの減少(硫黄、酸素、スラグとの反応による残留マグネシウムの漸進的な損失)は、処理直後に始まります。減少は予測可能な指数関数的な減衰に従います。
- 最初の5分間:マグネシウムの損失率10~15%
- 5~10分:さらに5~10%の損失
- 10~15分:さらに3~5%の損失
重要な意味: 球状化率90%以上を維持するには、鋳造は 10~12分 治療の。15分を超えると、初期のマグネシウム濃度に関係なく、結節形成率は80%を下回る可能性がある。
フェード軽減戦略:
- MgS生成によるMg損失を最小限に抑えるため、低硫黄ベース鉄(硫黄含有量0.02%未満)を使用してください。
- スラグ被覆を厚くし、塩基性(CaO/SiO₂ > 2.0)に保つ
- マグネシウム処理後、核生成部位を回復させるために、接種後処理剤(FeSiCaまたはFeSiBa)を0.1~0.3%添加する(マグネシウムは黒鉛核を破壊する)。
- 処理と注ぎ込みの間の保持時間を最小限に抑える
- 芯線注入によりマグネシウムの添加が後から可能になり、保持時間を短縮できる。
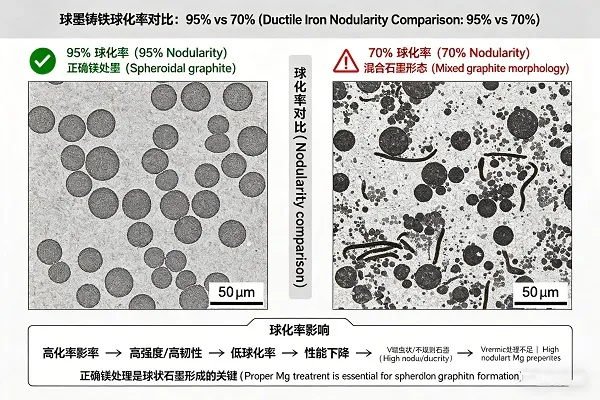
残留マグネシウムターゲットと結節性
残留マグネシウムと結節性の関係は、断面の厚さ、ベース硫黄含有量、および希土類元素含有量によって決まります。一般的なガイドラインは次のとおりです。
| 残留マグネシウム(%) | 予想される結節性 | 用途適合性 |
|---|---|---|
| 0.020~0.025% | 50~70%(混合型/蠕虫型) | CGI(圧縮黒鉛鋳鉄)、非延性 |
| 0.030~0.035% | 80~90% | 延性鋳鉄の場合は最低限、厚肉部には十分 |
| 0.035~0.045% | 90~95% | 標準的なダクタイル鋳鉄の範囲 - ほとんどの用途のターゲット |
| 0.045~0.055% | 95~98% | 高品質ダクタイル鋳鉄、薄肉、高球状度要件 |
| >0.060% | 95~98%以上の炭化物 | 過剰処理 ― 冷え、延性低下、ドロス増加のリスク |
最適な範囲: 残留マグネシウム含有量が0.035~0.045%であれば、球状化率(90%以上)と炭化物リスクおよびコストとのバランスが取れる。
治療成功のための鉄分必要量
治療方法に関わらず、鉄分の質が治療の成否を左右する。
- 硫黄: マグネシウム処理前に硫黄含有量は0.02%未満でなければなりません。高硫黄はマグネシウムを硫化マグネシウムとして消費し、団塊形成を抑制します。基本硫黄含有量が0.025%を超える場合は、脱硫処理(炭酸カルシウム、酸化カルシウム、または炭酸ナトリウム)を行ってください。
- 炭素換算値: 最適値は4.2~4.4%。CE値が低いと炭化物生成傾向が高まり、CE値が高いと黒鉛の浮遊が生じる。
- リン: <0.05% — リン含有量が高いと脆化を引き起こします。
- チタンとクロム: 最小限に抑える ― これらはマグネシウムの作用を打ち消す炭化物促進剤です。
ダクタイル鋳鉄の一般的な欠陥のトラブルシューティング
結節性が低い(80%未満)
- 考えられる原因: 残留マグネシウム濃度が低い、塩基硫黄濃度が高い(>0.02%)、退色が激しい、希土類元素が不足している
- 解決策: MgFeSiの添加量を増やし、ベース鉄を事前に脱硫し、保持時間を短縮し、希土類元素を含むMgFeSiを添加します。
炭化物(チル)形成
- 考えられる原因: 過剰処理(Mg >0.055%)、低接種量、低炭素当量、薄切片の急速冷却
- 解決策: Mg添加量を減らし、接種後添加量(FeSiCa)を増やし、CEを上方調整(4.3~4.4%)し、薄切片にはFeSiSr接種剤を使用する。
収縮多孔度
- 考えられる原因: 粒数不足、供給不良、マグネシウム過剰による黒鉛膨張不足
- 解決策: 接種後処理(特にFeSiBa)を増やし、ライザーを最適化し、残留マグネシウムを0.035~0.040%に低減する。
事例:サンドイッチ構造から芯線への切り替え
年間15,000トンのダクタイル鋳鉄部品(自動車用ブラケットやディファレンシャルハウジングなど)を生産する中規模鋳造工場では、球状化率のばらつき(78~92%)と、球状化率の低さや炭化物による8%の不良品に悩まされていた。1.2%のMgFeSiを添加したサンドイッチ法を用いると、残留Mgは0.028%から0.052%まで変動した。
変換後 芯線注入 MgFeSi(マグネシウム6%含有)ワイヤーを0.7%相当量添加した場合、劇的な結果が得られた。
- 残留マグネシウム濃度は0.038~0.042%で安定した(変動幅は±0.003%未満)。
- 結節性は一貫して92%以上(平均95%)
- 拒否率は8%から1.5%に低下した。
- MgFeSiの消費量は35%削減されました(1.2%から0.78%相当)。
- 年間節約額:合金費21万ドル+スクラップ削減額18万ドル
- ワイヤフィーダーの投資回収期間:4ヶ月
アプリケーション別推奨事項
| 生産規模 | 推奨される方法 | 主な根拠 |
|---|---|---|
| 小規模鋳造工場(年間生産量1000トン未満) | サンドイッチまたはタンディッシュ | 初期投資が少なく、控えめな品質要件には十分対応できる。 |
| 中規模鋳造工場(年間1000~5000トン) | タンディッシュまたは芯線 | タンディッシュはサンドイッチ構造に比べて優れた性能を発揮し、芯線により一貫性と合金消費量の低減が実現する。 |
| 大型鋳造工場(年間5000トン以上) | 芯線入り電線 | 優れた一貫性、最低の合金コスト、自動化、最小限のヒューム、最高の球状度 |
| 薄片鋳型(6mm未満) | 芯線+FeSiSr接種 | マグネシウムの精密な制御により炭化物の発生を抑制。ストロンチウム接種剤により耐寒性を向上させる。 |
| 厚肉鋳物(100mm以上) | 芯線+REベアリングMgFeSi | 長期凝固にはより高いマグネシウム保持率が必要。希土類元素は退色を遅らせる。 |
ダクタイル鋳鉄の均一な球状化には体系的なアプローチが必要です。スケールと品質要件に適したマグネシウム処理方法を選択し、厳格なベース鉄管理(特に硫黄)を維持し、強力な後接種を実施し、残留マグネシウムとフェード時間を監視します。ほとんどの中規模から大規模の鋳造工場では、 芯線注入 回収率、均一性、球状化度、総コストの最適な組み合わせを提供しますが、ワイヤー供給装置に投資できない企業にとっては、タンディッシュ法も依然として有効なアップグレード手段です。Bright Alloys社は、 MgFeSi合金(マグネシウム含有量3~10%、希土類元素を含む)、芯線、およびフェロシリコン接種剤 後処理に関しては、冶金学的サポートによって、お客様のダクタイル鋳鉄加工業務を最適化します。