フェロシリコン72(FeSi72)は、世界中の炭素鋼および低合金鋼生産における主力グレードとして確立されています。72%以上のシリコン含有量と、FeSi75と比較して通常8~12%低いコスト構造により、FeSi72は構造用鋼、鉄筋、一般鋼種の大部分において優れた脱酸性能を発揮します。適切な微量元素プロファイルの指定方法、粒度と冶金容器のマッチング、添加方法の最適化を理解することが、この経済的な合金から最大の価値を引き出す鍵です。FeSiグレード全体の比較については、包括的なガイドをご参照ください。 フェロシリコン脱酸:グレード選定.
FeSi75が高級清浄度用途で指定されることが多い一方、FeSi72は世界のシリコン脱酸需要の推定60~70%を占めています。シリコン含有量がやや低いことは、シリコン有効キログラムあたりの競争力のある価格で相殺され、特にカルシウムレベルが自然に低い微量元素プロファイルは、特定の連続鋳造操業において有利となる場合があります。本ガイドでは、電気炉(EAF)、転炉(BOF)、取鍋炉(LF)、鋳造用途におけるFeSi72の指定、調達、最適化のための完全な技術フレームワークを提供します。
FeSi72の微量元素化学成分:指定すべき項目
FeSi72の28%の非シリコン部分は、主に鉄と、鋼の清浄度、鋳造性、最終機械的特性に大きな影響を与える一連の残留元素で構成されています。より厳しい仕様が一般的なFeSi75とは異なり、FeSi72はより広いながらも制御可能な化学成分ウィンドウを提供しており、購入者は品質上の問題を避けるためにこれを理解する必要があります。
アルミニウム(Al):諸刃の脱酸剤
FeSi72中のアルミニウムは通常 1.0%~2.5%の範囲であり、強力な補助脱酸剤であると同時に、有害なアルミナ(Al₂O₃)介在物の潜在的な発生源でもあります。 一般鉄筋および構造用鋼 生産においては、1.5~2.0%のアルミニウムレベルは全く問題なく、むしろ有益です。アルミニウムが補助的な脱酸を提供し、別途アルミニウムショットを添加する必要性を低減するためです。しかし、 線材、冷間圧造用鋼、HSLA鋼板 グレードでは、 低Al FeSi72(Al ≤ 1.0%) を指定することを強く推奨します。このレベルでは、固体アルミナクラスターの形成とそれに続く浸漬ノズル(SEN)詰まりのリスクが大幅に低減されます。Bright Alloysにご注文いただく際、当社の FeSi72製品仕様書 には認証されたアルミニウム範囲が含まれており、清浄度要件に合わせて化学成分を適合させることができます。
炭素(C):低ベースライン、安定供給
標準的なFeSi72の炭素含有量は 0.1-0.3%です。大部分の炭素鋼グレード(最終製品のC含有量0.15~0.50%)では、この炭素の寄与は無視できます。FeSi72を10 kg/トン添加しても、最終炭素レベルへの寄与は最大0.003%です。しかし、極低炭素鋼(ULC)や無介在物鋼(IF)では、この微量の炭素も全体の炭素バランスで考慮する必要があります。FeSi72の炭素レベルは、一部のシリコマンガンやフェロマンガン合金よりも本質的に低く、炭素のピックアップを最小限に抑えることが優先される場合に好ましいシリコン源となります。
カルシウム(Ca):FeSi72の自然な利点
FeSi72とFeSi75の最も重要な化学的差異の一つはカルシウム含有量です。FeSi72は通常 0.3~0.8% Caを含み、これはFeSi75で一般的な0.5~1.5%Caの範囲よりも大幅に低くなっています。この低いカルシウムベースラインは、製造時の原料選定と炉操業の違いに起因します。冶金学的な影響は2つあります。第一に、快削鋼を処理する際の硫化カルシウム(CaS)生成リスクが低減されること。第二に、アルミナ介在物のカルシウムによる改質が少なくなることで、鋳造所や製鋼所が介在物形態を別途のカルシウム処理で管理することを好む場合に有益です。パーライト系スラブでCaS関連の表面品質問題を経験した操業では、高CaのFeSi75から標準的なFeSi72への切り替えにより、追加のプロセス変更なしで問題が解決されました。
リン(P)と硫黄(S):純度基準
高品質のFeSi72は、標準として P ≤ 0.05% および S ≤ 0.03% を維持しています。これらの限度は、ほぼすべての市販鋼種に十分です。重要な用途(耐硫化物応力割れ(HIC)性を要求される sour service ラインパイプや極低温鋼など)には、より厳しい仕様(P ≤ 0.04%、S ≤ 0.02%)を要求に応じて供給できます。FeSi72の経済的利点は、これらの標準純度レベルが、FeSi75の多くの場合より厳しいデフォルト仕様に関連するプレミアム価格なしで達成されることです。APIラインパイプや圧力容器用鋼を生産する操業向けに、当社の FeSi72 材料は、すべてのヒートのリンと硫黄のレベルを文書化した完全なミル試験証明書とともに供給され、完全なトレーサビリティを保証します。
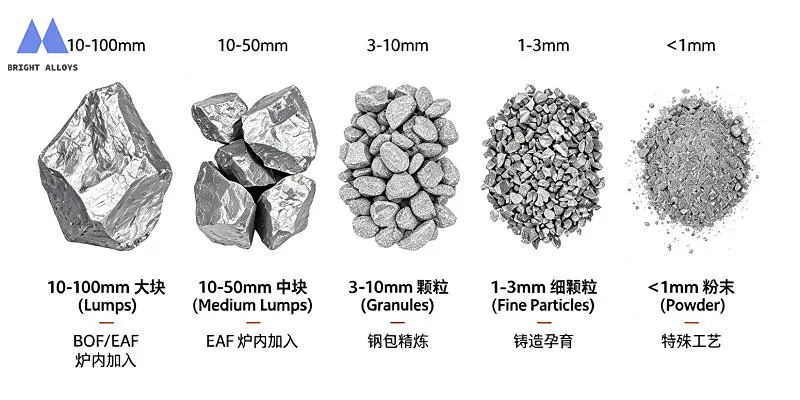
粒度選定:FeSi72の5つの工業用フラクション
FeSi72は、5つの主要な粒度範囲に粉砕・篩分けされ、それぞれ特定の冶金添加方法に最適化されています。誤ったサイズを選択すると、酸化損失が15パーセントポイントを超える可能性がありますが、適切なサイズでは90%以上の歩留まりが日常的に達成されます。
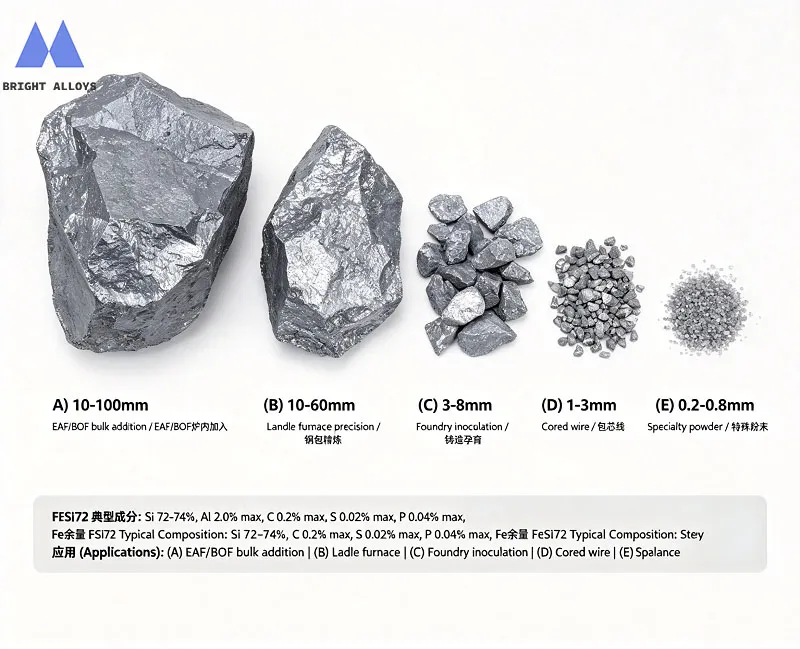
10-100mm:EAFおよびBOFバルク添加
この 10-100mm フラクションは、浴深が1.5メートルを超えるEAFおよびBOF容器への大規模添加の標準です。より大きな塊は、合金がフォーミースラグ層を貫通し、溶解前にメタルバスに到達することを保証します。鉄筋グレードを生産するEAF操業では、10-100mmのFeSi72で典型的なシリコン歩留まり 85-90%が達成されます。重要なプロセス変数は添加タイミングです。酸素吹錬後、かつ還元スラグが形成された後にFeSi72を添加することで、スラグ中の残留FeOによる酸化を最小限に抑えます。
10-60mm:取鍋炉精密添加
For 取鍋炉(LF)およびBOF出鋼 添加には、より狭い 10-60mm 範囲が好ましい仕様です。10-100mmと比較して、この狭い分布はアルゴン撹拌下でのより予測可能な溶解速度を提供します。塊は取鍋スラグカバー(通常50~80mm厚)を貫通するのに十分な大きさですが、150~250 NL/分の穏やかなアルゴンバブリングにより 3~5分 以内に完全に溶解します。このサイズは、取鍋炉で処理される構造用鋼およびHSLAグレードに対して、一貫して 90~94%の歩留まり を達成します。
3-8mm:鋳造接種グレード
この 3-8mm 細粒品は、ねずみ鋳鉄およびダクタイル鋳鉄鋳造工場における接種の主力製品です。均一で管理された粒度分布により、溶湯流中での迅速な溶解(通常1400~1450℃で1~2秒以内)を実現し、黒鉛の安定した核生成を促進します。ねずみ鋳鉄の場合、Ca(0.3~0.6%)およびAl(1.0~1.5%)を管理した3~8mmのFeSi72は、信頼性の高いA型黒鉛組織の達成に貢献します。マグネシウム処理後のダクタイル鋳鉄では、この粒度範囲は200 nodules/mm²を超えるフェライト粒数(ノジュールカウント)をサポートします。
1-3mm:コアードワイヤー注入用
この 1-3mm この粒度区分はコアードワイヤーに充填され、取鍋やタンディッシュでの精密な成分調整に使用されます。小さく均一な粒子サイズにより、ワイヤー充填密度(通常230~280 g/m)が安定し、予測可能な供給速度と溶解挙動が保証されます。1~3mmのFeSi72を用いたコアードワイヤー注入は、 95~100%のシリコン歩留まり 合金がスラグ層を完全にバイパスして鋼浴深くに送り込まれるためです。この方法は、目標範囲が±0.02%Siである最終成分の微調整添加に特に有効です。
0.2-0.8mm:特殊粉末用途
最も細かい 0.2-0.8mm 粉末は、連続鋳造用タンディッシュパウダーや鋳造用発熱性ライザーコンパウンドの配合に使用されるニッチ製品です。タンディッシュ用途では、FeSi72粉末がカバーパウダーに配合され、メニスカスでの再酸化防止に役立つ局所的なシリコンブーストを提供します。この粒度は、粉塵損失が大きいため溶湯への直接添加を意図したものではありませんが、適切に粉末ブレンドに配合されることで、凝固界面において標的を絞った冶金効果を発揮します。
FeSi72 vs FeSi75:購買判断のための実用的比較
FeSi72とFeSi75の選択は、特定の鋼種要件、清浄度目標、および経済性に基づいて決定されます。以下の表は、調達戦略を導くための直接的な技術的・商業的比較を提供します。FeSi75の最適化に関する詳細は、以下の関連ガイドをご参照ください。 FeSi75の粒度と化学成分の選択.
| パラメータ | FeSi72 | FeSi75 | 判断の指針 |
|---|---|---|---|
| シリコン含有量 | 72-75% | 75-78% | FeSi75は、±0.03%Siの厳格な目標値に対し、スラグ希釈を最小限に抑える必要がある場合に推奨 |
| 1トンあたりのコスト | 基準(指標) | +8~12% | FeSi72は120~180ドル/tのコスト削減。中規模ミルで年間6万~12万ドルの節約 |
| 有効Si kgあたりのコスト | 基準(指標) | +3~6% | FeSi72は、ほとんどの市場条件下で純粋な経済的シリコン供給において優位 |
| アルミニウム含有量 | 1.0-2.5% | 0.5-2.0% | FeSi75は、重要な清浄度グレードにおいて≤0.5%Alの調達が容易 |
| カルシウム含有量 | 0.3-0.8% | 0.5-1.5% | FeSi72の低Caはパーライト系鋼種に有利。FeSi75はCa処理ヒートに適する |
| 炭素含有量 | 0.1-0.3% | 0.1-0.2% | 両者とも炭素鋼に適する。FeSi75はULCグレードでやや有利 |
| 世界的な入手可能性 | 広く入手可能 | 広く入手可能 | FeSi72のサプライチェーンは新興市場でより広範。納期が短い |
| 最適な鋼種 | 鉄筋、構造用鋼、一般鋼板、ねずみ鋳鉄/ダクタイル鋳鉄 | HSLA、自動車用薄板、ばね鋼、軸受鋼、タイヤコード | 介在物感受性と清浄度仕様に基づいて選択 |
用途マトリックス:鉄鋼および鋳造操業におけるFeSi72
以下のマトリックスは、8つの一般的な産業シナリオを最適なFeSi72仕様にマッピングし、炉種、推奨粒度、重要な化学成分パラメータ、目標シリコン歩留まりを網羅しています。
| 用途 / 鋼種 | 炉 | 推奨サイズ | 化学成分の重点項目 | 目標歩留まり |
|---|---|---|---|---|
| 鉄筋(B500B、Grade 60) | EAF / BOF 取鍋 | 10-100mm | 標準Al(1.5-2.0%)、低P/S | 85-90% |
| 構造用鋼(S355、A572) | BOF出鋼 / LF | 10-60mm | 中程度Al(1.0-1.5%)、Ca 0.3-0.6% | 90-94% |
| EAF炭素鋼板 | LF付きEAF | 10-100mm | 標準Al(1.5-2.0%)、S ≤ 0.03% | 87-92% |
| ねずみ鋳鉄(FC250、GG25) | 注湯取鍋 | 3-8mm | 安定したAl(1.0-1.5%)、Ca 0.3-0.6% | 94-98% |
| ダクタイル鋳鉄(GGG40、65-45-12) | Mg処理後 | 3-8mm | 管理されたCa(0.3-0.5%)、低Al品種 | 95-99% |
| コアードワイヤー微調整添加 | LF / タンディッシュ | 1-3mm | 鋼種に応じてカスタム、厳格な粒度管理が重要 | 95-100% |
| 取鍋内成分調整(最終成分) | LFアルゴン吹きステーション | 10-60mm | チャージ間のAl、Caのばらつきが少ないこと | 92-95% |
| タンディッシュパウダーブレンド | 連続鋳造機 | 0.2-0.8mm | 低P/S、安定した微粉率 | ブレンドによる* |
* タンディッシュパウダーの歩留まりは単独添加としては測定されません。FeSi72粉末は、タンディッシュフラックスの総合的な冶金機能に貢献します。
歩留まり最適化:FeSi72によるシリコン収率の最大化
高いシリコン歩留まりの達成は、コスト効率の高いFeSi72プログラムと高コストなプログラムの分かれ目です。100トンヒートでFeSi72を1.5 kg/t使用する場合、歩留まりが5%向上すると、ヒートあたり7.5 kgの合金削減となり、現在の価格でヒートあたり約9~12ドルの節約になります。1日20ヒート、年間300操業日で計算すると、単一炉で年間54,000~72,000ドルの節約になります。
スラグ持ち越し制御
シリコン歩留まりにおいて、制御可能な最大の単一要因は 一次炉から取鍋へのスラグ持ち越しです。BOFスラグは通常15~25%のFeOを含み、EAFスラグは酸素吹錬中に30%を超えるFeOを含むことがあります。過剰なスラグが持ち越された取鍋にFeSi72を添加すると、シリコンは鋼中に溶解する前に優先的にFeOと反応します。
Si + 2FeO → SiO₂ + 2Fe(ΔG° = −315 kJ/mol at 1600°C)
この反応は熱力学的に有利であり、速度論的にも迅速です。BOFに スラグダートまたはスラグストッパー 技術を、またはEAFに EBT(偏心底出鋼) を導入することで、通常、スラグ持ち越し量を鋼1トンあたり3 kg未満に抑えることができます。スラグ持ち越し量を8 kg/tから2 kg/tに削減した操業では、FeSi72の歩留まりが4~7%向上することが日常的に確認されています。
添加タイミングと順序
BOF出鋼では、FeSi72は 出湯量の20~30%が流入した後 が取鍋に入った後に添加されるべきであり、合金を浸漬するのに十分な鋼のヒール(湯溜まり)が確保されている必要があります。早すぎる添加は、合金が取鍋底部の耐火物に着地し、低融点のファイアライト(2FeO·SiO₂)反応層を形成するリスクがあります。遅すぎる添加、すなわちスラグが持ち越され始めた後の添加は、FeSi72を最も不適切なタイミングで酸化性スラグにさらすことになります。最適な添加ウィンドウは、 60~120秒 出湯中、取鍋が1/3から2/3満たされた時点です。
アルゴン撹拌プロトコル
取鍋がLFまたはアルゴンステーションに到着した後、 ソフトアルゴン撹拌 (多孔質プラグを通して150~250 NL/min)を3~5分間行うことで、シリコンの分布を均一化するのに十分です。過度の撹拌(>400 NL/min)はスラグアイを開き、鋼表面を大気による再酸化にさらし、FeSi72が行った脱酸作業を無効にします。撹拌強度は、スラグ表面にわずかな膨らみを生じさせるが、破らない程度で十分です。
プロセス統合:製鋼フローパス全体でのFeSi72
上流:スクラップと溶銑の準備
FeSi72の性能の質は、合金が製鋼工場に到着する前から始まります。 スクラップ品質と溶銑化学成分 は、溶湯の初期酸素ポテンシャルを決定します。錆の多いスクラップや付着スケールの多いスクラップは、還元すべき追加のFeOをもたらします。BOF操業では、溶銑シリコン含有量(通常0.3~0.8%)が吹錬中のその場シリコン源となります。溶銑シリコンが高いと出鋼時のFeSi72添加量は減少しますが、過剰なシリコン(>1.0%)はスラグ量を増加させ、耐火物の損耗を促進します。FeSi72を主要な取鍋脱酸剤として使用する工場における最適な溶銑シリコン目標値は、 0.4-0.6%.
中流:出湯添加ウィンドウ
BOF出湯中、 60~120秒の時点 (上記参照)でのFeSi72添加は、出湯シーケンスの後半でフェロマンガンおよび/またはシリコマンガンを添加することによって補完されます。シリコンはマンガンよりも強力な脱酸剤であるため、FeSi72を最初に添加して初期脱酸を確立し、その後マンガン添加を行って、溶存酸素と競合することなく最終Mn仕様を達成します。EAF操業では、FeSi72は通常、 還元スラグ後の出湯 (FeO + MnO < 2%)が確立された後、または出湯中に直接取鍋に添加されます。
下流:連続鋳造との適合性
FeSi72のFeSi75と比較して低いカルシウム含有量(0.3~0.8%)は、 パーライト系鋼種 (0.09~0.17%C)に対して明確な利点を提供します。これらの鋼種は連続鋳造時の縦割れ感受性が高いことで知られており、CaO/Al₂O₃比の高いカルシウムアルミネートは、メニスカスでのモールドフラックス特性を変化させることで問題を悪化させる可能性があります。FeSi72を主要なシリコン源として使用し、その自然に低いカルシウム寄与を活用することで、モールドフラックスへの好ましくないCaO濃化のリスクを低減します。いくつかのスラブ鋳造機の操業では、高CaのFeSi75から標準的なFeSi72に切り替えた後、パーライト系鋼種の割れ指数が30~40%減少したことが記録されており、その改善は鋳造シーケンス全体を通じてより安定したモールドフラックス粘度に起因するとされています。
鋳造操業:鋳鉄製造におけるFeSi72
FeSi72によるねずみ鋳鉄の接種
ねずみ鋳鉄(FC200-FC300 / GG20-GG30相当)の製造において、 Al 1.0~1.5%、Ca 0.3~0.6%を含む3-8mm のFeSi72は、効果的かつ経済的な接種剤として機能します。添加率は通常、処理される溶湯の 重量比0.2~0.4% であり、処理取鍋から注湯取鍋への移し替え時、またはモールドへの注湯流中に添加されます。主な冶金機能は、均一なA型黒鉛フレーク分布の促進、薄肉部(肉厚6mm未満)でのチル化傾向の低減、鋳造まま組織におけるパーライト/フェライト比の安定化です。プレミアムなバリウム含有接種剤と比較して、FeSi72は一般的な機械鋳物に対して、コストの約60~70%で十分な接種効果を提供します。
ダクタイル鋳鉄のマグネシウム処理後添加
ダクタイル鋳鉄の製造において、FeSi72は マグネシウム処理後の後期接種剤 (通常はFeSiMgまたは純Mgワイヤー注入)。Mg処理取鍋から注湯取鍋への移し替え時に、金属流にFeSi72(3-8mm)を0.3-0.5%添加します。この接種処理により、マグネシウムの炭化物促進効果を打ち消し、高い黒鉛粒数(GGG40 / 65-45-12グレードで150 nodules/mm²以上)を確保します。自動車安全部品や風力タービン鋳物などの重要ダクタイル鋳鉄部品では、 低アルミニウム品種のFeSi72(Al 0.8-1.2%) の使用が推奨され、金型内でのアルミニウムと水の反応による水素吸収に起因するピンホール欠陥のリスクを最小限に抑えます。
FeSi72の一般的な性能問題とトラブルシューティング
適切な仕様であっても、操業変数によってFeSi72の性能が低下することがあります。以下の表は、製鋼所や鋳造工場で見られる5つの一般的な症状と、その根本原因および是正措置を示しています。
| 症状 | 推定原因 | 是正措置 |
|---|---|---|
| シリコン歩留まりが低い(<80%) | スラグの過剰な持ち越し;FeSi72の添加時期が早すぎる、または遅すぎる;粒子が小さすぎてスラグに浮遊 | スラグダート/ストッパーの導入;添加タイミングを60~120秒の範囲に最適化;深い浴への浸透を促すため10-100mmに変更 |
| シリコンばらつきが大きい(±0.05% Si) | 粒度分布の不均一;バッチ間の化学成分変動が大きい;アルゴン攪拌不足 | 粒度範囲をより厳しく指定(例:10-60mm);バッチトレーサビリティのある認定サプライヤーから調達;アルゴン流量を200-250 NL/minに増やし5分間攪拌 |
| 鋳造中のSEN詰まり | グレードに対してアルミニウム含有量が高すぎる;固体Al₂O₃クラスターの形成 | 低Al FeSi72(Al ≤ 1.0%)に切り替え;介在物調整のためのカルシウムワイヤー注入を検討 |
| パーライト表面割れ | 高Caフェロアロイによるモールドフラックス中のCaO濃縮;モールドフラックス粘度の不安定化 | 高Ca FeSi75から標準FeSi72(Ca 0.3-0.8%)に切り替え;モールドフラックスのCaO/SiO₂比を毎日監視 |
| ダクタイル鋳鉄の黒鉛粒数が少ない | 過大なFeSi72粒子の溶解不良;接種タイミングの遅れ | 3-8mmのスクリーニング分画を使用;Mg処理後60秒以内に添加することを確認;ストリーム接種が金属流の中心に当たっていることを確認 |
経済分析:FeSi72のバリュープロポジション
FeSi72の財務的メリットは、単純な購入価格ではなく、総所有コストの観点から検討すると説得力があります。鉄筋や構造用鋼を年間50万トン生産する中規模の電気炉操業を例に考えます。
を超えます。
鋼1トンあたり1.5kgのFeSi72を基本添加率とし、シリコン歩留まり85%の場合、工場は年間882トンのFeSi72を消費します。歩留まりを90%に改善すると消費量は833トンに減少し、 49トンの節約となります。FeSi72の市場価格が1トンあたり約1,500ドルとすると、これは 年間73,500ドルの直接材料費削減に相当します。49トン少ない輸送費、取扱費、在庫保管費を考慮すると、年間の総利益はしばしば $100,000.
デュアルグレード在庫戦略
多くの先進的な製鋼所は現在、 80/20在庫モデルを採用しています。シリコン需要の80%をFeSi72(鉄筋、構造用鋼、一般鋼板向け)で賄い、20%をFeSi75(HSLA、自動車用、清浄度重要グレード向け)で賄います。この戦略は、生産量の大部分でFeSi72の単価メリットを享受しつつ、より厳しい化学成分と低アルミニウム含有量が真に要求されるグレードにはプレミアムFeSi75を確保します。このアプローチを採用する購買部門は、品質を損なうことなく、フェロアロイコストを 5-8% 削減したと報告しています。この戦略を貴社の製品ミックスに適用するには、 FeSi72製品ページ で現在の価格と在庫状況をご確認ください。
結論:FeSi72への戦略的アプローチ
FeSi72は、FeSi75の低コスト代替品というだけではありません。独自の最適な適用範囲を持つ、戦略的に異なる合金です。冶金技術者、購買管理者、オペレーションチームにとっての重要なポイントは以下の通りです。
化学成分が価値を生み出す。 FeSi72のアルミニウム、カルシウム、炭素、リン、硫黄の含有量を理解し、指定することは、単なるコモディティ購入とエンジニアリングソリューションの違いを生みます。標準的なFeSi72の化学成分は鋼材生産の70%に適していますが、いつ仕様を厳しくするか(またはFeSi75に切り替えるか)を知ることが、専門知識が報われるポイントです。
サイズは化学成分と同じくらい重要である。 FeSi72の粒度を冶金容器に合わせること(電気炉には10-100mm、取鍋炉には10-60mm、鋳造工場には3-8mm、コアードワイヤーには1-3mm)は、シリコン歩留まりとプロセス安定性に直接影響します。サイズの不一致は、歩留まりを10%以上低下させる可能性があります。
歩留まりこそが利益の源泉である。 中規模操業でシリコン歩留まりを5%改善すると、年間6桁の節約効果が得られます。スラグの持ち越し制御、添加タイミングの最適化、適切なアルゴン攪拌が、最も投資対効果の高い3つの操業改善策です。
FeSi72とFeSi75は競合するものではなく、補完し合うものである。 80/20在庫戦略は、FeSi72の経済的メリットを享受しつつ、清浄度が要求される場合にはプレミアムFeSi75を利用できるようにします。このデュアルグレードアプローチは、コスト効率の高いシリコン脱酸のための業界のベストプラクティスです。
お客様の特定のアプリケーション要件(認証済み化学成分、粒度の入手可能性、物流サポートを含む)に関する詳細なご相談は、 Bright Alloys FeSi72製品ページ をご覧いただくか、弊社技術チームに直接お問い合わせください。