
酸素は製鋼において必須でありながら有害でもあります。 酸素吹錬は転炉(BOF)および電気炉(EAF)精錬において、炭素、リン、シリコンを除去するために不可欠ですが、 出鋼後に残存する溶存酸素は厳格に制御されなければなりません制御されない酸素は、ガス気孔、脆化、そして最も重要なことに、機械的特性、疲労寿命、表面品質を損なう非金属介在物の形成を引き起こします。
現代の製鋼では、酸素活量、脱酸平衡、介在物工学に関する深い理解が求められます。本稿では、溶存酸素がどのように介在物形成を促進するかを検討し、さまざまな鋼種にわたる最適な脱酸実践のための実用的な戦略を提示します。
酸素の課題:転炉からタンディッシュまで
BOFまたはEAFプロセスの終了時、溶鋼中には主に炭素と平衡状態にある400~800 ppmの溶存酸素が含まれています。参考までに、ほとんどの成品鋼材では酸素レベルを30 ppm未満に抑える必要があり、重要な用途(軸受鋼、ばね鋼)では全酸素量を10 ppm未満にすることが求められます。脱酸工程では、酸素親和性の高い元素を添加してこの酸素の大部分を除去すると同時に、必然的に生じる介在物集団を管理しなければなりません。
基本的な脱酸反応は次のように表されます: x[M] + y[O] → MₓOy (s or l)脱酸剤の選択により、介在物の化学組成、形態、除去挙動が決まります。最も一般的な脱酸システムを見てみましょう。
アルミニウム脱酸:高効率、高介在物リスク
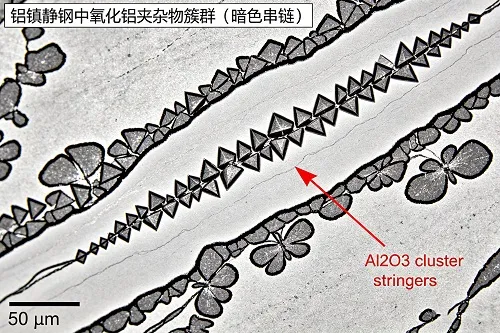
アルミニウムは最も強力で費用対効果の高い脱酸剤であり、平衡条件下では溶存酸素を 2~5 ppm まで低減できます。反応は次の通りです: 2Al + 3[O] → Al₂O₃(s)しかし、生成するアルミナ(Al₂O₃)介在物は固く、しばしばクラスターを形成し、完全に除去することが困難です。これらの介在物は疲労寿命、被削性、表面仕上げに悪影響を及ぼします。連続鋳造では、浸漬ノズル(SEN)へのアルミナ付着が持続的な操業上の課題となっています。
Al脱酸のベストプラクティス: 非常に低い全酸素量が要求される完全キルド鋼の場合、鋼1トンあたり0.5~1.2 kgのAlを使用します。その後、アルゴン撹拌を行って介在物の浮上を促進し、可能であればカルシウム処理を施してアルミナを液体カルシウムアルミネートに改質します。
シリコン-マンガン脱酸:液体介在物、より清浄な鋼
シリコンとマンガンの組み合わせには明確な利点があります。その脱酸生成物は製鋼温度で 液体マンガンシリケート(MnO·SiO₂) となります。液体介在物はより容易に合一し、固体酸化物よりも速く浮上します。反応は次の通りです: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)シリコン-マンガン脱酸はアルミニウムほど低い酸素レベル(通常、残留Oは20~40 ppm)には達しませんが、結果として生じる介在物集団はより小さく、より球状で、有害性が低くなります。多くの構造用鋼種にとって、Si-Mn脱酸は清浄度とコストの最適なバランスを提供します。
実用的なヒント: 液体酸化物の形成を確実にするために、目標とするMn/Si比を3:1~5:1に維持します。再現性のある結果を得るために、化学成分が安定した高品質の シリコマンガン合金(SiMn) を使用してください。
カルシウム処理:優れた性能のための介在物改質
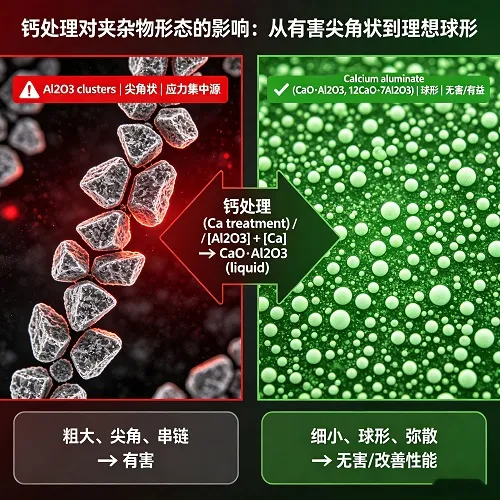
カルシウムはコストが高く回収率が低いため、一次脱酸剤として使用されることは稀ですが、 介在物改質剤として比類のない存在です。アルミキルド鋼に添加されると(通常はCaSiコアードワイヤーを介して)、カルシウムは固体のアルミナ介在物と反応し、低融点のカルシウムアルミネート(例:12CaO·7Al₂O₃、融点約1455°C)を形成します。これらの球状介在物は機械的特性への悪影響が少なく、連続鋳造時のノズル詰まりを大幅に低減します。
カルシウム添加ガイドライン: 最適な改質のためには、Ca/Al比を0.10~0.15に目標設定します。過剰なカルシウムはCaSの形成を招き、再凝固して他の鋳造問題を引き起こす可能性があります。精度が重要であり、最新の実践では CaSiコアードワイヤー注入 とリアルタイムフィードバックが使用されています。
酸素活量の測定と監視
現代の製鋼では、 電気化学式酸素センサー (ZrO₂ベース)を使用して、取鍋内の溶存酸素活量を直接測定します。これらの測定により、脱酸剤の添加量が適正化され、過剰処理や処理不足が低減されます。工程段階別の主要な酸素目標値:
- BOF/EAF終了時: 400~800 ppm(脱酸前)
- AlまたはSiMn添加後: 10~30 ppm(活性酸素)
- カルシウム処理後: 5~15 ppm + 安定した介在物改質
- タンディッシュ(連続鋳造): 全酸素量(Otot)は通常15~30 ppm(鋼種による)
最適な脱酸操業のための戦略
安定した鋼の清浄度を達成するには、体系的なアプローチが必要です。以下のフレームワークは、ほとんどの炭素鋼および低合金鋼種に適用できます。
- スラグエンジニアリング: 塩基性スラグ(CaO/SiO₂ > 2.5)を維持し、脱酸生成物を吸収させます。スラグ中のFeOを1%未満に低減することで、酸素の再酸化を最小限に抑えます。
- 強力なアルゴン撹拌: 脱酸後、少なくとも5~10分間の穏やかなアルゴンガスバブリングにより、介在物の浮上分離を促進します。
- 逐次添加: 極低酸素が要求される鋼種には、Si-Mnによる予備脱酸に続いてAlによる仕上げ脱酸、さらにCa処理を検討します。
- 取鍋カバーリング: 出鋼時および鋳造時の、取鍋スラグや空気巻き込みによる再酸化を防止します。
事例:軸受鋼の品質変革
SAE 52100軸受鋼を製造する特殊鋼メーカーは、超音波探傷試験で検出されるアルミナ系介在物により高い不合格率に直面していました。 二段階脱酸プロトコル (Si-Mn予備脱酸 → Al仕上げ脱酸 → CaSi被覆ワイヤー処理)を導入し、取鍋撹拌時間を12分に最適化した結果、全酸素量を18ppmから8ppmに低減しました。介在物グレードは60%改善し、軸受疲労寿命(L10)は2倍以上に向上しました。この事例は、酸素制御が単一のアクションではなく、統合されたプロセス戦略であることを示しています。
電気自動車の駆動系から洋上風力発電の基礎まで、鋼材への高性能化要求が高まる中、酸素制御の習得は競争力の差別化要因となります。溶存酸素、介在物生成、脱酸化学の関係を理解することで、鉄鋼メーカーはより清浄で強靭、かつ信頼性の高い鋼を一貫して製造できます。Bright Alloysは、フェロシリコン、シリコマンガン、CaSi被覆ワイヤーを含む脱酸合金のフルポートフォリオを、冶金学的専門知識とともに提供し、お客様の操業最適化を支援します。