
現代の製鉄において、スラグは溶融鋼の上に浮いている保護層以上のものである。 反応性化学反応器 硫黄除去、介在物吸収、再酸化防止を制御する。スラグ性能を制御する最も重要なパラメータは 塩基性一般的には、塩基性酸化物(CaO、MgO)と酸性酸化物(SiO₂、P₂O₅)の比率として表されます。スラグ化学を深く理解することで、冶金技術者は、耐火物の摩耗や介在物による欠陥を最小限に抑えつつ、脱硫を最大化するスラグを設計することができます。
本稿では、製鋼スラグの基礎的な化学、脱酸合金との相互作用、および様々な鋼種や製鋼プロセスにおいて塩基度を最適化するための実践的な戦略について考察する。
スラグ塩基度とは何か?CaO/SiO₂比の定義
塩基度(B)は、最も一般的には次のように表されます。 CaOとSiO₂の質量比 スラグ中の酸素イオン(O²⁻)の比率は、スラグ溶融物中の遊離酸素イオン(O²⁻)の存在量を決定し、これが脱硫反応と脱リン反応を直接促進します。スラグは以下のように分類されます。
- 酸性スラグ(B < 1.0): SiO₂含有量が高く、CaO含有量が低い。脱硫能は低いが、酸性耐火物への攻撃性は低い。現代の取鍋精錬ではほとんど使用されない。
- 中性スラグ(B = 1.0~2.0): 中程度の脱硫能力を持つ。特定の炭素鋼種に使用されることがある。
- 基本的なスラグ(B > 2.0): 高いCaO利用可能性。優れた脱硫性と介在物吸収性。クリーン鋼生産の標準。
ほとんどのクリーン鋼用途では、目標塩基度は 2.5~4.5さらに高い値は、超低硫黄鋼種(例:パイプライン、ベアリング、自動車用AHSS)に適用される。
脱硫反応:塩基性が硫黄除去を促進する仕組み
鋼から硫黄は、スラグと金属の反応によって除去される。全体の脱硫反応は次のように表される。
[S] + (O²⁻) → (S²⁻) + [O]
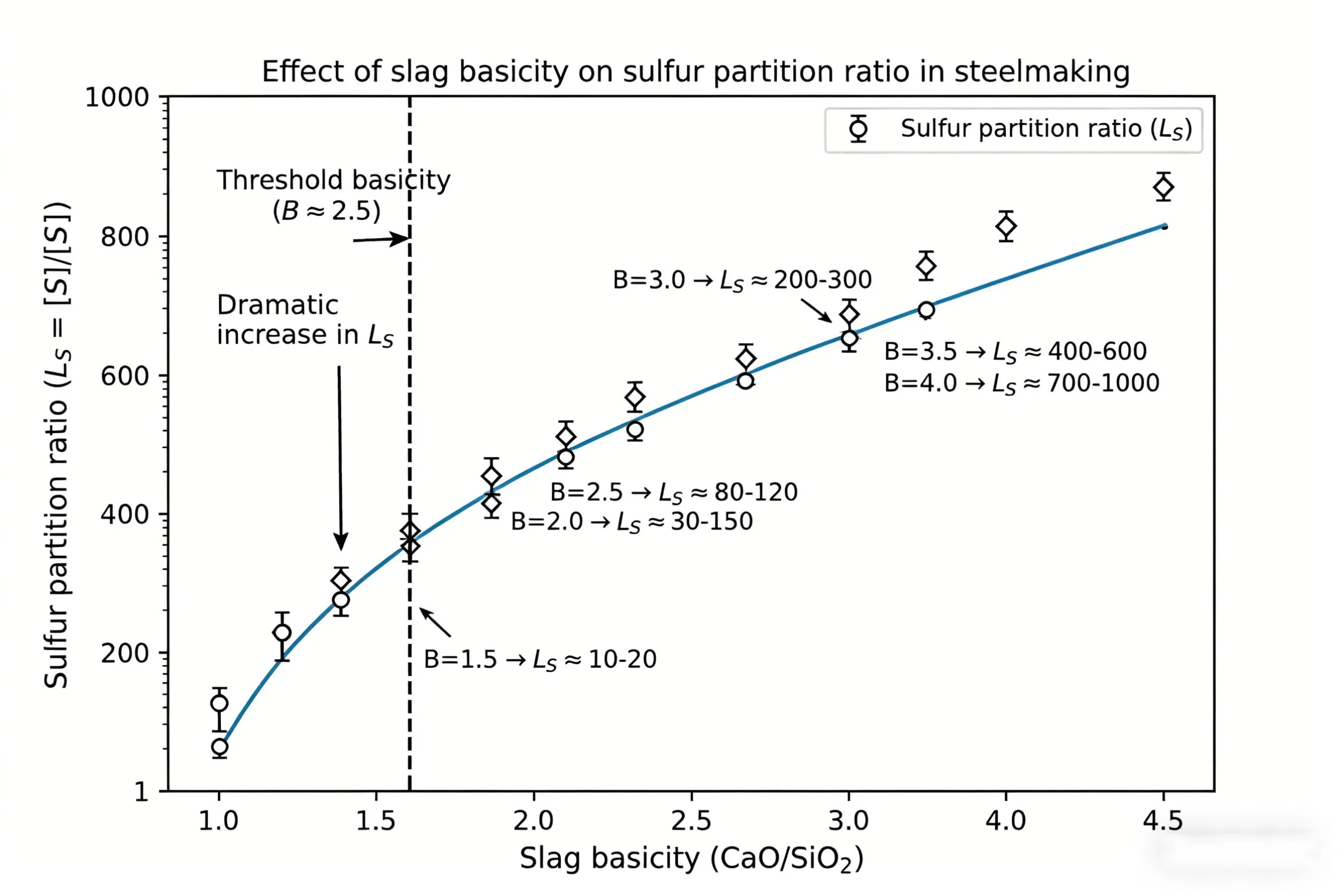
遊離酸素イオン(O²⁻)は、主にCaOなどの塩基性酸化物から供給される。硫黄分配比(Ls = [%S]スラグ / [%S]鋼鉄)はスラグ塩基度とともに指数関数的に増加する。経験的データによると、
- B = 1.5 のとき、Ls ≈ 20~50 → 最終硫黄含有量 0.015~0.030%
- B = 2.5 のとき、Ls ≈ 80~150 → 最終硫黄含有量 0.008~0.015%
- B = 3.5 のとき、Ls ≈ 200~400 → 最終硫黄含有量 0.003~0.008%
しかし、塩基性だけでは不十分である。スラグ中のFeO含有量が低いこと(1%未満)とスラグの流動性が高いことも、硫黄をスラグと金属の界面に迅速に輸送するために同様に重要である。
スラグと介在物の相互作用:脱酸生成物の吸収
アルミニウムやケイ素マンガンなどの脱酸剤を添加すると、酸化物介在物(Al₂O₃、MnO・SiO₂)が形成される。これらの介在物は、凝固中の鋼に混入するのを防ぐため、スラグに吸収されなければならない。 スラグの塩基度が介在物の吸収能力を決定する そして、それによって生じる包接化学。
アルミナ(Al₂O₃)の吸収: 高塩基性スラグ(B > 3.0)はアルミナを急速に溶解し、スラグ中にアルミン酸カルシウムを形成する。吸収容量は以下の通りである。CaOを多く含むスラグは飽和するまでに最大30~40%のAl₂O₃を保持できるが、酸性スラグはすぐに飽和し、鋼中にアルミナ介在物を残す。
ケイ素-マンガン脱酸素の場合: 生成されるMnO・SiO₂介在物は液体状で吸収されやすいが、介在物除去性能全体においては、塩基性スラグの方が酸性スラグよりも優れている。また、塩基性スラグを維持することで、スラグ中の硫黄やリンが鋼材に逆流するのを防ぐことができる。
鋼種全体にわたる塩基度の最適化
鋼種によって、スラグの塩基度目標値は異なります。以下に実用的なガイドを示します。
| 鋼材グレード | 目標塩基度(CaO/SiO₂) | 主な目標 | 最終硫黄含有量(ppm)の代表値 |
|---|---|---|---|
| 建設/鉄筋 | 1.8–2.5 | 基本的な脱硫、コスト効率 | 150–300 |
| 構造/HSLA | 2.5–3.5 | 優れた脱硫性能と介在物制御 | 50–120 |
| 自動車用AHSS / DP鋼 | 3.0–4.0 | 低硫黄、成形性を高めるためのクリーンな介在物 | 20–50 |
| パイプライン(API X70+) | 3.5–4.5 | HIC耐性のための超低S | 15歳未満 |
| ベアリング/ばね鋼 | 3.5–4.5 | 最高の清潔さ、疲労寿命 | <10 |
塩基性制御のための実践的戦略
目標塩基度を達成し維持するには、体系的なスラグエンジニアリングが必要です。主な実施事項は以下のとおりです。
- 取鍋スラグの持ち越し制御: 出銑時の転炉/電気炉スラグの持ち込み量を最小限に抑える(目標:5kg/トン未満)。FeO含有量の高い酸化性スラグは脱酸素剤を消費し、塩基度を低下させる。
- 上部スラグ添加量: 目標とする塩基度を達成するために、石灰(CaO)と合成精製フラックスを添加します。CaOが1%増加するごとに、塩基度は約0.3~0.5単位上昇します(SiO₂濃度によって異なります)。
- アルミニウム添加: アルミニウムの脱酸はスラグ中のFeOを減少させ、酸化電位を低下させることで間接的に有効塩基度を増加させる。
- 流動性の最適化: 高塩基度では、スラグの粘度を調整するために蛍石(CaF₂)またはアルミナを添加してください。粘度が高すぎるスラグは硫黄の物質移動を妨げます。
- リアルタイム監視: 取鍋処理中にXRFまたは携帯型スラグ分析装置を使用して塩基度を確認し、それに応じて石灰の添加量を調整してください。

トレードオフ:塩基度と耐火寿命
高塩基性スラグ(B > 4.0)は、MgO-CおよびMgO-スピネル取鍋耐火物に対して腐食性があります。化学反応:MgO(s) + CaO·SiO₂(l)により低融点のケイ酸マグネシウムが生成され、摩耗が加速します。耐火物の寿命と冶金性能のバランスを取るには:
- 通常のグレードでは、B = 2.5~3.0を維持してください。これは、適度な耐火物の摩耗を伴う適切な脱硫を実現します。
- 超低硫黄品位の場合、処理時間を短くし、MgO飽和スラグ(ドロマイト石灰を添加)を使用してMgOの溶解を抑制することを検討してください。
- 出銑後にスラグを飛散させて、耐火物を保護的な塩基性層で覆う。
事例研究:パイプライン製鉄スラグの最適化
API X70 ラインパイプを製造する製鉄所では、硫黄濃度が不安定(25~60 ppm)で、時折水素誘起割れ(HIC)が発生していた。初期スラグ塩基度は、石灰添加量の不均一性とBOFスラグの持ち越しにより、2.0~3.2の間で変動していた。 対象スラグ工学プロトコル 持ち越し量を4kg/トンに制限し、高CaO合成スラグを8kg/トン添加し、B = 3.8~4.2を維持した結果、硫黄濃度は12ppm未満で安定しました。HIC試験は亀裂ゼロで合格し、耐火物の寿命はわずか8%しか低下せず、品質向上に対する許容範囲内のトレードオフとなりました。
スラグ塩基度最適化は単なる化学演習ではなく、 戦略的レバー 脱酸処理、介在物工学、脱硫、耐火物管理を結びつける。CaO/SiO₂比、硫黄分配、介在物吸収の相互作用を理解することで、製鋼メーカーはよりクリーンで、より強靭で、より信頼性の高い鋼を安定的に生産できる。ブライトアロイズは、現代の取鍋冶金のあらゆる側面をサポートするために、高純度フェロシリコン、シリコンマンガン、合成スラグ添加剤を提供している。